Многие детали машин имеют выпуклую и вогнутую форму. При распиливании и опиливании криволинейных поверхностей выбирают рациональный способ удаления лишнего металла. При каких-то условиях необходимо предварительное выпиливание ножовкой, при других — вырубка, при иных — высверливание и т. д. Чрезмерно большой припуск на опиливание ведет к большой потере времени на выполнение задания, а оставленный слишком малый припуск может привести к браку детали.
Вогнутая и выпуклая поверхности могут быть широкими или узкими, а также большого или малого радиуса кривизны.
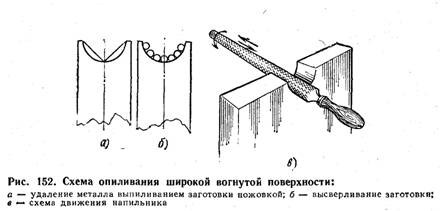
Учебное задание 1. Опиливание широкой вогнутой поверхности.
Задание выполняют в таком порядке.
1. На заготовке размечают контур детали.
2. Большую часть металла удаляют выпиливанием ножовкой, придав впадине в заготовке треугольную форму, или высверливанием.
Приклеить вклейки.
3. Драчевым круглым (или полукруглым) напильником опиливают грани и спиливают выступы, не доходя 0,3... 0,5 мм до риски.
4. Личным круглым или полукруглым напильником производят чистовое опиливание вогнутой поверхности. При перемещении напильника от себя его немного поворачивают вокруг оси и смещают в сторону, а при движении к себе те же движения выполняют в обратную сторону. Такой прием обеспечивает равномерный съем металла и получение плавной вогнутой поверхности. Радиус закругления напильника должен быть меньше радиуса опиливаемой поверхности.
Учебное задание 2. Опиливание вогнутой поверхности большого радиуса кривизны.
Задание выполняют в следующем порядке.
1. Размечают заготовку.
2. Заготовку закрепляют в тиски вогнутой поверхностью вверх.
3. Вогнутую поверхность опиливают закругленной частью полукруглого драчевого напильника, оставляя припуск на отделку 0,3... 0,5 мм.
Приклеить вклейки.

При рабочем ходе (ходе вперед) напильник смещают по опиливаемой поверхности вправо или влево, слегка поворачивая его.
4. Поверхность опиливают личным напильником до разметочной риски.
5. Обработанную поверхность проверяют шаблоном «на просвет».
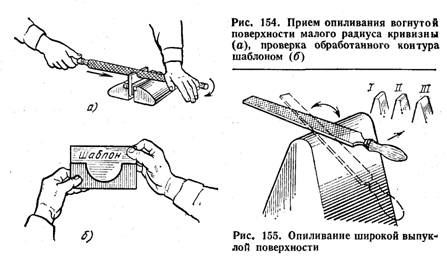
Учебное задание 3. Опиливание вогнутой поверхности малого радиуса кривизны. Задание выполняют в следующем порядке.
1. Размечают заготовку.
2. Подбирают круглый напильник, у которого диаметр меньше удвоенного радиуса кривизны обрабатываемой поверхности.
3. Заготовку закрепляют в тиски обрабатываемой частью вверх так, чтобы опиливаемый контур выступал над губками тисков.
4. Поверхность опиливают драчевым круглым напильником, оставляя припуск 0,3... 0,5 мм на отделку. При рабочем ходе делают вращательное движение напильником вокруг его оси.
5. Контур опиливают личным круглым напильником такого же диаметра до разметочной риски.
6. Обработанную поверхность проверяют шаблоном «на просвет».
Опиливание выполняют успешно при сочетании возвратно-поступательного и вращательного движений напильника по вогнутой поверхности. Сочетание этих движений обеспечивает равномерный съем металла и получение плавной криволинейной поверхности, при этом используется вся рабочая часть напильника.
Учебное задание 4. Опиливание широкой выпуклой поверхности.
В этом задании приведена обработка носка слесарного молотка.
Приклеить вклейки.
Задание выполняют в следующем порядке.
1. Размечают на заготовке контур носка.
2. Ножовкой срезают углы заготовки, которая приобретает пирамидообразную форму.
3. Закрепляют заготовку в тиски носком вверх.
4. Плоским драчевым напильником снимают металл, оставляя припуск 0,3... 0,5 мм на отделку (//). При опиливании напильник из горизонтального положения (или из положения, при котором носок инструмента опущен) переводят в наклонное (рукоятка опускается, носок поднимается). Для снятия равномерного слоя напильник перемещают не только вперед, но и немного вправо, поступая так при каждом рабочем ходе,
5. Плоским личным напильником опиливают поверхность до разметочной риски (///).
6. Проверяют опиленную поверхность шаблоном «на просвет».
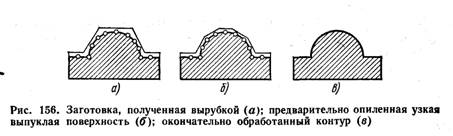
Учебное задание 5. Опиливание узкой выпуклой поверхности заготовки толщиной 3... 5 мм.
Задание выполняют в следующем порядке.
1. Размечают заготовку по чертежу.
2. Вырубают заготовку с припуском 2... 3 мм на обработку.
3. Закрепляют заготовку в тиски.
4. Заготовку опиливают драчевым напильником на многогранник, не доходя до разметочной риски 0,5 мм,
5. Выпуклую поверхность опиливают поперечным штрихом с припуском 0,1... 0,2 мм на отделку.
6. Выпуклую поверхность опиливают, а также сопряженную с ней плоскую поверхность опиливают личным напильником до разметочной риски.
7. Опиленный контур проверяют шаблоном.
Учебное задание 6. Изготовление шпонки.
Это задание включает опиливание прямолинейного контура и криволинейных поверхностей с точной подгонкой их сопряжений и получением размеров по чертежу. Задание выполняют в следующем порядке.
1. На стальной полосе отмеряют согласно чертежу длину заготовки для шпонки и ртрезают ножовкой.
2. Зажимают заготовку в тиски поверхностью А вверх,
3. Производят чистовое опиливание поверхности А.

4. Размечают заготовку — наносят контур шпонки, выдерживая заданные размеры (длину, ширину, радиусы закругления — рис. 157, б).
5. В тисках ножовкой обрезают углы заготовки, оставляя припуск на опиливание.
6. Заготовку зажимают в тиски так, чтобы поверхности / и 2 были вне губок тисков.
7. Опиливают поверхности 1 и 2 и проверяют отклонение их от перпендикулярности к плоскости А угольником.
8. Заготовку зажимают в тиски, оставляя вне губок тисков поверхности 3 и 4.
9. Опиливают поверхности 3 и 4 и проверяют отклонение их от перпендикулярности к поверхности А угольником, а размеры — штангенциркулем.
10. Шпонку подгоняют опиливанием к соответствующему пазу. Она должна входить в паз легко, без нажима и садиться плотно, без качки.
11. Поверхность Б опиливают по высоте, выдерживая заданный размер 12 мм. Получают готовую деталь.