Основы расчета стальных конструкций по методу предельных состояний. Нормативные и расчетные нагрузки на строительные конструкции. Нормативные и расчетные сопротивления стали. Классификация стали. Разделение стальных конструкции на группы. Сортамент.
Группы стальных конструкций.
| Сталь | ГОСТ или ТУ | Категория стали для климатического района строительства (расчетная температура, °С | ||
| II4(–30> t ³–40) II5 и др.(t ³–30) | I2, II2 и II3 (–40> t ³–50) | I1 (–50> t ³–65) | ||
| Группа 1. Сварные конструкции либо их элементы, работающие в особо тяжелых условиях или подвергающиеся непосредственному воздействию динамических, вибрационных или подвижных нагрузок [подкрановые балки; балки рабочих площадок; элементы конструкций бункерных и разгрузочных эстакад, непосредственно воспринимающих нагрузку от подвижных составов; фасонки ферм; пролетные строения транспортных галерей; сварные специальные опоры больших переходов линий электропередачи (ВЛ) высотой более 60 м;;элементы оттяжек мачт и оттяжечных узлов; балки под краны гидротехнических сооружений и т. п.]. | ||||
| C255 C285 C345 C375 C390 C390К С440 | ГОСТ 27772–88 | + + + + + | – – + + +б) | – – 4а) 4а) +б) +б) +в) |
| Группа 2. Сварные конструкции либо их элементы, работающие при статической нагрузке [фермы; ригели рам; балки перекрытий и покрытий; косоуры лестниц; опоры ВЛ, за исключением сварных опор больших переходов; опоры ошиновки открытых распределительных устройств подстанций (ОРУ); опоры под выключатели ОРУ; опоры транспортерных галерей; элементы контактной сети транспорта (штанги, анкерные оттяжки, хомуты); прожекторные мачты; элементы комбинированных опор антенных сооружений; трубопроводы ГЭС и насосных станций; облицовки водоводов; закладные части затворов и другие растянутые, растянуто-изгибаемые и изгибаемые элементы], а также конструкции и их элементы группы 1 при отсутствии сварных соединений и балки подвесных путей из двутавров по ГОСТ 19425–74* и ТУ 14-2-427–80 при наличии сварных монтажных соединений. | ||||
| С245 | +г) | – | – | |
| С255 | + | – | – | |
| С275 | +г) | – | – | |
| С285 | ГОСТ 27772–88 | + | – | – |
| С345 | 4а,д) | |||
| ВСт3кп толщиной до 4 мм | ГОСТ 10705–80* группа В, табл. 1 | 2е) | 2е) | – |
| Группа 3. Сварные конструкции либо их элементы, работающие при статической нагрузке [колонны; стойки; опорные плиты; элементы настила перекрытий; конструкции, поддерживающие технологическое оборудование; вертикальные связи по колоннам с напряжением в связях свыше 0,4 Ry; анкерные, несущие и фиксирующие конструкции (опоры, ригели жестких поперечин, фиксаторы) контактной сети транспорта; опоры под оборудование ОРУ, кроме опор под выключатели; элементы стволов и башен антенных сооружений; колонны бетоновозных эстакад, прогоны покрытий и другие сжатые и сжато-изгибаемые элементы], а также конструкции и их элементы группы 2 при отсутствии сварных соединений. | ||||
| С235 | +в,и) | – | – | |
| С245 | + | – | – | |
| С255 | + | +ж) | – | |
| С275 | + | – | – | |
| С285 | + | +ж) | – | |
| С345 | 2 или 3 | |||
| ВСт3кп толщиной до 4 мм | ГОСТ 10705–80*, группа В, табл. 1 | 2е) | 2е) | – |
| ВСт3кп толщиной 4,5-10 мм | То же | 2е) | – | – |
| Группа 4. Вспомогательные конструкции зданий и сооружений (связи, кроме указанных в группе 3; элементы фахверка; лестницы; трапы; площадки; ограждения; металлоконструкции кабельных каналов; второстепенные элементы сооружений и т. п.), а также конструкции и их элементы группы 3 при отсутствии сварных соединений. | ||||
| С235 | + | – | – | |
| С245 | – | + | + | |
| С255 | ГОСТ 27772–88 | – | + | + |
| С275 | – | + | + | |
| С285 | – | + | + | |
| ВСт3кп толщиной до 4 мм | ГОСТ 10705–80*, группа В, табл. 1 | 2е) | 2е) | 2е) |
