Шпоночные соединения
Шпоночные соединения подразделяют на ненапряженные и напряженные. Ненапряженные соединения получают при использовании призматических (рис. 4.1) и сегментных (рис. 4.2) шпонок. В этих случаях при сборке соединений в деталях не возникает монтажных напряжений. Для обеспечения центрирования и исключения контактной коррозии (фретинг-коррозии) ступицы устанавливают на валы с натягом.
|
|
Напряженные соединения получают при применении клиновых (например, врезной клиновой, рис. 4.3) и тангенциальных (рис. 4.4) шпонок. При сборке таких соединений возникают предварительные (монтажные) напряжения.
Основное применение имеют ненапряженные соединения.
|
|

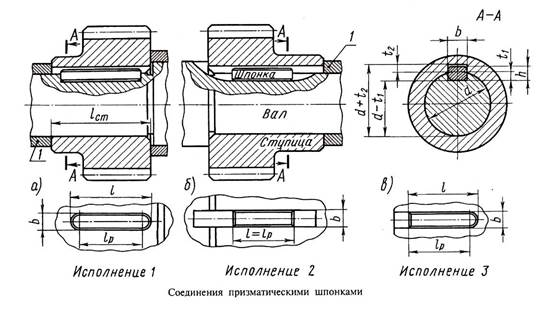
Соединения призматическими шпонками. Конструкции соединений призматическими шпонками изображены на рис. 4.1. Рабочими являются боковые, более узкие грани шпонок высотой h. Размеры сечения шпонки и глубины пазов принимают по стандарту в зависимости от диаметра d вала.
По форме торцов различают шпонки со скругленными торцами – исполнение 1 (рис. 4.1, а), с плоскими торцами – исполнение 2 (рис. 4.1, б), с одним плоским, а другим скругленным торцом – исполнение 3 (рис. 4.1, в).
Шпонку запрессовывают в паз вала. Шпонку с плоскими торцами, кроме того, помещают вблизи деталей (концевых шайб, колец и др.), препятствующих ее возможному осевому перемещению. Призматические шпонки не удерживают детали от осевого смещения вдоль вала. Для фиксации их от осевого смещения применяют распорные втулки (1 на рис. 4.1), установочные винты (1 на рис. 4.2) и др.
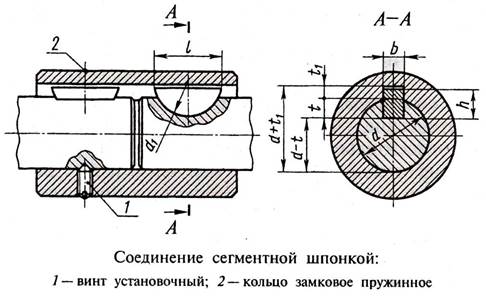
Соединения сегментными шпонками (рис. 4.2). Сегментные шпонки, как и призматические, работают боковыми гранями. Их применяют при передаче относительно небольших вращающих моментов, так как глубокий паз значительно ослабляет вал. Сегментные шпонки и пазы для них просты в изготовлении, удобны при монтаже и демонтаже (шпонки свободно вставляют в паз и вынимают). Глубокая посадка шпонки обеспечивает ей устойчивое положение. Широко применяют в серийном и массовом производстве.
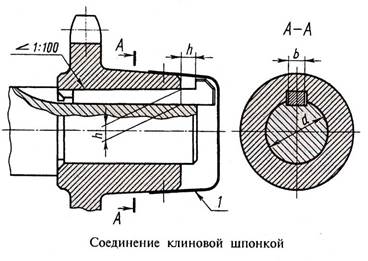
Соединения клиновыми шпонками (рис. 4.3). Клиновые шпонки имеют форму односкосных самотормозящих клиньев с уклоном 1:100. Такой же уклон имеют и пазы в ступицах. Клиновые шпонки изготовляют без головок и с головками. Головка служит для выбивания шпонки из паза. По нормам безопасности выступающая головка должна иметь ограждение (1 на рис. 4.3). В этих соединениях ступицу устанавливают на валу с небольшим зазором. Клиновую шпонку забивают в пазы вала и ступицы с зазорами по боковым граням, в результате на рабочих широких гранях шпонки создаются силы трения, которые могут передавать не только вращающий момент, но и осевую силу. Поэтому можно не применять других способов фиксации ступицы от продольного перемещения вдоль вала. Соединение хорошо воспринимает ударные и переменные нагрузки.
При забивании клиновой шпонки в соединении возникают распорные радиальные силы, которые вызывают деформацию ступицы и ее радиальное смещение относительно вала, что нарушает центрирование детали на валу и вызывает биение. Соединения клиновыми шпонками применяют в тихоходных передачах, область их применения сокращается.
Соединения тангенциальными шпонками (рис. 4.4). Тангенциальная шпонка состоит из двух односкосных клиньев с уклоном 1:100 каждый. Работает узкими боковым гранями. Клинья вводятся в пазы вала и ступицы ударом; образуют напряженное соединение. Распорная сила между валом и ступицей создается в касательном (тангенциальном) направлении. В соединении ставят две тангенциальные шпонки под углом 120°, каждая шпонка передает момент только в одну сторону.
Применяют для валов диаметром свыше 60 мм при передаче больших вращающих моментов с переменным режимом работы (например, крепление маховика на валу двигателя внутреннего сгорания и др.).