Трехфазный переносной инвертор для аргонодуговой сварки (TIG) на переменном или постоянном токе (АС/DC). В аргонодуговом (TIG) режиме возможна сварка пульс. Возможна также ручная дуговая сварка покрытым электродом (MMA). Микропроцессорное управление. Принудительное воздушное охлаждение. Предназначен для сварки широкого круга материалов: сталь, нержавейка, алюминий, титан, медь, никель, магний и их сплавы.
Этот сварочный аппарат, предназначенный для дуговой сварки, представляет собой выпрямитель постоянного тока с управлением на транзисторной сборке (IGBT) с частотой 33 кГц.

Рисунок 2 - Сварочный инвертор Telwin Technology 242
Таблица 2 - Технические характеристики:
| Напряжение | В | |
| Мощность | 9,5 | кВт |
| Сварочный ток min/max | 5-250 | А |
| Класс изоляции | F | |
| Степень защиты | IP23 | |
| Диаметр электрода | 1,6-5,0 | мм |
| Габаритные размеры | 505x250x430 | мм |
| Вес | кг |
ВЫВОД:
ИНСТРУКЦИЯ ПО ВЫПОЛНЕНИЮ
ОТЧЕТ ПО ЛАБОРАТОРНОЙ РАБОТЕ ДОЛЖЕН СОДЕРЖАТЬ:
ТЕМУ
ЦЕЛИ
ХОД РАБОТЫ(В ТЕТРАДЬ БЕРЕМ ТОЛЬКО ВЫДЕЛЕННЫЙ ЖИРНЫМ ТЕКСТ)
ВЫВОД
В ПРИЛОЖЕНИЯХ ПРИВЕДЕН ДОПОЛНИТЕЛЬНЫЙ МАТЕРИАЛ ДЛЯ ОЗНАКОМЛЕНИЯ
ПРИЛОЖЕНИЕ 1
Рассмотрим устройство Инвертора Telwin Technology 242.
1. Реле
2. Конденсатор
3. Транзисторно-диодная сборка
4. Реле
5. Выпрямитель
6. Резистор
7. Реле
8. Резистор
9. Диод
10. Резистор
11. Резистор
12. Диодная сборка
13. Плата фильтров
14. Высокочастотная плата
15. Плата питания
16. Вторичный силовой блок
17. Силовой блок
18. Кабель управления
19. Вспомогательный кабель
21. Электроклапан
22. Радиатор
23. Выключатель
24. Ручка выключателя
25. Предохранитель
26. Термовыключатель
27. Кабель электропитания
28. Вентилятор
29. Трансформатор
30. Импульсный трансформатор
31. Индуктивность
32. Автотрансформатор
33. Высокочастотный трансформатор
34. Плата передней панели
35. Рамка
36. Рукоятка
37. Разъем газового баллона
38. Кнопка
39. Кожух
40. Быстроразъемный штекер
41. Ручки
42. Кабельная бухта и гайка
43. Разъем подачи газа
44. Транзисторно-диодная сборка
45. Силовой трансформатор
46. Фронтальная панель
49. Диодная сборка
50. Диодная сборка
51. Датчик
52. Транзисторно-диодная сборка
53. Сглаживающий трансформатор
ПРИЛОЖЕНИЕ 2
Подключение, регулировка и индикация.
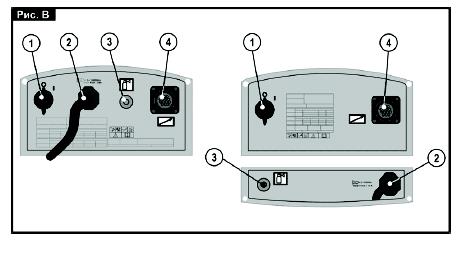
Задняя панель
1. Выключатель питания О/выключен, I/включен.
2. Питающий кабель.
3. Разъем подсоединения газового баллона.
4. Разъем дистанционного управления
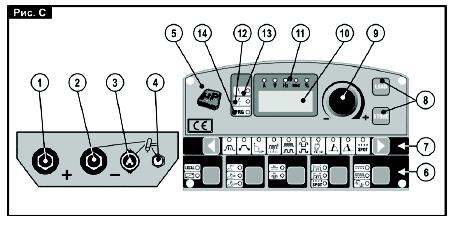
Передняя панель
1. Быстроразъемная клемма «плюс» для подсоединения сварочного кабеля.
2. Быстроразъемная клемма «минус» для подсоединения сварочного кабеля.
3. Разъем кабеля управления горелки.
4. Разъем подачи газа горелки TIG.
5. Панель управления.
6. Кнопки выбора режимов сварки.
7. Кнопки установки параметров сварки.
8. Кнопки программирования.
9. Ручка установки параметров.
10. Буквенно-цифровой дисплей.
11. Индикация отображаемого на дисплее параметра.
12. Зеленый индикатор подключенного напряжения.
13. Желтый индикатор неисправности.
14. Красный индикатор программирования.
Панель управления.
Данный сварочный аппарат управляется микропроцессором, которым может обрабатывать большое количество
параметров, поэтому сварочные работы возможно производить при разных условиях работы и с разными материалами.
Чтобы полностью использовать возможности сварочного аппарата, необходимо ознакомиться с их описанием.
В нижней части передней панели расположены кнопки переключения режимов сварки с помощью которых можно
производить выбор режимов сварки. Индикация соответствующего светодиода показывает текущий режим сварки
(нельзя выбрать режим и параметры, которые не имеют смысла).
Кнопка  - позволяет переключать управление параметрами сварки на дистанционное.
- позволяет переключать управление параметрами сварки на дистанционное.
Кнопка  - выбирает режим сварки: электродная (MMA), высокочастотная дуговая TIG сварка (TIG HF), контактная дуговая TIG сварка (TIG LIFT).
- выбирает режим сварки: электродная (MMA), высокочастотная дуговая TIG сварка (TIG HF), контактная дуговая TIG сварка (TIG LIFT).
Кнопка  - в режиме TIG сварки дает возможность выбора между сваркой постоянным (DC) током и переменным (AC) током (эта опция доступна только на моделях с функцией AC/DC).
- в режиме TIG сварки дает возможность выбора между сваркой постоянным (DC) током и переменным (AC) током (эта опция доступна только на моделях с функцией AC/DC).
Кнопка  - в режиме TIG сварки дает возможность выбора между 4-тактным, 2-тактным управлением или управлением с таймером при точечной сварке.
- в режиме TIG сварки дает возможность выбора между 4-тактным, 2-тактным управлением или управлением с таймером при точечной сварке.
Кнопка  - в режиме TIG сварки дает возможность выбора сварки с постоянным/переменным импульсным током или режимом bi-level
- в режиме TIG сварки дает возможность выбора сварки с постоянным/переменным импульсным током или режимом bi-level
Параметры сварки устанавливаются и изменяются с помощью сенсорных кнопок, которые меняют и в тоже время отображают параметр. Индикаторы над дисплеем показывают выбранные параметры и отображают их величины. Параметр выбирается посредством двух кнопок со стрелками:

