МДК0201 Теплотехническое оборудование. Занятие №15.
При изготовлении листового и профильного стекла способом прокатки стекломассу пропускают между двумя валками, вращающимися навстречу друг другу. Толщина прокатываемой ленты колеблется от 3 • 10_3 м до (15—20) • 10_3 м при скорости ее движения до 250 м/ч (рис. 1, 2).
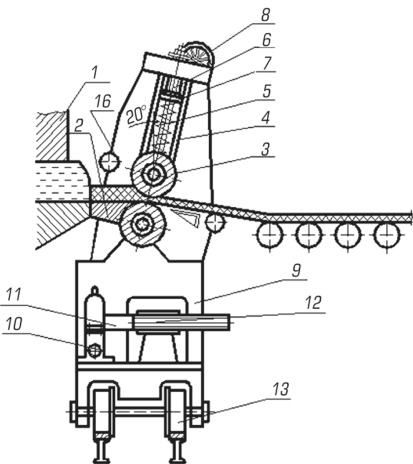
Рис. 1. Схема прокатной машины:
1 — стекловаренная печь; 2 — приемный лоток; 3 — прокатные валки; 4 — направляющие; 5 — пружины; 6 — винт; 7 — стакан; 8 — маховик; 9 — станина; 10 — редуктор; 11 — винт; 12 — гайка; 13 — катки.
Стекломасса из стекловаренной печи 1 по приемному лотку 2 поступает к прокатным лоткам 3, выполненным пустотелыми из жаростойкой стали и охлаждаемым водой, которая подается по перфорированным трубам, расположенным внутри полости валков и их цапф. При выработке армированного и сырого стекла валки изготовляются либо гладкими, либо с мелкими рифлениями, а при прокатке узорчатого стекла на поверхности верхнего валка выполняют чеканый рисунок.
Верхний валок в средней части имеет несколько меньший диаметр, чем на концах. Такая конфигурация верхнего валка позволяет получать ленту стекла с равномерной толщиной по всей ширине, так как температурная усадка стекла по середине ленты наибольшая.
Валки установлены в подшипниках, причем верхний валок подвижный, что достигается за счет установки его подшипников в специальных направляющих 4, по которым они движутся. Ход верхнего валка составляет (4—25) • 10_3 м.
Кроме того, для обеспечения некоторой нагрузки верхний валок подпружинен, что достигается за счет установки в направляющих 4 пружины 5. Для обеспечения сжатия пружины и изменения зазора между валками, определяющего толщину прокатываемого листа, служит винт 6, воздействующий на пружину 5 посредством стакана 7. Винт вращается от маховика 8, вал которого выполнен в виде червяка, соединенного с червячным колесом, посаженным на винт 6. Внутри червячного колеса жестко посажена гайка, создающая пару «винт—гайка» и обеспечивающая обратно-поступательное движение винта 6 при вращении маховика 8.
Подшипники нижнего валка крепятся неподвижно в станине 9 прокатной установки. Параллельность валков достигается с помощью расположенных на стойках станины устройств, имеющих шкалы.
Для обеспечения бесперебойной и согласованной работы стекловаренной печи и прокатной машины последняя имеет возможность регулироваться вертикально (по высоте) и горизонтально (в продольном и поперечном направлениях). В вертикальной плоскости машина устанавливается с помощью регулировочных болтов (на рисунке не показано) с таким расчетом, чтобы межвалковое пространство находилось на высоте сливного бруса, выходящего из печи.
В продольном направлении, приближаясь или удаляясь от торца сливного порога, валки перемещаются с помощью механизма перемещения, состоящего из червячного редуктора 10, выходной винт 11 которого заходит в гайку 12 (узел «винт—гайка»). Передвижение стоек машины осуществляется вручную посредством маховиков, расположенных по сторонам машины. Перемещение верхней части машины относительно нижней происходит по направляющим, выполненным в виде «ласточкиного хвоста». Редуктор механизма перемещения установлен на нижней части машины — тележке.
В поперечном направлении, в случае необходимости, прокатная машина может быть отодвинута на тележке по рельсам с помощью лебедки, установленной на катках 13.
Лента, выходящая из прокатных валков, поступает на наклонную чугунную плиту, охлаждаемую водой, которая подается во внутреннюю полость плиты. Приемная плита может регулироваться по высоте. Далее лента переходит на асбестовые приводные валики рольного стола.
Система труб, подводящих воду для охлаждения прокатных валков приемной плиты, сходится в коллекторе (на рисунке не показан) с вентилями, регулирующими подачу воды. Контроль охлаждения осуществляется посредством термометров, установленных на входных и выходных трубопроводах.
При изготовлении армированного стекла закатка проволочной сетки в стекломассу производится через валик, положение которого по отношению к прокатным валкам регулируется при помощи винтового устройства.
Привод прокатной машины имеет следующую кинематическую схему (рис.2).
