Модели 1КЛ91265СМ, 2КЛ91265СМ, 3КЛ91265СМ, 4КЛ91265СМ, 6КЛ91265СМ, 7КЛ91265СМ.
Линии предназначены для изготовления отливок сложной конфигурации с большим перепадом высот в условиях сталелитейных и чугуннолитейных цехов в серийном производстве при часто меняющейся номенклатуре отливок.
Технологический цикл:
- сталкивание комплекта пустых опок с непрерывно движущегося литейного конвейера,
- распаровка опок,
- последовательная формовка верхней и нижней полуформ,
- вытяжка моделей,
- установка полуформ на транспортер и простановка стержней,
- сборка форм,
- передача собраных форм на литейный конвейер,
- нагружение форм грузом,
- заливка форм вручную,
- охлаждение и выбивка форм.

Рис. 3. Модель 4КЛ91265СМ
К рис. 3
| Позиция | Наименование оборудования | Количество |
| I | Автоматическая блок-линия формовки | |
| II | Линия транспортировки и возврата опок | |
| III | Литейный тележечный конвейер | |
| IV | Нагружатель форм | |
| V | Заливочная площадка | |
| VI | Линия выбивки |
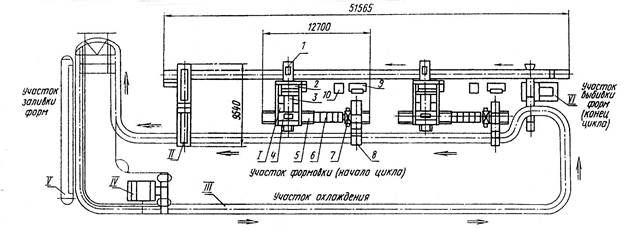
Рис. 4. Модель 6КЛ91265СМ
К рис. 4
| Позиция | Наименование оборудования | Количество |
| I | Автоматическая блок-линия формовки | |
| II | Линия транспортировки и возврата опок | |
| III | Литейный тележечный конвейер | |
| IV | Нагружатель форм | |
| V | Заливочная площадка | |
| VI | Линия выбивки |
Оборудование формовочного блока
К рис. 3, 4
| Позиция | Наименование оборудования | Количество |
| Механизм подачи пустых опок | ||
| Наклонный рольганг | ||
| Распаровщик | ||
| Автоматическая формовочная машина | ||
| Механизм вытяжки моделей | ||
| Спутниковый транспортер | ||
| Сборщик форм | ||
| Механизм передачи форм на литейный конвейер | ||
| Гидростанция | ||
| Пульт управления | ||
| Пневмошкаф |
Техническая характеристика
| 4КЛ91265СМ, 3КЛ91265СМ | 6КЛ91265СМ, 7КЛ91265СМ, 2КЛ91265СМ | |
| Годовой выпуск отливок при двухсменном режиме работы и коэффициент использования линии (Кисп = 0,7)т | 14000 | 10000 |
| Размер опок, мм в свету | 800 х 700 | |
| высота | ||
| Количество формовочных блок-линий | ||
| Производительность (цикловая), форм/ч | ||
| Производительность паспортная, форм/ч | 135 - 150 | 90 – 100 |
| Металлоемкость формы, кг. | 30 – 50 | |
| Количество рабочих, обслуживающих линию в одну смену | ||
| Формовочная смесь | Облицовочная и наполнительная | |
| Метод уплотнения смеси | Комбинированный: встряхиванием с прессованием | |
| Метод извлечения моделей | Верхняя вытяжка | |
| Расход формовочной смеси, м3/ч | 44,6 | |
| в т.ч. облицовочной | 2,5 | 1,6 |
| наполнительной | 64,5 | |
| Количество комплектов опок на линию (верх + низ) | ||
| Количество модельных комплектов на линию | ||
| Время охлаждения форм, мин. | 40 – 120 | |
| Метод выбивки | Вибрационный | |
| Установленная мощность, кВт | 82,4 | 53,9 |
| Габарит, мм. Без нагружателя литейного конвейера и заливочной площадки | 75140 х 9630 х 4800 | 51570 х 9630 х 4800 |
| Масса, т |
Автоматические литейные линии изготовления отливок на базе проходных прессов формовочных автоматов.
Предназначены для изготовления отливок из чугуна и стали в сырых одноразовых П–Г формах. Изготовление форм осуществляется методом чистого прессования на пневморычажных проходных формовочных автоматах. Все операции, кроме простановки стержней и заливки форм, выполняются автоматически.