нажатием на которые и устанавливаются параметры в зависимости от выбранного режима сварки.
 параметр 1 Основной ток. В режиме импульсного тока и режиме bi-level достигает верхнего (максимального) уровня.
параметр 1 Основной ток. В режиме импульсного тока и режиме bi-level достигает верхнего (максимального) уровня.
Измеряется в амперах.
 параметр 2 Начальный и нисходящий ток. Значение может варьироваться от минимального (5А постоянного тока и 7А
параметр 2 Начальный и нисходящий ток. Значение может варьироваться от минимального (5А постоянного тока и 7А
переменного тока) до значения основного тока сварки.
 параметр 3 Мощность дуги. Этот параметр отображается в режиме MMA сварки и отражает процент избыточного тока,
параметр 3 Мощность дуги. Этот параметр отображается в режиме MMA сварки и отражает процент избыточного тока,
который находится в динамическом контроле во время сварки. Может принимать значения от 0% до 100% (максимум).
 параметр 4 Базовый ток. В 4-тактном bi-level режиме TIG сварки и при импульсной TIG сварке этот параметр отражает величину тока, которая может быть изменена основным значением тока во время сварки. Значение может изменяться от минимального (5А постоянного тока и 7А переменного тока) до основного значением тока сварки.
параметр 4 Базовый ток. В 4-тактном bi-level режиме TIG сварки и при импульсной TIG сварке этот параметр отражает величину тока, которая может быть изменена основным значением тока во время сварки. Значение может изменяться от минимального (5А постоянного тока и 7А переменного тока) до основного значением тока сварки.
 параметр 5 Частота. В режиме импульсной TIG сварки этот параметр отражает частоту пульсации и может принимать
параметр 5 Частота. В режиме импульсной TIG сварки этот параметр отражает частоту пульсации и может принимать
значения от 0,2 Гц до 999 Гц. К тому же, для моделей AC/DC, в режиме АС (безимпульсном) параметр
показывает частоту переменного тока и может принимать значения от 10 до 200 Гц.
 параметр 6 Баланс. В режиме импульсной TIG сварки этот параметр отражает время, которое ток находится на
параметр 6 Баланс. В режиме импульсной TIG сварки этот параметр отражает время, которое ток находится на
максимальном уровне (основной ток сварки), в виде процента от полного периода пульсации. Может
принимать значения от 1% (минимальный средний ток) до 99% (максимальный средний ток). К тому же, для
моделей AC/DC в режиме АС (безимпульсном) параметр отражает время, за которое полярность принимает
значение EN (отрицательное), как процентное соотношение за весь период режима переменного тока.
 параметр 7 Последующая подача газа. В режиме TIG сварки время последующей подачи газа измеряется в секундах и может быть от 0,1 до 25 секунд.
параметр 7 Последующая подача газа. В режиме TIG сварки время последующей подачи газа измеряется в секундах и может быть от 0,1 до 25 секунд.
 параметр 8 Возрастание. Показывает время возрастания тока в 4-тактном режиме и может принимать значения от 0,1
параметр 8 Возрастание. Показывает время возрастания тока в 4-тактном режиме и может принимать значения от 0,1
до 10 секунд.
 параметр 9 Затухание. Показывает время затухания тока и может принимать значения от 0,1 до 10 секунд.
параметр 9 Затухание. Показывает время затухания тока и может принимать значения от 0,1 до 10 секунд.
 параметр 10 Таймер. Время точечной сварки в режиме TIG, может принимать значения от 0,1 до 10 секунд.
параметр 10 Таймер. Время точечной сварки в режиме TIG, может принимать значения от 0,1 до 10 секунд.

ВЫВОД:
ВЫВОД: