Наличие в авиационных двигателях большого количества деталей с зубчатым зацеплением приводит к широкому применению зубообрабатывающих станков. Детали отличаются высокой точностью, которую можно обеспечить в основном на оборудовании, работающем по методу обкатки.
Наиболее производительными являются зубофрезерные станки, обработка на которых производится червячными фрезами. Эти станки имеют типовую структуру и компоновку.
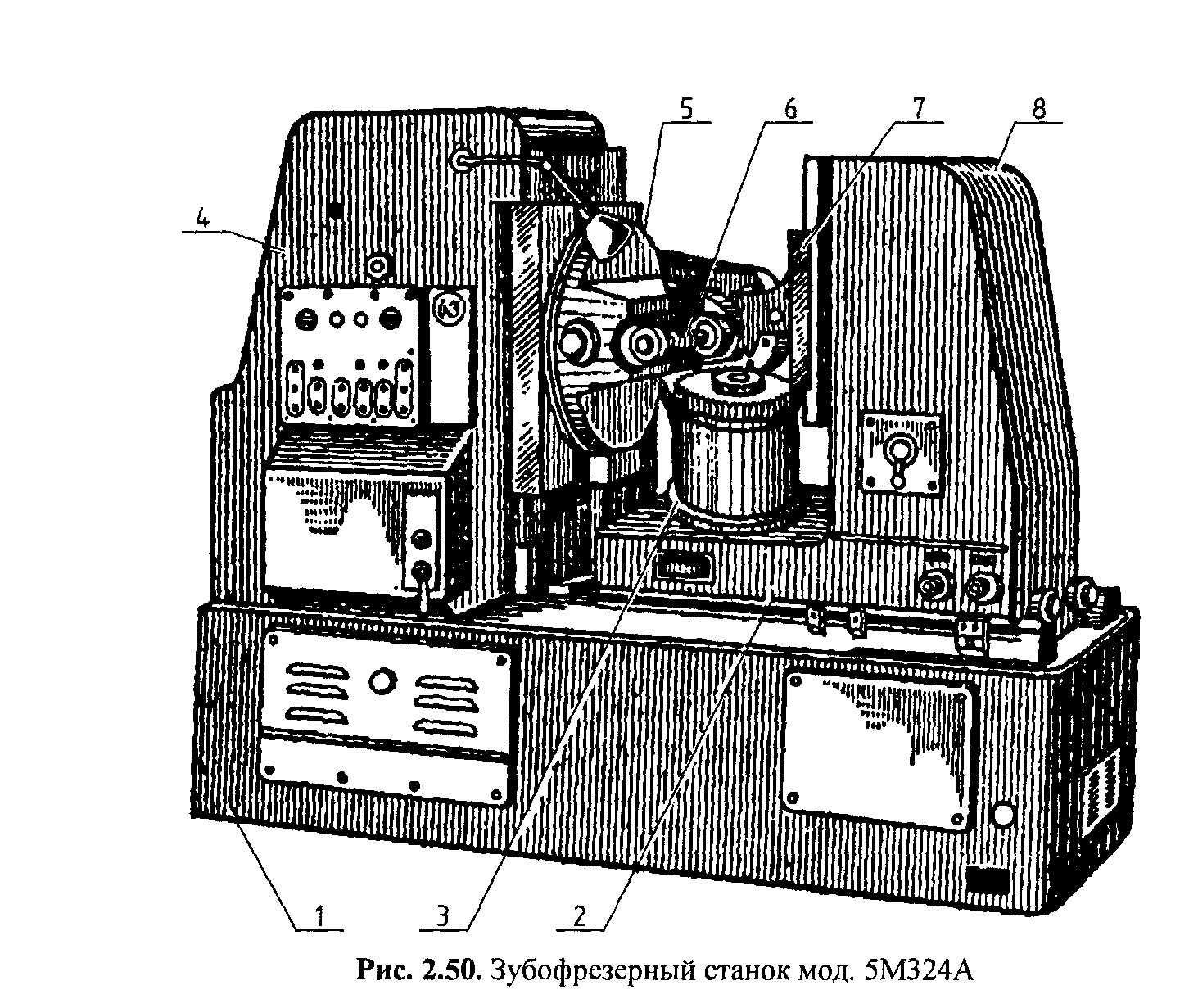
На рис. 50 приведен общий вид зубофрезерного станка.
