Упаковочный картон обладает уникальными характеристиками, многообразием возможностей: размеры, конструкция, нанесение полноцветной печати. Складные коробки удовлетворяют самые изощренные требования заказчиков, возможно появление дополнительных деталей дизайна и приспособлений.
Особенностями технологии изготовления коробки для конфет ассорти выделяют следующие:
- возможно производство коробки с прозрачным окном из ПП пленки; они предназначены для того, чтобы потребитель мог увидеть содержимое продукта. Данная пленка инертна, устойчива к жирам, имеет высокую прозрачность и гладкую поверхность, морозостойкая.
- защита от солнечных лучей. Она необходима для защиты конфет от таяния конфет, следовательно без такой защиты срок годности значительно уменьшается.
- картон должен обладать высокими печатными свойствами, т.к. внешний вид зачастую решает выбор потребителя в пользу данного продукта.
- картонная упаковка должна обладать стойкостью к влажности воздуха, чтобы предохранить конфеты от таяния и прилипания к индивидуальной
упаковке. Для повышения стойкости ее будет необходимо ламинировать ПП пленкой.
Для транспортной тары оптимальным материалом является гофрокартон трехслойного типа Т по ГОСТ 7376, в котором содержится три слоя: внешний лайнер из высококачественного сырья, средний слой флютинг, из которого формируется гофроструктура, из макулатурного сырья, и внутренний слой из высококачественного сырья.
2.3.4 Требования к логотипу упаковки
Основным фактором, влияющим на эмоциональное восприятие, наиболее действенным и первичным, является цвет. Именно цвет в первую очередь привлекает внимание.
Цвет – самый активный эмоциональный фактор, который воздействует на физиологическом уровне. Цветовые предпочтения связаны с традициями культуры. Существует такой феномен восприятия цвета, как перенос цветовых ощущений на качество товара, содержащегося в упаковке.
Шрифт имеет свои способы эмоционального воздействия: своим начертанием может вызвать ассоциации со временем своего создания и наиболее частого использования.
В упаковке чаще всего используется симметричная композиция. Она более уравновешенна, статична. Вызывает ощущение стабильности, надежности – качества. Диагональные композиции более эмоциональны, динамичны и чаще используются при оформлении упаковок для молодежных групп.
На этикетки должна быть нанесена маркировка: наименование предприятия-изготовителя, его местонахождение, наименование конфет. На потребительской таре всех видов должна быть информация: товарный знак и наименование предприятия-изготовителя его место-нахождение, наименование конфет, масса нетто (в г), дата выработки, срок хранения, сведения о пищевой и энергетической ценности 100 г продукта, обозначение стандарта. Транспортная маркировка должна иметь манипуляционные знаки: «Беречь от влаги», «Беречь от нагрева».
2.3.5 Требования к форме продукта
 |
Существует множество различных форм упаковки. Они могут быть круглые, полукруглые, овальные, квадратные, прямоугольные, конические и т.д. В основном форма зависит от типа упаковки, наименования конфет. Например, круглая форма говорит о том, что в ней находится большое количество начинки.
Данные шоколадные конфеты представляют собой изделия прямоугольной формы миниатюрного типа.
2.3.6 Экономические требования
Стоимость упаковки должна соотноситься с ценой продукта, чем дороже сами конфеты, тем соответственно будет и дороже для них картонная упаковка.
Самой эффективной считается тот вид упаковки, которой обеспечивает на всех стадиях наименьшие затраты с точки зрения производства и максимальную экономию времени труда на предприятии.
Упаковка, обеспечивающая потребителю чистый и легкий доступ к продукту, возможность потребления его в нужных количествах, повторной укупорки и надежного хранения оставшейся части, всегда будет предпочтительнее упаковки, создающей какие-то трудности при пользовании. Покупатели готовы платить значительно больше за бóльшие удобства.
Суммарная стоимость упаковки складывается из следующих основных составляющих: стоимость самой упаковки, упаковочного материала, стоимость хранения и транспортировки пустой тары; стоимость заполнение одной единицы упаковки; стоимость хранения уже упакованной продукции; транспортные расходы на поставку упакованной продукции; затраты на страховку груза во время транспортировки; возможные экономические потери от порчи или повреждения товара. Конечное же процентное соотношение цены упаковки от стоимости готового продукта определяется качеством, брендом и уровнем изготовления, и так же именитостью производителя.
Характеристики товара должны совпадать с текстом и изображением на упаковке не вызывая путаницы, а, наоборот, вызывая доверие потребителей.
2.3.7 Требования к конструкции и эксплуатации упаковки
В современной жизни упаковка прочно вошла в быт человека, и сопровождает его на всех стадиях деятельности. Она во многом изменила наш жизненный уклад, позволила по-новому взглянуть на многие проблемы. Со временем значительно изменились функции упаковки. Теперь они не ограничиваются предохранением изделий, сохранением их качеств и обеспечением гигиеничности. К упаковке предъявляют требования облегчения обращения с товарами, обеспечения максимальной экономичности процессов упаковывания и обработки товаров при их распределении, транспортировки, складировании и перемещений в магазинах.
 К форме конструкции предъявляется ряд требований:
К форме конструкции предъявляется ряд требований:
1. Прежде всего, должно удобно держать ее в руке, пользоваться при изменении наклона и т.п., т.е. рука человека является основной точкой отсчета.
2. Вес рассчитывается таким образом, что среднестатистический человек мог пользоваться упаковкой, не затрачивая чрезмерных усилий.
3. Форма должна быть такой, чтобы при выкладке товара на полку в магазине она легко узнавалась.
4. Полимерная пленка не должна составлять трудностей при открывании.
5. Форма отверстия должна быть такого размера, чтобы рука среднестатистического человека могла без затруднений доставать конфеты.
При транспортировке картонная упаковка должна оптимально сочетаться с наиболее рациональным видом транспорта, маршрутом транспортировки и свойствами картона.
3 Стадии и этапы проектирования картонной упаковки
3.1 Конструкции складных коробок и их описание
В упаковочной промышленности для облегчения и автоматизации процесса проектирования коробок, создания системы унификации автоматизированного оборудования для их изготовления во многих странах, в том числе и в России, основные типы коробок и их развертки стандартизированы.
Широко применяется и система стандартизации упаковки в Европе. Объединяющая группа специалистов ведущих стран Европейской ассоциации производителей картонной упаковки (ЕСМА) в 1967 году выпустила первый сборник стандартных конструкций складных коробок.
Каталог ЕСМА классифицирует складные коробки на шесть групп от А до F, а также содержит отдельную классификацию по функциям и конструкциям затворов и вспомогательных приспособлений.
Группу А составляют прямоугольные картонные коробки, имеющие по высоте продольный клеевой шов. Все наружные плоскости этих коробок расположены под прямыми углами к друг другу.
В группу В вошли прямоугольные коробки без продольных клеевых швов. Соединение их сторон осуществляется при помощи затворов разнообразных конструкций.
Группу С образовали непрямоугольные картонные коробки с продольным швом по высоте. Несколько внешних сторон имеют различную непрямоугольную форму и могут быть расположены под различными углами к основанию.
Группа D состоит из непрямоугольных картонных коробок без продольных клеевых швов. соединение их сторон выполняется различными затворами.
 Группа Е включает конструкции коробок, находящиеся в непосредственном контакте с упаковываемым продуктом или предназначенные для групповой упаковки.
Группа Е включает конструкции коробок, находящиеся в непосредственном контакте с упаковываемым продуктом или предназначенные для групповой упаковки.
В группу F вошли прочие картонные коробки, конструкции которых не вошли в группы А-Е.
Согласно ГОСТ 9142-90 в России выпускаются следующие виды конструкции ящиков из гофрированного картона.
Исполнение А. Ящики со стыкующимися наружными клапанами.
Исполнение Б. Ящики с частично перекрывающимися наружными клапанами.
Исполнение В. Ящики с полностью перекрывающимися наружными клапанами.
Исполнение Г. Ящики со стыкующимися наружными и внутренними клапанами.
Исполнение Д. ящики со стыкующимися наружными и внутренними клапанами.
3.1.1 Разработка потребительской тары и ее описание
Сегодня на рынке представлено огромное многообразие видов упаковки для конфет.
Широкое распространение получила картонная упаковка с различным графическим дизайном. Так как вид упаковочного материала определяется исходя из свойств и характеристики упаковываемого продукта, то основным материалом для упаковки шоколадных конфет «Диалог» будет являться беленый целлюлозный картон с плотностью около 270г/м2. Такой картон имеет яркий белый цвет, что говорит о качестве продукта.
