Списочный состав автомобилей
Таблица 1
| Модели автомобилей | Эксплуатационное назначение, тип двигателя, краткая характеристика, грузоподъёмность | Ап, шт. | |
| Основная | Привод | ||
| МАЗ -53371 | задний | Бортовой автомобиль – тягач. Кузов – металлическая платформа с открывающимися боковыми и задним бортами. Боковой борт состоит из двух частей. Настил пола – деревянный. Основной прицеп МАЗ 8926. Двигатель. Мод.ЯМЗ-236М2, дизель, V-обр. (90°), 6-цил., 130 х 140 мм. 11,15 л, степень сжатия 16,5, порядок работы 1–4–2–5–3–6, мощность 132 кВт (180 л.с.) при 2100 об/мин, крутящий момент 667 Н-м (68 кгс-м) при 1250–1450 об/мин. Форсунки – закрытого типа. ТНВД – 6-секционный, золотникового типа с топливоподкачивающим насосом низкого давления, муфтой опережения впрыска топлива и всережимным регулятором частоты вращения. Воздушный фильтр – сухой, со сменным фильтрующим элементом и индикатором засоренности. г/п – 8700 кг. | |
| Итого в группе | |||
| Всего в парке |
Таблица 2 – Списочный состав прицепов и полуприцепов (п/п)
| Модель прицепа (п/п) | Модель автомобиля-тягача | Тип кузова, г/п прицепа/ п/п, т | Количество, шт. |
| МАЗ-8926 | МАЗ -53371 | Автомобильный двухосный прицеп предназначен для перевозки различных грузов. Платформа пол деревянный, борта откидные. г/п – 8240 кг. |
Таблица 3 – Условия эксплуатации подвижного состава
| Условия эксплуатации (населённый пункт) | 40000 тыс. чел. | |
| Дорожное покрытие | низшие | |
| Рельеф местности | гористый | |
| Природно-климатические условия | холодный | |
| Среднесуточный пробег | тыс. км | |
| Рабочая неделя | дней |
Таблица 4 – Исходные данные
| Показатели | Ед. изм-я | По группам |
| Автомобиль | МАЗ 53371 | |
| Количество автомобилей | ||
| Коэффициент технической готовности парка | 0,830 | |
| Коэффициент использования парка | 0,571 | |
| Количество рабочих постов | ||
| Посты ТО-1 | ||
| Посты ТО-2 | ||
| Посты Д | ||
| Регулировочные, разборочно-сборочные | ||
| Сварочные | ||
| Жестяницкие | ||
| Малярные | ||
| Деревообрабатывающие | ||
| Годовой фонд времени рабочего места, Фрм | ч | |
| Годовой фонд времени рабочего, Фр | ч | |
| Среднесуточный пробег, lcc | км | |
| Количество технологически необходимых рабочих | ||
| Наименование зон, участков | Рт, чел. | |
| Участки | ||
| Агрегатный | ||
| Слесарно-механический | ||
| Электротехнический | ||
| Аккумуляторный | ||
| Ремонта приборов систем питания | ||
| Шиномонтажный | ||
| Вулканизационный | ||
| Кузнечно-рессорный | ||
| Медницкий | ||
| Сварочный | ||
| Жестяницкий | ||
| Арматурный | ||
| Обойный | ||
| Малярный | ||
| Деревообрабатывающий | ||
| Итого |
Расчёты площадей
Таблица 5
| Название участка | Pt | fp1 | fp2 | Пуч | Fу |
| Агрегатный | |||||
| Слесарно-механический | |||||
| Электротехнический | |||||
| Аккумуляторный | |||||
| Ремонта приборов систем питания | |||||
| Шиномонтажный | |||||
| Вулканизационный | |||||
| Кузнечно-рессорный | |||||
| Медницкий | |||||
| Сварочный | 139,5 | ||||
| Жестяницкий | 83,25 | ||||
| Арматурный | |||||
| Обойный | |||||
| Малярный | 166,5 | ||||
| Деревообрабатывающий | 77,25 |
Таблица 6
| Площадь агрегатного склада | ||||||
| Кагр | G, кН | g | З, кН | Fп, м2 | Fск, м2 | |
| Группа 1 | МАЗ 53371 | |||||
| Двигатель | 8,7 | 52,3 | 10,466 | 26,17 | ||
| КПП | 11,8 | 88,6 | 17,714 | 44,28 | ||
| Ось передняя | 4,3 | 26,0 | 5,210 | 13,02 | ||
| Задний мост | 6,8 | 40,7 | 8,150 | 20,37 | ||
| Рулевой механизм | 0,5 | 3,7 | 0,735 | 1,84 | ||
| Итого: | 105,69 |
Таблица 7
| МАЗ 53371 | |
| ДВС | |
| КПП | |
| ОП | |
| ЗМ | |
| РМ |
Таблица 8 – Площадь склада шин
| Модель автомобиля | Аи | Xk | Дз, сут | Lг, тыс. км | Lнп, тыс. км | Зш | |
| МАЗ 53371 | 8,32 | ||||||
| Модель автомобиля | Зш прин | Dнар, м | B, м | Lст, м | n | fоб, м2 | Fk, м2 |
| МАЗ 53371 | 1,082 | 0,286 | 2,70 | 2,92 | 7,31 |
Таблица 9 – Площадь склада ГСМ
| Модель | Расход топлива, л/100 км | Грузоподъемность | Количество | aи | Суточный расход, л |
| Дизельные | |||||
| МАЗ 53371 | 21,5 | 8,7 | 0,571 | 6084,5 |
Таблица 10
| Наименование смазки | Работа на дизельном топливе | |
| Норма расхода на 100 л топлива | Хранимый запас З, л(кг) | |
| Моторное масло, л | 3,2 | 2920,6 |
| Трансмиссионное масло, л | 0,4 | 365,1 |
| Специальные масла, л | 0,1 | 91,3 |
| Пластичные смазки, кг | 0,3 | 273,8 |
Таблица 11
| Наименование смазочного материала | Хранимый запас смазочного материала, л | Тип емкости | Объем емкости, | Количество емкостей | Площадь 1 емкости, м2 | Площадь, занимаемая емкостями, м2 |
| Моторное масло | 2920,6 | Металлическая бочка | 0,36 | 3,8 | ||
| Трансмиссионное масло | 365,1 | Металлическая бочка | 0,19 | 0,7 | ||
| Специальные масла | 91,3 | Металлическая бочка | 0,19 | 0,2 | ||
| Пластичные смазки | 273,8 | Металлическая бочка | 0,19 | 0,5 |
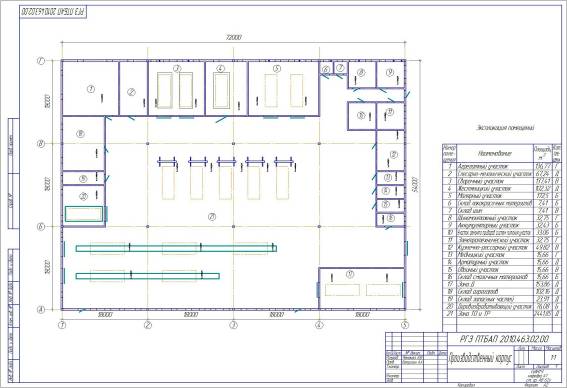
Таблица 12 – Площадь производственных подразделений, уточнённая после планировки
| Наименование производственного подразделения | Расчетная площадь, м2 | Принятая площадь | Ширина | Длина |
| Зона ТО-1 | 124,3 | 162,0 | ||
| Зона ТО-2 | 248,5 | 270,0 | ||
| ЗонаД1иД2 | 124,3 | 162,0 | ||
| Зона ТР | 372,8 | 378,0 | ||
| Зона ожидания | 0,0 | |||
| Агрегатный | 134,0 | 144,0 | ||
| Слесарно-механический | 66,0 | 72,0 | ||
| Электротехнический | 33,0 | 36,0 | ||
| Аккумуляторный | 21,0 | 36,0 | ||
| Ремонта приборов систем питания | 22,0 | 36,0 | ||
| Шиномонтажный | 18,0 | 18,0 | ||
| Вулканизационный | 18,0 | 18,0 | ||
| Кузнечно-рессорный | 36,0 | 54,0 | ||
| Медницкий | 15,0 | 18,0 | ||
| Сварочный | 139,5 | 144,0 | ||
| Жестяницкий | 83,3 | 108,0 | ||
| Арматурный | 12,0 | 18,0 | ||
| Обойный | 18,0 | 18,0 | ||
| Малярный | 166,5 | 180,0 | ||
| Деревообрабатывающий | 77,3 | 81,0 | ||
| Склад агрегатов | 105,7 | 108,0 | ||
| Склад запасных частей | 15,7 | 27,0 | ||
| Склад смазочных материалов | 13,2 | 18,0 | ||
| Склад шин | 7,3 | 9,0 | ||
| Склад лакокрасочных материалов | 2,4 | 9,0 | ||
| Итого: | 1873,5 | 2124,0 | ||
| Зона хранения автомобилей | 0,0 |
Таблица 13
| Сетка | ||
| ´ | ||
| Число пролетов | ||
| 2,185185 | ||
| Площадь корпуса | ||
| м2 | ||
| Отклонение | ||
| 51,8% |
3. Генеральный план АТП

Производственный корпус
Сварочный участок

Спецификация применяемого оборудования на сварочном участке
ВДУ-511 предназначен: для комплектации полуавтоматов дуговой сварки.
В комплекте с полуавтоматом предназначен:
1) для полуавтоматической сварки плавящейся электродной проволокой на постоянном токе в среде защитных газов режим МИГ/МАГ-DC).
2) для ручной дуговой сварки покрытым электродами на постоянном токе (режим ММА-DC).
3) для аргонодуговой сварки неплавящимся электродом на постоянном токе (режим ТИГ-DC) при комплектации блоком БУСП-ТИГ или БУ-ТИГ.
Таблица 14
| Наименование параметра | Значение | Значение |
| Режимы сварки | МИГ/МАГ-DC (MMA-DC) | ТИГ-DC |
| Напряжение питающей сети, В | 3х380 | 3х380 |
| Частота питающей сети, Гц | ||
| Номинальный сварочный ток, А (при ПВ, %) | 500 (60%); 400 (100%) | 500 (60%); 400 (100%) |
| Пределы регулирования сварочного тока, А | 50 – 500 (30–400) | 30–400 |
| Пределы регулирования рабочего напряжения, В | 16,5 – 39 (21 – 36) | 11 – 26 |
| Напряжение холостого хода, В, не более | ||
| Регулирование сварочного тока | Плавное | Плавное |
| Диаметр электрода, электродной проволоки, мм | – (2 – 8) | 0,8 – 8 |
| Потребляемая мощность при номинальном токе, не более, кВа | 29 (23) | |
| Масса, кг, не более | ||
| Габариты, мм, не более | 845х520х795 | 845х520х795 |