Вращение прокатных валков 1, асбестированных валиков 2 рольного стола, а также сеточного валика 3 осуществляется с помощью электродвигателя 4 постоянного тока. Крутящий момент от электродвигателя 4 через червячный 5 и цилиндрический 6 редукторы посредством карданной передачи 7 передается на ведущую звездочку 8, от которой с помощью цепной передачи 9 приводятся во вращение прокатные валки 1, на валах которых посажены звездочки 10.
Натяжение цепи осуществляется с помощью натяжных звездочек (цепных передач) 11. Сеточный валик 3 приводится во вращение от верхнего прокатного валика цепной передачи 12.
Привод асбестовых валиков осуществляется от нижнего валика цепной передачи 13 на первый по ходу движения стекла валик, остальные валики приводятся во вращение от первого через систему зубчатых цилиндрических передач 14.
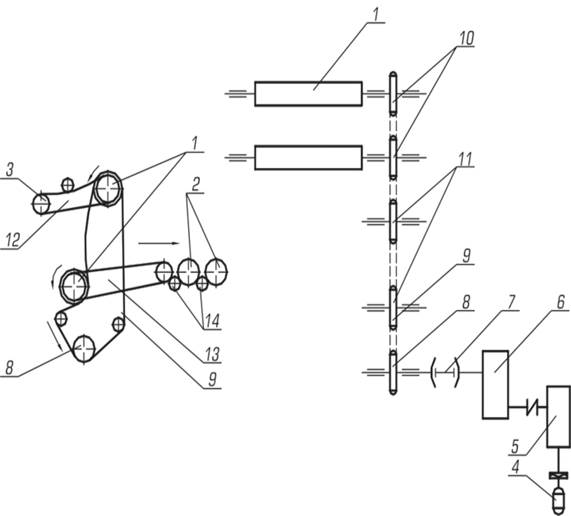
Рис. 2. Схема привода прокатной машины:
1 — прокатные валки; 2 — асбестированные валики рольного стола;
3 — сеточный валик; 4 — электродвигатель постоянного тока; 5 — червячный редуктор; 6 — цилиндрический редуктор; 7 — карданный вал; 8-11 — цепная передача; 12 — цепная передача сеточного валика; 13 — цепная передача валиков рольного стола; 14 — зубчатая цилиндрическая передача.
С целью обеспечения натяжения ленты стекла окружная скорость движения асбестовых валиков 2 на 5—7% больше скорости прокатных валков. В дальнейшем ленту, выходящую из прокатных валков, направляют в печь отжига.
В случае изготовления листового стекла волнистой формы после прокатной машины устанавливают специальный рольный стол, на котором монтируются два верхних и три нижних вала, на которых насажены формующие ролики. Расстояние между роликами фиксируется втулками. Прижим верхних валов с роликами обеспечивается грузовыми рычагами. Привод нижних валов осуществляется через карданный вал от печи отжига и далее через редуктор к первому по ходу валу, остальные получают вращение от него через систему зубчатых передач.
Верхние валы приводятся от нижних через зубчатую передачу. Электродвигатель соединен с редуктором посредством кулачковой муфты, что позволяет использовать резервный электродвигатель (установленный с другой стороны). Он также изменяет частоту вращения в определенном диапазоне.
При изготовлении профильного стекла (коробчатого сечения, швеллерного сечения и др.) технологический процесс складывается из следующих операций: 1) варка стекла в стекловаренной печи; 2) прокатка ленты стекла; 3) формование профиля на рольном столе (швеллера, коробки и др.); 4) отжиг изделия в печи отжига; 5) порезка и отрезка стеклопрофилита на балки (части) заданной длины; 6) откатка изделий (через рольганг — ускоритель) на склад готовой продукции.
По конструкции прокатная машина (рис.3) принципиально не отличается от рассмотренных нами ранее. В рассматриваемой машине ППС-501 нижний валок выполнен цилиндрическим по всей длине, а верхний валок в средней части имеет несколько меньший диаметр, что обеспечивает при формовании одинаковую толщину ленты стекла по ширине и служит для компенсации тепловой усадки стекла, имеющей посередине ленты максимальное значение.
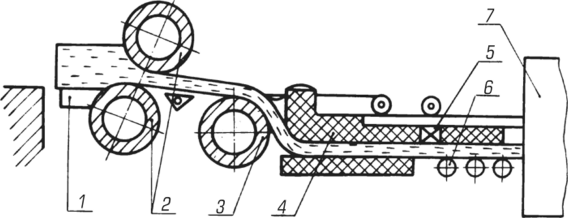
Рис. 3. Схема проката стеклопрофилита:
1— приемный лоток; 2 — прокатные валки; 3 — асбестированый валок; 4 — формующее устройство; 5 — профилирующий груз; 6 — рольный стол; 7 — печь отжига.
Зазор между валками, а следовательно, толщина ленты устанавливается с помощью регулирующих винтов через червячный редуктор. Маховики на обоих червячных редукторах имеют деления, что позволяет производить точную настройку толщины ленты стекла.
Система смазки рабочих органов машины — централизованная, масло подается плунжерным насосом.
