Стр.
Содержание ……………………………………………………………… 2
Введение ……………………………………………………………………….. 3
Основные понятия и определения токарной обработки ……………………4
Оборудование, применяемое при токарной обработке …………………… 9
Инструмент, применяемый при токарной обработке …………………….. 12
Технологическая оснастка …………………………………………………... 16
Автоматизация и механизация токарной обработки ……………………….21
Заключение ……………………………………………………………………. 23
Список использованной литературы ……………………………………….. 24
Приложение
Введение
Научно-технический прогресс во всех отраслях общественного производства означает непрерывное развитие и совершенствование орудий и предметов труда, создание принципиально новых машин, материалов, источников энергии, технологических процессов, а также связанных с ними прогрессивных форм организации производства.
Ведущая роль в решении этих задач принадлежит машиностроению, которое создает наиболее активную часть основных производственных фондов, в значительной степени определяет темпы технического прогресса, роста общественного производства и его эффективности.
Продукция машиностроения обеспечивает создание не только собственной технологической базы, но и технологической базы для других отраслей промышленности, а также во многом определяет уровень развития социально-экономической системы страны и ее национальной безопасности.
Обработка резанием — одна из наиболее распространенных операций при изготовлении деталей из конструкционных материалов. В настоящее время до 80% деталей машин, аппаратов и приборов изготовляется методом снятия стружки. Большое разнообразие конструкционных материалов, применяемых в машиностроении, а также высокие требования к точности и качеству обрабатываемых поверхностей ставят перед технологами проблемы изыскания методов и средств наиболее производительной и экономически целесообразной обработки резанием.
Токарная обработка является одной из разновидностей обработки металлорезанием. Она осуществляется срезанием с поверхностей заготовки определенного слоя металла (припуска) резцами, сверлами и другими режущими инструментами на токарных станках. На них можно производить обтачивание и растачивание цилиндрических, конических, шаровых и профильных поверхностей этих деталей, подрезание торцов, вытачивание канавок, нарезание наружных и внутренних резьб, накатывание рифлений, сверление, зенкерование, развертывание отверстий и другие виды токарных работ. Станок сообщает заготовке вращение, а режущему инструменту – движение относительно нее. Благодаря различным движениям заготовки и резца происходит процесс резания.
Основные понятия и определения токарной обработки
Токарная обработка (точение) – наиболее распространенный метод изготовления деталей типа тел вращения (валов, дисков, осей, пальцев, цапф, фланцев, колец, втулок, гаек, муфт и др.) на токарных станках. На них можно производить обтачивание и растачивание цилиндрических, конических, шаровых и профильных поверхностей этих деталей, подрезание торцов, вытачивание канавок, нарезание наружных и внутренних резьб, накатывание рифлений, сверление, зенкерование, развертывание отверстий и другие виды токарных работ. Иными словами обработка на токарных станках представляет собой изменение формы и размеров заготовки путем снятия припуска. Станок сообщает заготовке вращение, а режущему инструменту – движение относительно нее. Благодаря различным движениям заготовки и резца происходит процесс резания.
Понятие о припуске на обработку. Детали машин, обрабатываемые на металлорежущих станках, изготавливают из отливок, поковок, кусков прокатного материала и других заготовок.
Припуском называется слой металла, который необходимо удалить с заготовки для получения детали в окончательно обработанном виде.
Слой металла, снимаемый на токарном станке, называется припуском на токарную обработку.
Часть металла, снятая с заготовки в процессе её обработки, называется стружкой.
Клин как основа любого режущего инструмента. Резание металлов осуществляется инструментами, имеющими, как правило, форму клина. Это объясняется способностью клина создавать выигрыш в силе, необходимой для проникновения инструмента в обрабатываемый материал. Причем этот выигрыш возрастает по мере уменьшения угла заострения клина р (рис. 1).