Для упаковки подарочной коробки конфет конструкция коробки должна быть интересной. В данном проекте конструкция представляет собой упаковку в виде вазочки с зауженными внутрь углами, что делает ее еще больше похожей на вазочку. По центру располагается отверстие, для того, чтобы из него брать конфеты после открывания. Такая коробка является более привлекательной для потребителя и позволяет выделиться из ряда простых конфет.
Толщину листа картона, определяется массой упаковываемого продукта. Для 250 грамм толщина картона составляет 0,55 мм. В верхней части коробки предусмотрена ориентированная ПП пленка от несанкционированного вскрытия и для потребителя, чтобы он мог увидеть содержимое коробки. На самой пленке предусмотрен ярлычок для удобного открывания.
Всего в упаковке конфет «Диалог» размещается 25 конфет. Исходя из стандартного ряда для размеров коробок по ГОСТ 21140-88 и возможностей оборудования книжной конструкции выбираем оптимальные габариты упаковки: длина 145 мм, ширина 145 мм, высота 50 мм. По этим основным внешним габаритным параметрам вычисляется общий объем:
 V=abc,
V=abc,
где а – ширина коробки,мм.
b- длина коробки, мм;
с – высота коробки,мм;
Полученное значение объема 1051 см3 характеризует внешние параметры упаковки.
Печать графического оформления на поверхности картона упаковки конфет «Диалог» осуществляется методом шелкографии. На дно упаковки наноситься текстовая информация. В обязательном порядке наносится масса нетто упаковки 250грамм, полный состав продукта, срок и условия хранения, юридический адрес предприятия-производителя.
На одной из лицевых сторон упаковки наноситься название конфет, логотип производителя.
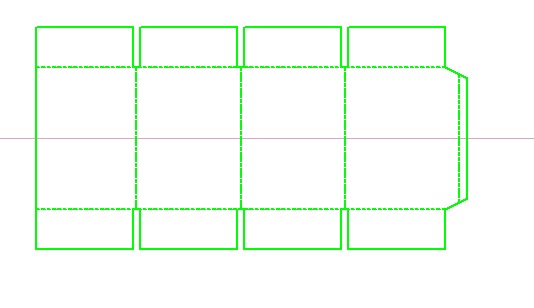
 Лицевой стороной является (1). Клапаны (5) загибаются внутрь и приклеиваются к боковым стенкам (4). Они же в свою очередь загибаются тоже внутрь и клапанами (6) приклеиваются к дну(3). Двойным дном является (2). Оно служит для того, чтобы скрыть склеенные швы.
Лицевой стороной является (1). Клапаны (5) загибаются внутрь и приклеиваются к боковым стенкам (4). Они же в свою очередь загибаются тоже внутрь и клапанами (6) приклеиваются к дну(3). Двойным дном является (2). Оно служит для того, чтобы скрыть склеенные швы.
Рисунок 1 – развертка потребительской тары
3.1.2 Разработка транспортной тары и ее описание
Транспортной тары для перевозки конфет «Диалог» служит картонная коробка из гофротары, которая обеспечивает сохранность продукта во время транспортировки.
С точки зрения транспортировки, картонная упаковка для конфет имеет следующее преимущество - картон компактен: короба доставляются покупателю в сложенном виде и собираются на месте.
Для упаковки коробок конфет подходит ящик со стыкующимися наружными клапанами (исполнение А по ГОСТ 9142-90).
Внутренние и наружные размеры ящиков устанавливают в нормативно-технической документации на конкретные виды ящиков с учетом массы, габари  тов, особенностей упаковываемой продукции, с учетом требований ГОСТ 21140.
тов, особенностей упаковываемой продукции, с учетом требований ГОСТ 21140.
Отношение длины и ширины ящика рекомендуется принимать не более 2,5:1. Отношение высоты к ширине - не более 2:1 и не менее 0,5:1.
Для упаковки конфет ассорти выбираем гофру среднего размера с трехслойным гофрокартоном марки Т, так как конфеты не относятся к категории легко бьющихся и хрупких товаров для транспортировки.
На транспортную тару наносится этикетка, содержащая следующую информацию:
1. наименование и тип упаковываемого продукта;
2. наименование предприятия-изготовителя;
3. дату фасовки.
 Конструкция ящика состоит из главных и вспомогательных элементов. К главным относят две боковые стороны (1) и две торцевые стороны (2). К вспомогательным относят продольные (3) и поперечные (4) клапаны дна, а также клапаны для формирования крышки коробки (5). На краю развертки расположен соединительный клапан (6), с помощью которого осуществляется сборка конструкции при помощи адгезива.