Для подачи и направления ленты стекла после прокатных валков в формующее устройство, где лента сворачивается в необходимый профиль, устанавливают специальный асбестированный валок диаметром 350 • 10_3 м.
Привод машины для проката стеклопрофилита (рис. 6.15) состоит из двух электродвигателей 1 (из них один резервный N= = 1,6 кВт) постоянного тока, позволяющих регулировать скорость проката в пределах 60—180 м/ч и соединенных посредством кулачковых муфт 2 с червячным редуктором 3 и через него — с вертикальным цилиндрическим редуктором 4. Электродвигатели с червячным редуктором установлены на отдельном фундаменте, а вертикальный редуктор 4— на тележке машины. Выходные валы 5—7 редуктора приводят во вращение соответственно прокатные валки 8 (валы 5, 6) и асбестированный валок 9 (вал 7).
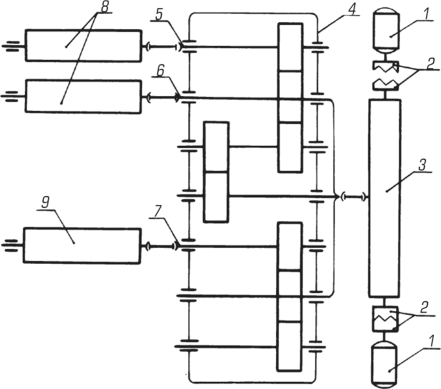
Рис. 4. Кинематическая схема привода машины для проката стеклопрофилита: 1 — электродвигатель; 2 — кулачковая муфта; 3 — червячный редуктор; 4 — вертикальный цилиндрический редуктор; 5-7 — выходные валы редуктора; 8 — прокатные валки; 9 — асбестированный валок.
От этого же редуктора приводится масляный плунжерный насос централизованной системы смазки, предусмотрена возможность вращения прокатных валков, в случае необходимости, вручную.
Рольный стол (рис. 5) предназначен для формования с помощью установленных на нем сменных формующих устройств ленты стекла, поступающей непрерывно с прокатной машины, в балку заданного профиля и для транспортировки отформованной балки ленты в печь отжига.
Рольный стол состоит из тележки 1 с катками 2 и станины 3. Положение рольного стола по отношению к оси ленты стекла (и по отношению к печи отжига) может регулироваться: в поперечном направлении — с помощью катков 2 тележки; в продольном направлении — с помощью винтового механизма 4 на тележке, включающего маховик с рукояткой.
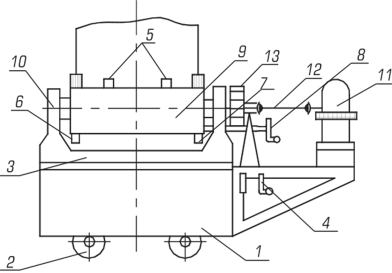
Рис. 5. Схема рольного стола.
На станине смонтированы формующее устройство и асбестированные валики. Формующее устройство представляет собой набор графитовых элементов, позволяющих сворачивать ленту стекла в необходимый профиль (коробку или швеллер) и располагается на специальных штырях 5. Штыри закреплены на ползунах 6 я 7, имеющих возможность перемещаться независимо друг от друга с помощью винтового механизма 8. Это позволяет регулировать формующие элементы в зависимости от вырабатываемого профиля.
Асбестированные валики 9 закреплены в специальных витых роликовых подшипниках, позволяющих работать в условиях повышенных температур. Подшипники расположены в корпусах подшипников 10, закрепленных на станине. Вращение асбестированных валиков рольного стола осуществляется от привода транспортирующих валиков печи отжига через червячный редуктор 11, карданный вал 12 и зубчатые цилиндрические шестерни 13.
В технологическую линию входят два рольных стола, один из которых резервный. Для отжига ленты профилированного стекла предназначена печь отжига (ППС-503), которая устанавливается в линии между рольным столом и рольгангом. Печь отжига — туннельного типа, непрерывного действия, разделена на следующие температурные зоны: выравнивания температуры, ответственного отжига, медленного охлаждения, быстрого охлаждения.
Первая и вторая зоны обогреваются электронагревателями.
Перемещение изделий в печи отжига осуществляется с помощью транспортирующих роликов, которые приводятся во вращение от индивидуальных редукторов (1 редуктор на 2 валика), соединенных между собой карданными валами, которые, в свою очередь, получают вращение от главного редуктора привода. Индивидуальные редукторы смонтированы на раме печи отжига и расположены вне горячей зоны (вне туннеля). Валки (72 шт.), расположенные в зонах наибольших температур (в первой и второй), охлаждаются водой.
Каркас печи, выполненный из листового железа и сортового металлического проката, состоит из 41 последовательно соединенной секции одинаковой длины, торцовых стенок и шиберного устройства.
Контроль за температурой в печи осуществляется с помощью термопар, наблюдение за движением проката — через смотровые окна в боковых стенках.
Задание: 1. Подготовить конспект лекции в печатном word-документе.
2. Предоставить схемы другихмашин горизонтальной прокатки стекла.
Срок выполнения 24.09.2020.