Технологический цикл:
- раздельная формовка нижних и верхних полуформ;
- кантование нижних полуформ на 1800;
- срезание излишков смеси с их контрлада;
- простановка в полости нижних полуформ стержней вручную;
- двукратное кантование верхних полуформ;
- сборка форм;
- укладка форм на подопочные плиты;
- прижим собранных полуформ;
- заливка;
- охлаждение;
- снятие форм с подопочных плит;
- выдавливание кома;
- выбивка;
- распаровка комплекта пустых опок и их очистка.
Техническая характеристика
| Годовой выпуск отливок при двухсменном режиме работы и коэффициент использования линии (Кисп. = 0,65),т | 1500 |
| Размер опок, мм: в свету | 900 х 600 |
| высота | 200 |
| Производительность (цикловая), форм/ч | 240 |
| Металлоемкость формы, кг. | 60 – 100 |
| Средняя масса изготовляемых отливок, кг. | 10 – 50 |
| Количество рабочих, обслуживающих линию в одну смену | 10 |
| Формовочная смесь | Единая П-Г повышенной текучести |
| Способ уплотнения смеси | Прессование под высоким удельным давлением жесткой колодкой |
| Расход формовочной смеси, м3/ч | 90 |
| Количество модельных комплектов на линию (верх + низ) | 140 |
| Метод скрепления форм при заливке | Наложение грузов или прижимов в спецустройстве |
| Время охлаждения форм, мин. | 30 – 90 |
| Метод выбивки | Выдавливание кома с последовательной выбивкой на вибрационной решетке. |
| Установленная мощность, кВт | 152 |
| Габарит, мм | 90435 х 10000 х 6855 |
| Масса, т | 254 |
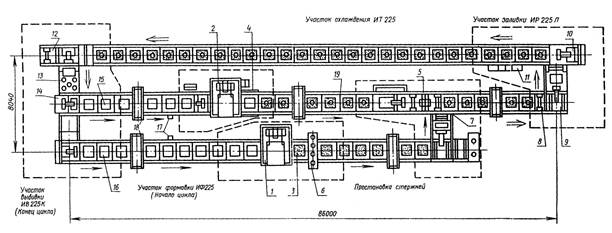
Рис. 5. Модель ИЛ225К
К рис. 5
| Позиция | Наименование оборудования | Количество |
| Формовочный автомат изготовления нижних полуформ | ||
| Формовочный автомат изготовления верхних полуформ | 2; 1 | |
| Кантователь нижних полуформ | ||
| 4, 5 | Кантователь верхних полуформ | |
| Механизм срезания излишка смеси | ||
| Сборщик форм | ||
| Отсекатель | ||
| Унифицированный толкатель | 8; 9 | |
| Механиз подъема подопочных плит | ||
| Механизм прижима форм при заливке | ||
| Механизм отпускания подопочных щитков | ||
| Установка выдавливания | ||
| Распаровщик | ||
| Механизм подъема | ||
| Кантователь нижних опок | ||
| Механизм очистки опок | ||
| Переходной мостик | ||
| Секция рольганга | 30; 33 |
Комплексные автоматические литейные линии с пульсирующим тележечным конвейером
Линия предназначена для изготовления отливок из чугуна и стали в сырых П –Г формах.
Скомпонована на базе трехпозиционных челночных формовочных установок.
Технологический цикл:
- распаровка комплекта пустых опок;
- раздельная формовка верхних и нижних полуформ;
- срезание излишков смеси с контрлада нижних полуформ;
- кантование полуформ на 1800;
- механизированная простановка стержней;
- накалывание вентиляционных каналов в верхних полуформах;
- кантование для контроля и осмотра;
- сборка форм и их скрепления грузами;
- заливка форм;
- охлаждения форм;
- выдавливание кома смеси;
- интенсивное охлаждение брикета;
- очистка опок и тележек;
- выбивка и отделение отливок.
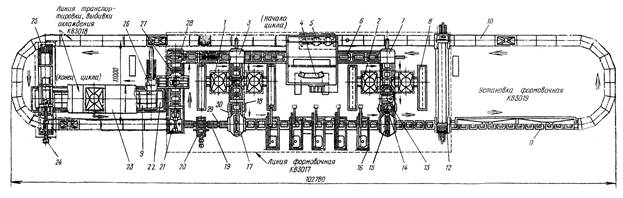
Рис. 6. Модель КВ301