Конструкция ящика состоит из главных и вспомогательных элементов. К главным относят две боковые стороны (1) и две торцевые стороны (2). К вспомогательным относят продольные (3) и поперечные (4) клапаны дна, а также клапаны для формирования крышки коробки (5). На краю развертки расположен соединительный клапан (6), с помощью которого осуществляется сборка конструкции при помощи адгезива.













Рисунок 2 – развертка транспортной тары
3.2 Компоновка потребительской тары в транспортной коробке
Заполнение гофротары должно быть максимальным, чтобы как можно меньше оставалось свободного пространства.
Исходя из размеров потребительской тары и сопоставляя их с транспортной, можно вычислить количество упаковок, приходящиеся на ширину и длину гофротары по формуле:
Кдл =(А*В)/[ (а*b) + с + f],
где А- габаритная длина гофрокоробки, мм;
В- габаритная ширина коробки, мм;
а- длина потребительской тары, мм;
b- ширина потребительской тары, мм;
 с- величина зазора, необходимого для укладки, мм;
с- величина зазора, необходимого для укладки, мм;
f- суммарная толщина комплектующих деталей, мм
Кдл= (465*300)/[(145*145)+10+30]=6,6=6
Следовательно, коробки будут располагаться по 3 штуки в 2 ряда.
Количество единиц потребительской тары, приходящихся на высоту гофротары, определяют по формуле:
Квыс=С/с,
где С- общая высота гофротары,мм;
с- высота каждой единицы потребительской тары,мм.
Квыс=250/50=5
Общее количество коробок конфет в транспортной таре можно определить по формуле:
Кобщ=Кдл*Квыс;
Кобщ=5*6=30.
Исходя из полученных расчетных данных, можно выбрать следующую схему компоновки: коробки конфет располагаются в 2 ряда по 3 шт в каждом, и по 5 штук в высоту.
3.3 Критерии подборки оборудования
Для производства коробок можно использовать как автоматизированные линии, так и линии с применением небольшой доли ручного труда.
В основном для производства коробок для конфет используется оборудование, обеспечивающее изготовление пачки из кроя, предварительно склеенного по продольному шву. Это оборудование имеет часто непрерывный принцип действия, хотя и периодический принцип действия тоже встречается. В оборудовании непрерывного действия все операции по формированию коробки, фасованию продукта и т.д. проводятся "на ходу", без остановки транспортирующего органа, что резко снижает (в сравнении с оборудованием периодического действия) динамические нагрузки и обеспечивает возможности увеличения производительности.
Средней скоростью производства коробок оборудования считается 350-400 коробок/час.
Первой стадией является процесс подготовки картона, нанесение на него развертки. Далее следует шелкография на полуавтоматическом плоскопечатном трафаретном оборудовании серии Saturn Platinum. Затем следует заламинировать листы картона. Для данного случая используют рулонный ламинатор YDFM-920. Для следующей операции – штанцевание необходима машина YAVA MW 1300A. Удаление облоя производят вручную. Следующей стадией является фальцовка заготовки и склеивание коробки. Для этого используется фальцевально-склеечная машина BOBST Media 100-A-III. Предпоследним этапом является упаковка готовых коробок с конфетами в термоусадочную
пленку.для упаковывания используется машина BS 400.И завершающейся стадией является складывание готовых коробок в гофротару. Для данной операции подходит полуавтомат BTTY NB C-7.
 3.4 Схема производства картонных коробок для конфет ассорти
3.4 Схема производства картонных коробок для конфет ассорти


|

|

 |
 |
3.5 Технология производства картонных коробок для конфет
3.5.1 Подготовка картона
Для данного проекта выбираем стандартный лист размером 1235х720 мм. Развертка для данной коробки конфет ассорти состоит из 1 части и нужно как можно экономичней расположить ее на стандартном листе. При планировании размещения разверток на листе необходимо задаваться величиной допускаемого припуска на выполнение операций высечки. Схема размещения разверток на стандартном листе картона приведена на рисунке 4.
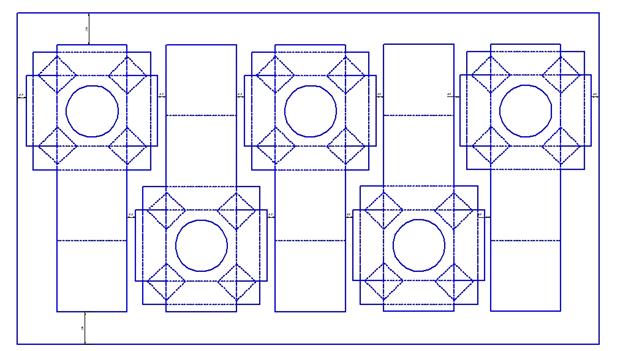
Рисунок 4 – размещение потребительской тары на листе картона
3.5.2 Шелкография
После подготовки картона лист помещается в машину для нанесения шелкографии. Это связано с тем, что коробка для конфет «Диалог» является подарочной упаковкой. В данном случае традиционные способы печати будут не так ярко выражены.
Преимущества шелкотрафаретной печати:
·  Наносится толстый красочный слой, за счет чего изображение имеет заметную рельефность, что увеличивает визуальную выразительность изображения.
Наносится толстый красочный слой, за счет чего изображение имеет заметную рельефность, что увеличивает визуальную выразительность изображения.
· Трафаретные краски, в отличие от офсетных, являются кроющими, что делает результат печати предсказуемым.
· долговечность запечатанных материалов;
· экономия при печатании маленьких и средних тиражей;
Недостатки шелкотрафаретной печати:
· Много ручного труда и, следовательно, низкая производительность.
· Дорогие расходные материалами и их большой расход.
Печать развертки конфет «Диалог» проводится с использованием трех цветов. Для совершения такой печати потребуется полуавтоматическое плоскопечатное трафаретное оборудование серии Saturn Platinum.
3.5.3 Ламинирование
Процесс ламинирования картона (ламинации) – это технологический
процесс, при котором производится припрессовка к поверхности бумаги или картона тонкой полимерной пленки или фольги с целью защиты и повышения гладкости, придания печатному оттиску глянца или матовости. Ламинирование позволяет существенно улучшить свойства упаковки из картона, а также увеличивает ее долговечность. Ламинированируют полипропиленовой пленкой (т.к. она относительно дешевая) Ламинация позволяет дольше сохранять привлекательный внешний вид полиграфической продукции и надежно защищать ее от загрязнения и механических повреждений. Ламинирование производится на специальных устройствах – ламинаторах. Для данного случая используют рулонный ламинатор YDFM-920.
3.5.4 Штанцевание
Штанцевание — отделочный процесс, придающий изделиям фигурную форму путём высечки. Штанцевание включает в себя высечку, перфорирование, рицовку, бигование, тиснение и их комбинации.
Штамп изготавливается путем установки режущих ножей и биговальных линеек в предварительно прорезанные каналы прочной деревянной рамы, которые аккуратно вырезаются лазером в соответствии с конструкцией картонной коробки. Вырубку осуществляют ножами с острыми кромками, прорезающими картон вертикально. Биговка выполняется с помощью биговальных линеек с округлыми кромками, формирующих канавки путем вдавливания поверхности картона в канавку контрштампа. Ножи длиннее биговальных линеек, так как они должны прорезать картон насквозь. Вырубка и биговка осуществляется на штанцевальной машине YAVA MW 1300 A.
3.5.5 Вырубка и биговка
Вырубку (высечку штампом) можно отнести к одному из важнейших  методов обработки печатной продукции, огромное количество изделий обрабатывается именно этим методом. Это процесс, при котором продукция разрезается по определенному шаблону. Вырубка производиться с помощью высекального инструмента (штампа).
методов обработки печатной продукции, огромное количество изделий обрабатывается именно этим методом. Это процесс, при котором продукция разрезается по определенному шаблону. Вырубка производиться с помощью высекального инструмента (штампа).
Биговка это предварительное нанесение на материал линий сгибов с помощью тупых ножей в биговальной машине, которая вдавливает и уплотняет материал, облегчающая последующее его сгибание. При этом линии биговки защищают место сгиба от растрескивания бумаги, и красочного слоя, придавая печатной продукции более аккуратный вид.
Толщина линии биговки рассчитывается по формуле:
Тбиг=1,5 *Ткарт+А,
где Ткарт – толщина картона,мм;
А – ширина биговальной линейки,мм.