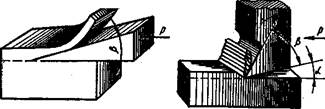
Рис. 1. Схемы действия клина (а) и резца (б)
Движения резания при точении. На рис. 2 схематически показано обтачивание детали 1 резцом 2. Деталь при этом вращается по стрелке υ, а резец перемещается по стрелке s и снимает с детали стружку. Первое из этих движений является главным. Оно характеризуется скоростью резания. Второе движение - движением подачи.
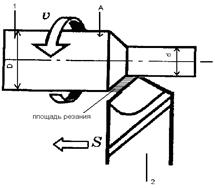
Рисунок 2. Движения и элементы резания при точении.
Скорость резания. Скоростью резания называется длина пути, который проходит в одну минуту точка А обрабатываемой поверхности (рис.2) детали относительно режущей кромки резца. Скорость резания измеряется в метрах в минуту и обозначается буквой υ.
υ = πDn/1000,
где υ- искомая скорость резания в м/мин; π- отношение длины окружности в её диаметру, равное 3,14; D- диаметр обрабатываемой поверхности детали в мм; n- число оборотов в минуту.
Подача. Подачей называется величина перемещения резца за один оборот обрабатываемой детали. Измеряется в мм, обозначается буквой s.
Подача называется продольной, если перемещение резца происходит параллельно оси обрабатываемой детали, и поперечной, когда резец перемещается перпендикулярно к этой оси.
Глубина резания. Глубиной резания называется толщина снимаемого слоя материала, измеренная по перпендикуляру к обработанной поверхности детали. Измеряется в мм и обозначается буквой t.
Глубиной резания при наружном обтачивании является половина разности диаметров обрабатываемой детали до и после прохода резца. Таким образом, если диаметр детали до обтачивания был 100 мм, а после прохода резца стал равен 90 мм, то это значит, что глубина резания была:
t =(100-90)/2 = 5 мм.
Срез, его толщина, ширина и площадь. Срезом называется поперечное сечение слоя металла, снимаемого при данной глубине резания и подаче. Размеры среза характеризуются его толщиной и шириной.
Толщиной среза называется расстояние между положениями режущей кромки резца до и после одного оборота детали, измеренное по перпендикуляру к режущей кромке. Толщина среза измеряется в мм и обозначается буквой a.
Шириной среза называется расстояние между крайними точками работающей части режущей кромки. Измеряется в мм и обозначается буквой b.
Четырехугольник, заштрихованный на рис. 2, изображает площадь среза. Площадь среза равна произведению подачи на глубину резания. Площадь среза измеряется в мм, обозначается буквой f и определяется по формуле:
f = s t,
где f- площадь среза, мм; s- подача на один оборот в мм; t- глубина резания в мм.
Образование стружки и сопровождающие его явления. Процесс резания (стружкообразования) – сложный физический процесс, сопровождающийся большим тепловыделением, деформацией металла, изнашиванием режущего инструмента и наростообразованием на резце. Знание закономерностей процесса резания и сопровождающих его явления позволяет рационально управлять этим процессом и обрабатывать детали более качественно, производительно и экономично.
При резании различных материалов могут образовываться следующие виды стружек: сливные (непрерывные), скалывания (элементные) и надлома (рис.3).
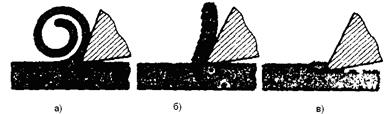
Рисунок 3. Типы стружек: а – сливная, б – скалывания, в – надлома.
Сливная стружка образуется при резании вязких и мягких металлов (мягкая сталь, латунь) с высокой скоростью. Чем больше скорость резания и вязкость обрабатываемого материала, а также меньше угол резания и толщина среза и выше качество смазочно-охлаждающей жидкости, тем стружка ближе к сливной.
Стружка надлома образуется при резании хрупких металлов (бронзы, чугуны). Такая стружка состоит из отдельных, почти не связанных между собой элементов. Обработанная поверхность при образовании такой стружки получается шероховатой, с большими впадинами и выступами. В определенных условиях, например при обработке чугунов средней твердости, стружка надлома может получиться в виде колец. Сходство ее со сливной стружкой только внешнее, так как достаточно сжать такую стружку в руке, и она легко разрушится на отдельные элементы.
