ОП.03 Слесарное дело группа № 14
ЗАДАНИЕ: Написать конспект,выделить основные определения. Ответить на вопросы.
Результаты (ответы) в виде файлов в форматеWord и скриншота направлять преподавателю на эл.почту khorunzhina@mail.ua или отправить сообщение на страничку Вконтакте https://vk.com/club194181059
Тема занятия 2.1.17 «Нормальные и предельные калибры»
Цель занятия: Изучить, ознакомиться с видами нормальных и предельных калибров,калибр-шаблон,щупы,калибры-скобы,калибры-пробки»
Теоретический материал для самостоятельного изучения.
Калибры. Нормальные и предельные калибры. Рабочие и приемные калибры.
Калибрами называются бесшкальные измерительные инструменты, предназначенные для проверки размеров, формы и взаимного расположения поверхностей деталей. Калибры относятся к одномерным инструментам, так как измерительные части калибров в процессе измерения не меняются.
Калибры подразделяются на две группы: нормальные и предельные.
Нормальные калибры изготовляются по номинальному размеру проверяемой детали и имеют измерительную часть, равную среднедопускаемому размеру измеряемой детали. Нормальный калибр должен входить в деталь с большей или меньшей плотностью.
Предельные калибры имеют размеры номинально равные предельным размерам измеряемой детали. Одна из сторон калибра соответствует наибольшему, а другая - наименьшему заданному предельному размеру. При измерении предельными калибрами проходная сторона должна входить в отверстие или надеваться на вал, а вторая сторона - непроходная - не должна входить в отверстие или надеваться на вал. Непроходная сторона калибра отличается от проходной стороны кольцевой выточкой на ручке или же меньшей длиной измерительной части. Непроходная сторона калибра делается укороченной, потому что она обычно не входит в проверяемое отверстие. С помощью предельных калибров определяют, вышли или не вышли действительные размеры деталей за установленные пределы.
|
|
В зависимости от проверяемых элементов деталей калибры подразделяются следующим образом:
1) для проверки отверстий;
2) для проверки валов;
3) для проверки резьб;
4) для проверки конусных отверстий и др.
По назначению калибры делятся на рабочие и приемные.
Рабочими калибрами пользуются при изготовлении изделий. Их применяют для проверки деталей на рабочем месте.
Калибры приемные предназначены для контролеров, которые с помощью их проверяют детали на контрольных местах или в отделах технического контроля (ОТК).
В соответствии с ОСТ 1201, 1219 и 1220 калибры имеют следующие обозначения:
Р-ПР (или ПР) - проходная сторона рабочего калибра;
Р-НЕ (или НЕ) - непроходная сторона рабочего калибра;
П-ПР - проходная сторона приемного калибра;
П-НЕ - непроходная сторона приемного калибра.
На калибры наносится следующая маркировка:
а) номинальный размер изделия, для которого предназначен калибр;
б) предельные отклонения изделия (посадка, класс точности);
в) назначение калибра (ПР - проходная и НЕ - непреходная сторона);
г) товарный знак завода-изготовителя.
На односторонних двухпредельных калибрах обозначения ПР и НЕ не ставятся.
Конструкций калибров для контроля цилиндрических поверхностей (вал и отверстие) очень много и самые разнообразные.
|
|
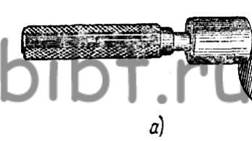
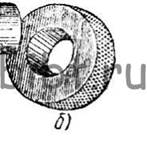

Рис. 58. Нормальные калибры:
а - калибр-пробка, б - кольцо, в - скоба
На рис. 58 показаны нормальные калибры: кольцо, пробка и скоба.
Кольцом и скобой проверяют диаметр вала, а пробкой - диаметр отверстия. Для измерения валов пользуются главным образом скобами.
Кольца позволяют более точно проверить вал, так как они охватывают всю его поверхность. Однако изготовление колец дорого, и поэтому их применение ограничено. Кроме того, кольцами нельзя измерять шейки в середине валов, а также валы, закрепленные в центрах. Из скоб наиболее распространены предельные односторонние скобы (рис. 59).
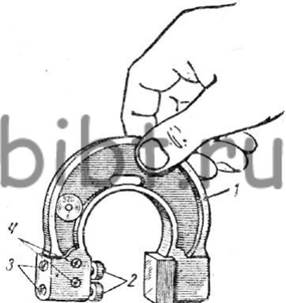
Рис. 59. Предельный калибр-скоба
Наиболее удобны и широко применяются регулируемые скобы. Они изготовляются с одной неподвижной губкой и двумя вставками (ПР - проходной и НЕ - непроходной). Вставки устанавливаются на определенный размер в пределах регулирования от 3 до 8 мм. В корпусе 1 этой скобы имеются два гнезда, в которые помещаются измерительные вставки 2, закрепляемые винтами 3. При установке скобы вставки перемещают на требуемый размер и фиксируют установочными винтами 4. Регулируемые скобы имеют то преимущество, что в случае износа размер скобы можно восстановить перемещением вставок. Регулируемыми скобами можно измерять валы различных диаметров (в пределах регулирования скобы).
Контрольные вопросы:
1. Что называют калибрами?
2. Какие калибры называют предельными и нормальными?
3. Для чего служат контрольные калибры?
4. Перечислите виды гладких калибров для контроля отверстия и вала?
5.Какие предельные размеры контролируют калибр - пробки ПР и НЕ?
6.Какие предельные размеры контролируют калибр - скобы ПР и НЕ.