Тбиг=1,5*0,50+1,2=1,95 мм
Процесс вырубки и биговки состоит из нескольких стадий. На первой стадии нижняя плита с листом движется вверх к верхней плите с закрепленным на ней плоским штампом. Далее происходит вырубка и биговка. На ней нижняя плита находится в верхнем положении, и сжимаемый материал полностью
сжимается и надежно удерживается. Когда плита закрывается, штамп прорезает картон ножами, слегка касаясь ножами стальной опоры плиты. Далее нижняя плита движется вниз вместе с вырубленными и биговальным листом. При снятии давления сжимаемый материал отталкивае высеченную форму и обрезки от поверхности плоского штампа. Затем полученные заготовки снимаются захватами, после чего на нижнюю плиту осуществляется подача следующего листа с отпечатанными формами, и цикл повторяется.
Вырубка и биговка осуществляется на штанцевальной машине YAVA MW 1300 A.
3.5.6 Удаление облоя
После процессов вырубки и биговки и получения готовой заготовки происходит удаление облоя, т.е. ненужных остатков от картонно листа. Эта операция может осуществляться вручную и в автоматическом режиме. При последнем позволяется удалять 90-100 % облоя. Повышается производительность при высечке и сокращает число обслуживающего персонала.
3.5.7 Фальцовка заготовки и склеивание коробки
Фальцовка - процесс сгибание листов определенного объема и формата.
Склеивание — одна из технологий сборки и закрывания картонных коробок с помощью адгезивов (зачастую называемых просто «клеями»). Для склеивания складных картонных коробок применяют несколько разных видов адгезивов в зависимости от типа соединяемых поверхностей и зависимости «давление-время» в клеящей системе. Склеивание коробки также осуществляет процесс герметизации боковых швов, клапанов, дна коробки (замкового типа).
 Выбор адгезива зависит от:
Выбор адгезива зависит от:
- тип склеиваемых поверхностей;
- время для активности адгезива;
- тип упаковываемого продукта;
- тип среды упаковывания.
Для склеивания картонной коробки конфет «Французский поцелуй» будем использовать поливинилацетатный (ПВА) клей, наносимый с помощью валика. Происходит склейка упаковки следующим образом - заготовки подаются ременным самонакладом за нижний лист, а затем коробка проклеивается и складывается. Главным параметром здесь является количество точек самой склейки. Для склейки упаковки из картона используется фальцевально-склеечная машина BOBST Media 100-A-III. Машина оснащена тремя точками склейки применяемыми для складывания сложных коробок.
3.5.8 Укладывание готовой продукции в потребительскую тару
Готовые картонные коробки поступают по транспортеру в секцию для укладки конфет. Продукция автоматически укладывается в короб в навал. На
заполненный короб наклеивается ориентированная ПП пленка, равная диаметру, чуть больше отверстия, для готовой продукции. И коробка подается на упаковывание в термоусадочную пленку.
3.5.9 Упаковка готовых коробок с конфетами в термоусадочную пленку
Шоколадные конфеты выдаются из производственной линии и попадают на ориентатор, который осуществляет их упорядочивание и поштучную подачу на упаковочную машину. Пленка сокращается под воздействием высокой температуры и при этом плотно обтягивает упакованные в неё изделия, точно повторяя их формы и конфигурацию. Готовую продукцию можно складывать в картонные коробки для хранения. для упаковывания используется машина BS 400.
3.5.10 Укладывание готовых коробок в гофротару
Когда коробки полностью готовы, то на линии происходит их укладка в готовые гофрокоробки. Процесс состоит из 2х частей:
1) складирование коробок в гофротару;
2) запечатывание гофротары вручную, наклейка этикетки и отправка на склад.
Этот процесс может быть как ручным так и автоматизированным. Широкое распространение получили полуавтоматизированные упаковочные автоматы. Для данной операции подходит полуавтомат BTTY NB C-7. Плоские заготовки гофротары по конвеерной ленте поступают в упаковочную машину для укладки по определенно заданной схеме. После происходит формование и склеивание нижних и боковых стенок короба короба. Далее готовая коробка подвигается по роликовому транспортеру для заполнения продуктом и после
 попадает в автоматически склеивающую машину для окончательного закрывания.
попадает в автоматически склеивающую машину для окончательного закрывания.
После готовый ящик снимается с транспортера и отвозится на склад готовой продукции, откуда развозится по местам реализации.
3.6 Размещение готовых коробок на поддоне
После того как гофрокоробки заполнили их размещают на поддонах стандартных размеров. По ГОСТ 2140-88 выбираем поддон размером 1200х1000. Схема расположения коробок на поддоне представлена на рисунке. При такой схеме размещения используется 93 % площади поддона.
 |
№95
1200х1000 (поддон)
465х300 мм
Рисунок 5 – размещение гофрокоробон на поддон
3.7 Маршрут технологического процесса изготовления потребительской тары из картона
ОПЕРАЦИЯ № 0 – ЗАГОТОВИТЕЛЬНАЯ;
ОПЕРАЦИЯ № 5 – ПЕЧАТНАЯ;
ОПЕРАЦИЯ № 10 – ОТДЕЛОЧНАЯ;
ОПЕРАЦИЯ № 15 – ВЫСЕЧНАЯ (контура развертки);
ОПЕРАЦИЯ № 20 – БИГОВОЧНАЯ (линий сгиба);
ОПЕРАЦИЯ № 30 – НАДРЕЗНАЯ (надрезка картона по линиям сгиба основных и вспомогательных элементов коробки);
ОПЕРАЦИЯ № 35 – РИЦОВОЧНАЯ;
ОПЕРАЦИЯ № 45 – ОТДЕЛЕНИЕ ОБЛОЯ;
ОПЕРАЦИЯ № 50 – ФАЛЬЦОВОЧНАЯ,ОТДЕЛЕНИЕ ЗАГОТОВОК
КОРОБОК (раскроя);
ОПЕРАЦИЯ № 55 – СКЛЕИВАНИЕ (продольных швов);
ОПЕРАЦИЯ № 60 – СТАПЕЛИРОВАНИЕ (заготовок складных коробок);
ОПЕРАЦИЯ № 65 – УПАКОВОЧНАЯ (заготовок складных коробок).
 3.8 Технологическое оборудование для реализации технологического процесса изготовления складных коробок
3.8 Технологическое оборудование для реализации технологического процесса изготовления складных коробок
ОПЕРАЦИЯ № 0 – ЗАГОТОВИТЕЛЬНАЯ – разметочный стол;
ОПЕРАЦИЯ № 5 – ПЕЧАТНАЯ – машина печатная модели Saturn Platinum;
ОПЕРАЦИЯ № 10 – ОТДЕЛОЧНАЯ – машина для отделки внешней запечатанной поверхности;
ОПЕРАЦИЯ № 15 – ВЫСЕЧНАЯ - машина YAWAMW 1300 A II;
ОПЕРАЦИЯ № 20 – БИГОВОЧНАЯ – см. оборудование операции № 15;
ОПЕРАЦИЯ № 30 – НАДРЕЗНАЯ – см. оборудование операции №15;
ОПЕРАЦИЯ № 35 – РИЦОВОЧНАЯ - см. оборудование операции №15;
 ОПЕРАЦИЯ № 45 – ОТДЕЛЕНИЕ ОБЛОЯ - см. оборудование операции №15;
ОПЕРАЦИЯ № 45 – ОТДЕЛЕНИЕ ОБЛОЯ - см. оборудование операции №15;
ОПЕРАЦИЯ № 50 – ФАЛЬЦОВОЧНАЯ,ОТДЕЛЕНИЕ ЗАГОТОВОК КОРОБОК (раскроя) – машина BOBST Media 100-A-III;
ОПЕРАЦИЯ № 55 – СКЛЕИВАНИЕ (продольных швов) – см. оборудование операции № 50;
ОПЕРАЦИЯ № 60 – СТАПЕЛИРОВАНИЕ – машина BTTY NBC - 7;
ОПЕРАЦИЯ № 65 – УПАКОВОЧНАЯ – упаковочная машина BS 400.
3.9 Хранение картонных коробок и заготовок
При высокой влажности окружающей среды картон поглощает влагу, а при низкой ее теряет. Изменения влажности картона обычно сопровождаются изменением его формы (нарушением плоскостности), в связи с чем на всех этапах, где картон может подвергаться воздействию изменений относительной влажности, следует принимать меры предосторожности. Изготовитель коробок должен обеспечить защиту заготовок от влаги при хранении и транспортировке, а фасовочные и упаковочные предприятия (потребители заготовок) должны исключить их распаковку до тех пор, пока температура заготовок не выравняется с температурой упаковочной зоны.
 Заключение
Заключение
В результате проделанной работы можно сказать, что ее цель - конструирования упаковки из картона– является достигнутой. Поставленные задачи также решены, поскольку изучена упаковка, ее основные функции, рассмотрены требования к упаковке.
В данном курсовом проекте спроектирована индивидуальная тара для упаковки конфет ассорти «Диалог» массой 250 г с различными начинками. Рассмотрены все этапы проектирования упаковки из расчета наибольшей экономичности.