Стружка скалывания занимает промежуточное положение между сливной стружкой и стружкой надлома и образуется при обработке некоторых сортов латуни и твердых сталей с большими подачами и относительно малыми скоростями резания. С изменением условий резания стружка скалывания может перейти в сливную, и наоборот.
В целях создания наилучших условий для отвода стружки из зоны резания необходимо обеспечить ее дробление или завивание в спираль определенной длины.
Дробленую стружку в виде колец и полуколец диаметром 10-15 мм и более следует рассматривать как хорошую. Эта стружка, несмотря на то, что занимает меньший объем и легче транспортируется, снижает стойкость инструмента.
Мелкодробленая стружка должна рассматриваться как удовлетворительная. Помимо снижения стойкости резцов такая стружка, разлетаясь во все стороны, попадает на поверхности станка, нарушает нормальную работу его узлов.
Формирование стружки в виде непрерывной спирали, прямой ленты и путаного клубка не удовлетворяет требованиям обработки деталей на станках с ЧПУ и поэтому должно быть исключено.
При некоторых условиях резания на переднюю, поверхность режущей кромки налипает обрабатываемый материал, образуя нарост. Он имеет клиновидную форму, по твердости в 2-3 раза превышает твердость обрабатываемого металла. Являясь как бы продолжением резца, нарост изменяет его геометрические параметры: участвует в резании металла, влияет на результаты обработки, изнашивание резца и силы, действующие не резец. При обработке нарост периодически разрушается (скалывается) и вновь образуется. Часть его уходит со стружкой, а часть остается вдавленной в обработанную поверхность (рис. 4).

Рисунок 4. Образование и срыв нароста.
Отрыв частиц нароста происходит неравномерно по длине режущего лезвия, что приводит к мгновенному изменению глубины резания. Эти явления, повторяющиеся периодически, ухудшают качество обработанной поверхности, так как вся она оказывается усеянной неровностями. С увеличением пластичности обрабатываемого металла размеры нароста возрастают. При обработке хрупких материалов, например чугуна, нарост может и не образоваться.
Оборудование, применяемое при токарной обработке
Токарный станок — станок для обработки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развертывание отверстий и т. д. Заготовка получает вращение от шпинделя, резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.
Виды токарных станков.
1. Токарно-винторезный станок. Токарно-винторезный станок модели 1К62 (к примеру) служит для токарной обработки методом точения наружных поверхностей и торцов деталей с помощью резцов, а также сверление отверстий в деталях с центральной осью вращения, зенкерование, развертывание, тонкого растачивания отверстий, нарезания всех видов наружных и внутренних резьб с помощью резцов – метчиков и плашек.
Станок используется в единичном и мелкосерийном производствах, т.к. он широкоуниверсальный.
Основными узлами принятого в качестве примера станка 1К62 являются (рис. 5):
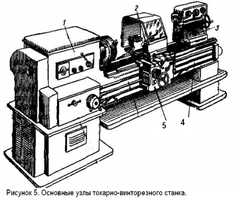
1 - передняя бабка, в которой расположен шпиндель, коробка скоростей.
2 - суппорт, состоящий из фартука впереди, нижних продольных салазок (продольная подача), среднепоперечных салазок (поперечная подача), верхнеповоротных салазок (угловая подача), резцедержателя.
3– задняя бабка, состоит из продольных салазок, корпуса и выдвигаемой пиноли. 4– горизонтальная станина на двух тумбах, внутри передней тумбы двигатель привода главного движения, в задней- двигатель ускоренных подач суппорта, между тумбами – металлическое корыто для сбора стружки.
5- коробка подач, служит для изменения величин подач суппорта.
Метод работы: деталь крепится в центрах или в патроне и от шпинделя получает главное вращательное движение. Режущий инструмент – резец крепится в резцедержателе и получает движение продольной, поперечной и угловой подач. Хвостовые инструменты (сверла, зенкеры, метчики, развертки) крепятся в пиноли задней бабки и получают движение осевой подачи.