| Обозначения, принятые в табл. 50*: а) фасонный прокат толщиной до 11 мм, а при согласовании с изготовителем – до 20 мм; листовой – всех толщин; б) требование по ограничению углеродного эквивалента по ГОСТ 27772–88 для толщин свыше 20 мм; в) требование по ограничению углеродного эквивалента по ГОСТ 27772–88 для всех толщин; г) для района II4, для неотапливаемых зданий и конструкций, эксплуатируемых при температуре наружного воздуха, применять прокат толщиной не более 10 мм; д) при толщине проката не более 11 мм допускается применять сталь категории 3; е) кроме опор ВЛ, ОРУ и КС; ж) прокат толщиной до 10 мм и с учетом требований разд. 10; и) кроме района II4 для неотапливаемых зданий и конструкций, эксплуатируемых при температуре наружного воздуха. Знак "+" означает, что данную сталь следует применять; знак "–" означает, что данную сталь в указанном климатическом районе применять не следует. Примечания: 1. Требования настоящей таблицы не распространяются на стальные конструкции специальных сооружений: магистральные и технологические трубопроводы, резервуары специального назначения, кожухи доменных печей и воздухонагревателей и т. п. Стали для этих конструкций устанавливаются соответствующими СНиП или другими нормативными документами. 2. Требования настоящей таблицы распространяются на листовой прокат толщиной от 2 мм и фасонный прокат толщиной от 4 мм по ГОСТ 27772–88, сортовой прокат (круг, квадрат, полоса) по ТУ 14-1-3023–80, ГОСТ 380–71** (с 1990 г. ГОСТ 535–88) и ГОСТ 19281–73*. Указанные категории стали относятся к прокату толщиной не менее 5 мм. При толщине менее 5 мм приведенные в таблице стали применяются без требований по ударной вязкости. Для конструкций все групп, кроме группы 1 и опор ВЛ и ОРУ, во всех климатических районах, кроме I1, допускается применять прокат толщиной менее 5 мм из стали С235 по ГОСТ 27772–88. 3. Климатические районы строительства устанавливаются в соответствии с ГОСТ 16350–80 "Климат СССР. Районирование и статистические параметры климатических факторов для технических целей". Указанные в головке таблицы в скобках расчетные температуры соответствуют температуре наружного воздуха соответствующего района, за которую принимается средняя температура наиболее холодной пятидневки согласно указаниям СНиП по строительной климатологии и геофизике. 4. К конструкциям, подвергающимся непосредственному воздействию динамических, вибрационных или подвижных нагрузок, относятся конструкции либо их элементы, подлежащие расчету на выносливость или рассчитываемые с учетом коэффициентов динамичности. 5. При соответствующем технико-экономическом обосновании стали С345, С375, С440, С590, С590К, 16Г2АФ могут заказываться как стали повышенной коррозионной стойкости (с медью) – С345Д, С375Д, С440Д, С590Д, С590КД, 16Г2АФД. 6. Применение термоупрочненного с прокатного нагрева фасонного проката из стали С345Т и С375Т, поставляемого по ГОСТ 27772–88 как сталь С345 и С375, не допускается в конструкциях, которые при изготовлении подвергаются металлизации или пластическим деформациям при температуре выше 700°С. 7. Бесшовные горячедеформированные трубы по ГОСТ 8731–87 допускается применять только для элементов специальных опор больших переходов линий электропередачи высотой более 60 м, для антенных сооружений связи и других специальных сооружений, при этом следует применять марки стали: во всех климатических районах, кроме I1, I2, II2 и II3, марку 20 по ГОСТ 8731–87, но с дополнительным требованием по ударной вязкости при температуре минус 20°С не менее 30 Дж/см2 (3кгс×м/см2); в климатических районах I2, II2 и II3 – марку 09Г2С по ГОСТ 8731–87, но с дополнительным требованием по ударной вязкости при температуре минус 40°С не менее 40 Дж/см2 (4 кгс×м/см2) при толщине стенки до 9 мм и 35 Дж/см2 (3,5 кгс×м/см2) при толщине стенки 10 мм и более. Не допускается применять бесшовные горячедеформированные трубы, изготовленные из слитков, имеющих маркировку с литером "Л", не прошедшие контроль неразрушающими методами. 8. К сортовому прокату (круг, квадрат, полоса) по ТУ 14-1-3023–80, ГОСТ 380–71* (с 1990 г. ГОСТ 535–88) и ГОСТ 19281–73* предъявляются такие же требования, как к фасонному прокату такой же толщины по ГОСТ 27772–88. Соответствие марок сталей по ТУ 14-1-3023–80, ГОСТ 380–71*, ГОСТ 19281–73* и ГОСТ 19282–73* сталям по ГОСТ 27772–88 следует определять по табл. 51,б. |
Виды сварных соединений. Классификация сварных швов. Расчет и конструирование сварных соединений со стыковыми и угловыми швами.
Сварным соединением называют участок конструкции, в котором отдельные ее элементы соединены с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями в результате термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла.
Сварной шов представляет собой закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии.
По форме сопряжения элементов можно выделить следующие типы сварных соединений:
| Вид соединения | Определение | Рисунок |
| 1. Стыковое | Составляющие элементы расположены в одной плоскости или на одной поверхности | 
|
| 2. Нахлесточное | Cвариваемые элементы расположены параллельно и перекрывают друг друга | 
|
| 3. Тавровое | Сварное соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент | 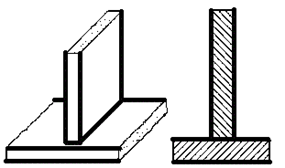
|
| 4. Угловое | Сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев | 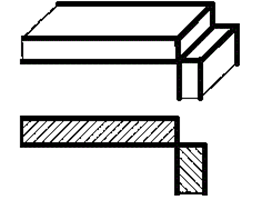
|
Сварные швы подразделяют по форме поперечного сечения на стыковые и угловые. Разновидностью этих типов являются швы пробочные и прорезные, выполняемые в нахлесточных соединениях. По форме в продольном направлении различают швы непрерывные и прерывистые.
С помощью стыковых швов образуют в основном стыковые соединения, с помощью угловых швов — тавровые, крестовые, угловые и нахлесточные соединения, с помощью пробочных и прорезных швов могут быть образованы нахлесточные и иногда тавровые соединения.
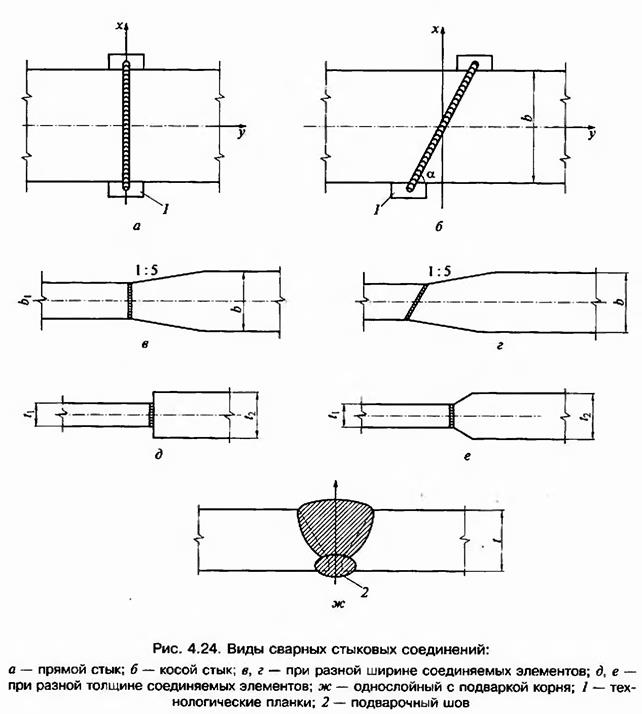
 Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок соединяемых деталей в поперечном сечении. По этому признаку различают следующие основные типы стыковых швов: с отбортовкой кромок (рис. 1, а); без разделки кромок — односторонние и двусторонние (рис. 1, б); с разделкой одной кромки — односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рис. в); с односторонней разделкой двух кромок; с V-образной разделкой (hис. 1,г); с двусторонней разделкой двух кромок; Х-образной разделкой (рис. 1, д). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, рис. 1, е).
Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок соединяемых деталей в поперечном сечении. По этому признаку различают следующие основные типы стыковых швов: с отбортовкой кромок (рис. 1, а); без разделки кромок — односторонние и двусторонние (рис. 1, б); с разделкой одной кромки — односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рис. в); с односторонней разделкой двух кромок; с V-образной разделкой (hис. 1,г); с двусторонней разделкой двух кромок; Х-образной разделкой (рис. 1, д). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, рис. 1, е).
Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине.

 По форме поперечного сечения швы могут быть без разделки кромок (см. рис. 2, а), с односторонней разделкой кромки (см. рис. 2, 6). с двусторонней разделкой кромок (см. рис. 2, в). По протяженности угловые швы могут быть непрерывными и прерывистыми, с шахматным и цепным расположением отрезков шва. Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности — точечными швами.
По форме поперечного сечения швы могут быть без разделки кромок (см. рис. 2, а), с односторонней разделкой кромки (см. рис. 2, 6). с двусторонней разделкой кромок (см. рис. 2, в). По протяженности угловые швы могут быть непрерывными и прерывистыми, с шахматным и цепным расположением отрезков шва. Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности — точечными швами.
Конструирование стыковых соединений:
 Соединение встык наиболее рационально применять для соединения листов. Однако не исключена возможность его применения и при стыковании двутавровых балок, швеллеров и уголков.
Соединение встык наиболее рационально применять для соединения листов. Однако не исключена возможность его применения и при стыковании двутавровых балок, швеллеров и уголков.
При конструировании соединений встык необходимо заботиться как о возможности хорошего провара стыка, так и о создании условий, обеспечивающих свободу сварочных деформаций («усадки»), которые развиваются в процессе остывания сварных швов.
Опыт показал, что для этого необходимо: во-первых, в листах толще 10 мм производить одностороннюю или двустороннюю обработку кромок, позволяющую глубже вводить электрод и тем самым обеспечить провар; во-вторых, оставлять между стыкуемыми элементами зазор.
Зазор в процессе сварки исчезает совсем, что указывает на значительную поперечную усадку. Отсутствие зазора ведет к короблению листов и большим сварочным деформациям. При сварке закрепленных листов, не имеющих свободы перемещения, в шве после остывания возникают большие растягивающие напряжения, которые могут привести к образованию трещин и разрушению. Существенное значение имеет обеспечение в стыках постоянства зазора.
При автоматической сварке вследствие большой силы тока и глубокого провара кромки можно обрабатывать на значительно меньшую глубину, а иногда и вовсе не обрабатывать, что уменьшает объем наплавленного металла.
При толщине металла до 14 — 16 мм автоматическая сварка ведется односторонне и в один проход, без разделки кромок, но с зазором. При толщине больше 16 мм делают скос кромок под углом около 40 — 60°. Этот скос нужен не для провара, как при ручной сварке, а для размещения наплавленного металла; провар же от разделки почти не зависит.
Автоматическая сварка двусторонними швами, применяемая при толщине более 20 мм, дает швы отличного качества. Для ведения двусторонней сварки применяется Х-образная разделка с величиной притупления около 1/3 толщины свариваемых элементов.
С помощью угловых швов выполняются различные виды соединений: тавровые, в угол, нахлесточные. Соединения внахлестку выполняются угловыми швами; они могут быть как фланговыми, так и лобовыми.
 Фланговые швы, расположенные по кромкам прикрепляемого элемента параллельно действующему усилию, вызывают большую неравномерность распределения напряжений по ширине соединения. Неравномерно работают они и по длине, так как помимо непосредственной передачи усилия с элемента на элемент концы шва испытывают дополнительные усилия вследствие разной напряженности и неодинаковых деформаций соединяемых элементов (рис. 4.25, а).
Фланговые швы, расположенные по кромкам прикрепляемого элемента параллельно действующему усилию, вызывают большую неравномерность распределения напряжений по ширине соединения. Неравномерно работают они и по длине, так как помимо непосредственной передачи усилия с элемента на элемент концы шва испытывают дополнительные усилия вследствие разной напряженности и неодинаковых деформаций соединяемых элементов (рис. 4.25, а).
В соответствии с характером передачи усилий фланговые швы работают одновременно на срез и изгиб. Разрушение шва обычно начинается с конца и может происходить как по металлу шва, так и по металлу границы сплавления, особенно если наплавленный металл прочнее основного.
 Лобовые швы передают усилия достаточно равномерно по ширине элемента, но крайне неравномерно по толщине шва вследствие резкого искривления силового потока при переходе усилия с одного элемента на другой (рис. 4.26), Особенно велики напряжения в корне шва. Уменьшение концентрации напряжений в соединении может быть достигнуто плавным примыканием привариваемой детали, механической обработкой (сглаживанием) поверхности шва и конца, увеличением пологости шва, применением вогнутого шва и увеличением глубины проплавления. Эти приемы уменьшения концентрации напряжений в соединении особенно желательно применять в конструкциях, работающих на переменные нагрузки и при низкой температуре.
Лобовые швы передают усилия достаточно равномерно по ширине элемента, но крайне неравномерно по толщине шва вследствие резкого искривления силового потока при переходе усилия с одного элемента на другой (рис. 4.26), Особенно велики напряжения в корне шва. Уменьшение концентрации напряжений в соединении может быть достигнуто плавным примыканием привариваемой детали, механической обработкой (сглаживанием) поверхности шва и конца, увеличением пологости шва, применением вогнутого шва и увеличением глубины проплавления. Эти приемы уменьшения концентрации напряжений в соединении особенно желательно применять в конструкциях, работающих на переменные нагрузки и при низкой температуре.
Разрушение происходит по одному из двух сечений: по металлу шва или по металлу границы сплавления.
Расчет на центральное сжатие и растяжение в стыковых соединениях следует производить по формуле: 
где N — максимальная растягивающая или сжимающая нагрузка, действующая на соединение;
t — наименьшая толщина соединяемых элементов;
lw — расчетная длина сварного шва, равная полной длине сварного шва, уменьшенной на 2t, или полной его длине в случае вывода концов сварки за пределы стыка (технологические планки);
Rwy — расчетное сопротивление стыковых сварных соединений сжатию, растяжению и изгибу по пределу текучести, для растянутых элементов, которые рассчитываются не по пределу текучести, а по пределу прочности вместо Rwy можно использовать Rwu/γu;
γс — коэффициент условий работы.