Выбранные упаковочные материалы отвечают всем требованиям,
предъявляемым упакованным продуктом, форма сконструирована таким образом, что среднестатестический человек с легкостью может держать ее в руках. Также была подобрана транспортная тара для перевозки данного продукта, и соответственно подобраны поддоны для перевозки гофротары.
Оборудование для производства тары выбрано таким образом, чтобы вместе составленное в одну производственную линию оно обеспечивало высокую производительность при как можно большей минимизации экономических затрат.
 Список литературы
Список литературы
1. Черданцева, А. А. Выполнение курсового проекта по дисциплине «Технология упаковочного производства» [Текст]: методич. Указания для студентов/ А.А. Черданцева.- Кемерово.: КемТИПП, 2008.-55 с.-75 экз.-[б.н.].
2. ГОСТ 9142-90. Ящики из гофрированного картона. Общие технические требования [Текст]:.- Введ. 1992 – 01 – 01. М.: Изд-во стандартов, 2004.- VI, 25 с.: ил.; 29 см.
3. ГОСТ 21140-88. Система размеров [Текст]:.- Введ. 1989 – 01 – 01. М.: Изд-во стандартов, 1988.- VI, 27 с.: ил.; 29 см.
4. Режим доступа: https:// kartonnaya-upakovka.html
5. Режим доступа: https://www.yawa.ru/catalog/.
6. Режим доступа: https://www.virubi.ru/virubka
7. Режим доступа: https://www.zavodprogress.ru/catalog/detail.html?id=49635
8. Режим доступа: https:// ГОСТ 4570-93 - Конфеты. Общие технические условия - Нормативные документы.mht
9. Режим доступа: https://upack-liner.ru/skleyka_upakovka.html
10. Режим доступа: https:// Картон Пак - Конструкции гофроящиков по FEFCO.htm
11. Режим доступа: https:// Штанцевание – высечка в современном обличье.mht
12. Режим доступа: https://www.perevozimdomami.ru/packing/carton/
13. Режим доступа: https:// office@lenpoligraf.ru
14. Режим доступа: https://www.korkunov.ru/82.htm
15. Режим доступа: https:// izgotovleniekonfet.php.htm
16. Режим доступа: https:// new950.html
Содержание:
Введение
1 Маркетинговое исследование
 2 Техническое задание.
2 Техническое задание.
2.1 Цель разработки
2.2 Наименование и характеристика упаковываемого продукта
2.3 Технические требования
2.3.1 Сведения об упаковываемом продукте
2.3.2 Требования к упаковочному материалу
2.3.4 Требования к логотипу упаковки
2.3.5 Требования к форме продукта
2.3.6 Экономические требования
2.3.7 Требования к конструкции и эксплуатации упаковки
3 Стадии и этапы проектирования картонной упаковки
3.1 Конструкции складных коробок и их описание
3.1.1 Разработка потребительской тары и ее описание
3.1.2 Разработка транспортной тары и ее описание
3.4 Компоновка потребительской тары в транспортной коробке
3.5 Критерии подборки оборудования
4 Схема производства картонных коробок для конфет ассорти
3.7 Технология производства картонных коробок для конфет
3.5.1 Подготовка картона
3.5.2 Шелкография
3.5.3 Ламинирование
3.5.4 Штанцевание
3.5.5 Вырубка и биговка
3.5.6 Удаление облоя
.5.7 Фальцовка заготовки и склеивание коробки
3.5.8 Укладывание готовой продукции в потребительскую тару
3.5.9 Упаковка готовых коробок с конфетами в термоусадочную пленку
3.5.10 Укладывание готовых коробок в гофротару
3.8 Размещение готовых коробок на поддоне
3.7 Маршрут технологического процесса изготовления потребительской тары из картона
3.8 Технологическое оборудование для реализации технологического процесса изготовления складных коробок
3.9 Хранение картонных коробок и заготовок
Заключение
Список литературы
 Федеральное агентство по образованию
Федеральное агентство по образованию
Кемеровский технологический институт пищевой промышленности
Кафедра ТМ и УТ
КУРСОВОЙ ПРОЕКТ
По дисциплине «Технология упаковочного производства»
«Проектирование и изготовление картонной тары для упаковки шоколадных конфет «Диалог» массой 250г»
Выполнил ст.гр. ТД-81
Злобина А.Ю.
Принял ст.преподаватель
Петушкова Е.Е.
Кемерово 2011