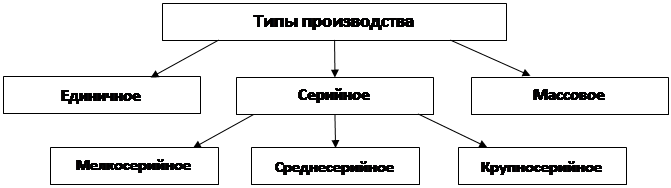
Постоянство видов выпускаемой продукции, а также постоянство структуры производственного процесса определяют типы производства: единичное, серийное и массовое.
Единичное производство характеризуется наиболее резко выраженным непостоянством структуры рабочего процесса, так как при этом типе производства каждое последующее изделие создает новый технологический процесс, отличающийся от прежнего по составу операций, по их продолжительности и последовательности, в которой они выполняются.
Характеризуется широким ассортиментом продукции и малым объемом выпуска одинаковых изделий.
К данному типу производства можно отнести судостроение, производство гидротурбин, прокатных станов и другого уникального (нестандартного) оборудования.
Отличительными особенностями единичного типа производства являются:
- многономенклатурность выпускаемой продукции;
- преобладание технологической специализации рабочих мест, участков, цехов;
- отсутствие постоянного закрепления за рабочими местами определенных изделий;
- использование универсального оборудования и размещение его по однотипным группам;
- наличие высококвалифицированных рабочих-универсалов;
- большой объем ручных операций;
- большая длительность производственного цикла и др.
Серийное производство характеризуется постоянством структуры рабочего процесса в период выпуска одной партии (серии) одинаковых изделий. Структура процесса изменяется по составу операций, их продолжительности и последовательности выполнения в связи с переходом на изготовление серии нового вида продукции.
Например, металлорежущие станки, насосы, компрессоры, оборудование химической и пищевой промышленности, консервное производство.
Характерно изготовление ограниченной номенклатуры продукции, периодически повторяющимися партиями (сериями) изделий через определенные промежутки времени.
В зависимости от продолжительности периода выпуска одной серии и размера партии различают мелкосерийное, среднесерийное и крупносерийное производства.
Для серийного типа производства характерна относительно большая номенклатура изделий, однако значительно меньшая, чем при единичном типе производства.
Основные особенности организации серийного производства:
- специализация рабочих мест по выполнению нескольких закрепленных операций;
- использование универсального и специального оборудования;
- незначительный объем ручных операций;
- наличие рабочих средней квалификации;
- незначительная длительность производственного цикла и др.
Массовое производство характеризуется наиболее резко выраженным постоянством структуры рабочего процесса, повторением одних и тех же операций на каждом рабочем месте в связи с изготовлением одного и того же вида изделия; изготовлением узкой номенклатуры продукции в больших количествах в течение продолжительного периода времени.
К данному типу производства можно отнести машиностроение, производство продовольственных товаров, одежды, обуви, бытовой техники.
Для массового производства характерны:
- ограниченная номенклатура изделий;
- предметная специализация рабочих мест;
- использование специального и специализированного оборудования;
- возможность механизации и автоматизации производственных процессов;
- наличие рабочих невысокой квалификации;
- минимальная длительность производственного цикла.
Характеристики типов производств
| № п/п | Факторы | Тип производства | ||
| единичное | серийное | массовое | ||
| Номенклатура изготавливаемых изделий | Большая | Ограниченная | Малая | |
| Постоянство номенклатуры | Отсутствует | Имеется | Имеется | |
| Объем выпуска | Малый | Средний | Большой | |
| Закрепление операций за рабочими местами | Отсутствует | Частичное | Полное | |
| Применяемое оборудование | Универсальное | Универсальное +специальное (частично) | В основном, специальное | |
| Применяемые инструмент и оснастка | Универсальные | Универсальные +специальные | В основном, специальные | |
| Квалификация рабочих | Высокая | Средняя | В основном, низкая | |
| Себестоимость продукции | Высокая | Средняя | Низкая | |
| Производственная специализация цехов и участков | Технологическая | Смешанная | Предметная |
Производственный цикл – это календарный период времени, в течение которого материал, заготовка или другой обрабатываемый предмет проходит все операции производственного процесса или определенной его части и превращается в готовую продукцию. Выражается в календарных днях или, при малой трудоемкости изделия, в часах.
Различают простой и сложный производственные циклы.
Простой – это цикл изготовления детали.
Сложный – это цикл изготовления изделия.
Длительность цикла в большей степени зависит от способа передачи детали (изделия) с операции на операцию.
Например, производственный цикл изготовления детали – период времени от поступления материала в обработку до окончания изготовления детали, а производственный цикл изделия – период времени от запуска исходного материала и полуфабрикатов в обработку до окончания изготовления и комплектации предназначенного к реализации изделия.
Сокращение цикла дает возможность каждому производственному подразделению (цеху, участку) выполнить заданную программу с меньшим объемом незавершенного производства. Это значит, что предприятие получает возможность ускорить оборачиваемость оборотных средств, выполнить установленный план с меньшими затратами этих средств, высвободить часть оборотных средств.
Вследствие того, что производственный процесс протекает во времени и пространстве, производственный цикл можно измерить длиной пути движения изделия и его комплектующих элементов, а также временем, в течение которого изделие проходит весь путь обработки.
Длительность производственного цикла – это интервал календарного времени от начала первой производственной операции до окончания последней; измеряется в днях, часах, минутах, секундах в зависимости от вида изделия и стадии обработки. Различают производственные циклы изделия в целом, циклы сборных единиц и отдельных деталей, циклы выполнения однородных операций, циклы выполнения отдельных операций.
Длительность производственного цикла (при прочих равных условиях) зависит от размеров партий запуска, размеров передаточных партий и размеров межоперационных заделов и обуславливает располагаемую производственную мощность частичных производственных процессов всей системы и возможные сроки начала и окончания работ.
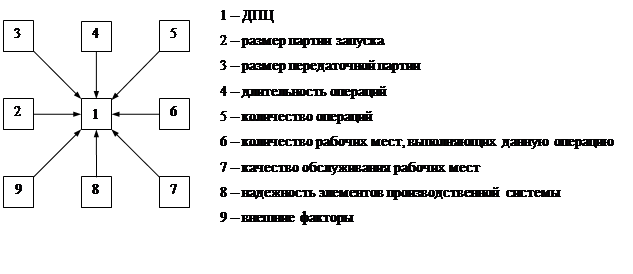
При этом под операцией понимается часть производственного процесса обработки предметов труда (ПТ) на одном рабочем месте без переналадки оборудования одним рабочим или группой рабочих при помощи одних и тех же орудий труда.
Под партией запуска понимается определенное количество ПТ одного наименования, обрабатываемых (или собираемых) на данной операции с однократной затратой подготовительно-заключительного времени.
Под передаточной партией (“пакетом”) понимается часть партии запуска, прошедшая обработку на данной и транспортируемая на непосредственно следующую за ней операцию.
Под заделом в общем случае понимается скопление ПТ (в ожидании обработки) между двумя непосредственно следующими друг за другом операциями. Различают оборотные и страховые (резервные) заделы.
Производственный цикл состоит из двух частей: рабочего периода, т.е. периода, в течение которого предмет труда находится непосредственно в процессе изготовления и времени перерывов в этом процессе.
Рабочий период – это время, в течение которого производится непосредственное воздействие на предмет труда либо самим рабочим, либо машинами и механизмами под его управлением; время подготовительно-заключительных работ; время естественных технологических процессов; время технологического обслуживания. Т.е. рабочий период состоит из времени выполнения технологических и нетехнологических операций; к числу последних относятся все контрольные и транспортные операции с момента выполнения первой производственной операции и до момента сдачи законченной продукции.
Время выполнения технологических операций и подготовительно-заключительных работ называется операционным циклом.
Время естественных технологических процессов – это время, в течение которого предмет труда изменяет свои характеристики без непосредственного воздействия человека или техники.
Время технологического обслуживания включает в себя: контроль качества обработки изделия; контроль режимов работы машин и оборудования, их настройку, легкий ремонт; уборку рабочего места; подвоз заготовок, материалов, приемку и уборку обработанной продукции.
На длительность рабочего периода оказывает влияние разного рода факторы, например: качество проектно-конструкторских работ; уровень унификации и стандартизации изделий; степень точности изделий (высокая точность требует дополнительной обработки, что удлиняет производственный цикл); организационные факторы (организация рабочего места, размещение складских помещений и др.). Недостатки организационного характера увеличивают подготовительно-заключительное время.
Время перерывов в работе – это время, в течение которого не производится никакого воздействия на предмет труда и не происходит изменение его качественной характеристики, но продукция еще не является готовой и процесс производства не закончен. Различают регламентированные и нерегламентированные перерывы. Регламентируемые перерывы делятся на внутрисменные (межоперационные) и междусменные (связанные с режимом работы).
Межоперационные перерывы делятся на:
- перерывы партионности – имеют место при обработке деталей партиями. Каждая деталь или узел, поступая к рабочему месту в составе партии, пролеживают до начала и по окончании обработки, пока вся партия не пройдет через данную операцию;
- перерывы комплектования – возникают в тех случаях, когда детали и узлы пролеживают в связи с незаконченностью изготовления других изделий, входящих в один комплект;
- перерывы ожидания – обусловлены несогласованностью (несинхронностью) длительности смежных операций технического процесса, возникают, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место для выполнения следующей операции.
Междусменные перерывы включают в себя перерывы между рабочими сменами, обеденные перерывы, перерывы для отдыха рабочих, выходные и праздничные дни.
Нерегламентированные перерывы связаны с организационно-техническими неполадками (несвоевременное обеспечение рабочего места материалом, инструментом, поломка оборудования, нарушение трудовой дисциплины и т.д.). Они включаются в производственный цикл в виде поправочного коэффициента или не учитываются.
Структура производственного цикла (соотношение образующих его частей) в различных отраслях машиностроения и на разных предприятиях неодинакова. Она определяется характером производимой продукции, технологическим процессом, уровнем техники и организации производства. Однако, несмотря на различия в структуре, возможности сокращения длительности производственного цикла заложены как в сокращении рабочего времени, так и в сокращении времени перерывов. Опыт передовых предприятий показывает, что на каждой стадии производства и на каждом производственном участке могут быть обнаружены возможности дальнейшего сокращения длительности производственного цикла. Оно достигается проведением различных мероприятий как технического (конструкторского, технологического), так и организационного порядка.
Производственный цикл является одним из важнейших показателей технико-экономического развития, который определяет возможности предприятия по объему выпуска продукции и затраты на ее производство.
Длительность производственного цикла относится к нормативам организации производственного процесса. Важно как рациональное пространственное размещение, так и оптимальная длительность производственного цикла.
Самостоятельная подготовка по теме «Производственный цикл и его длительность»
(данная выше информация – часть этой темы)