Станок предназначен для фрезерования цилиндрических прямозубых и косозубых колес, а также червячных колес в условиях серийного и крупносерийного производства. На станине 1 расположены салазки 2 стола 3. Стол может перемещаться в радиальном направлении. Слева на станине размещена стойка 4, на вертикальных направляющих которой установлен суппорт 5 с фрезерной головкой 6. Благодаря наличию поворотного круга фрезу вместе с фрезерной головкой можно поворачивать на заданный угол. Справа на столе расположена стойка 8, по вертикальным направляющим которой перемещается кронштейн 7, поддерживающий верхний конец оправки с заготовкой.
| Рис. 50. Зубофрезерный станок |
Внутренние зубчатые зацепления, а также малые венцы блочных колес нарезаются на зубодолбежных станках. Схема зубодолбежного станка мод. 5В150 приведена нарис.51.
На станке можно нарезать прямозубные и косозубные колеса.
Нарезаемое колесо крепится на горизонтальной планшайбе стола при помощи специального приспособления. Стол имеет подачи: ускоренную, от отдельного привода для ориентировочной установки в исходное положение; медленную ручную для точной установки в исходное положение и врезания долбяка в заготовку; механическую (радиальную подачу) для врезания долбяка в заготовку на заданную глубину. Станок работает по замкнутому автоматическому циклу. После пуска станка начинаются одновременные движения долбяка, обката и механической подачи. При достижении долбяком заданной глубины процесс врезания автоматически прекращается, после чего планшайба стола делает один полный оборот. Косозубые шестерни нареза 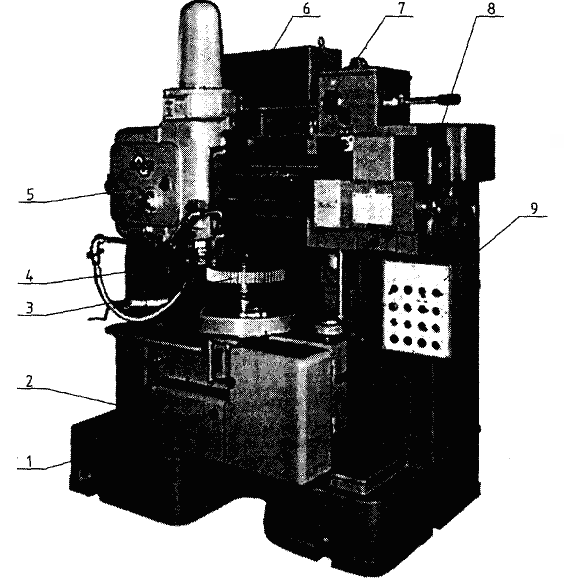
| Рис. 51. Зубодолбежный станок мод. 5В150: 1–станина; 2–стол откидной; 3–обрабатываемое зубчатое колесо; 4–долбяк; 5–инструментальная каретка со штосселем; 6–электрошкаф; 7–направляющие; 8–механизм врезания; 9–пульт управления |
ются при помощи специального приспособления, которое монтируется на суппорте станка.
Нарезание конических колес производится на зубострогальных станках (прямозубых) и на специальных зуборезных полуавтоматах (с круговым зубом). Станки работают по методу обката. Общий вид зубострогального станка приведен на рис. 52.
Обрабатывающие резцы устанавливаются в каретки, совершающие попеременное возвратно-поступательное перемещение. Каретки находятся в направляющих планшайбы, которая поворачивается, обеспечивая движение обката инструмента относительно заготовки, установленной в шпинделе бабки. Все узлы станка смонтированы на станине. Внутри станины и стойки размещены приводы и органы настройки формообразующих движений. Станок работает в полуавтоматическом режиме. Обработка каждого зуба производится поочередно. После полной обработки детали станок автоматически останавливается.

| Рис. 52. Зубострогальный полуавтомат модели 5723В: 1–станина; 2–люлька; 3–планшайба; 4–каретки; 5–стол; 6–бабка |
Чистовая обработка поверхностей зубьев производится на шевинговальных или зубошлифовальных станках. Схема работы зубошевинговального станка приведена на рис. 53.
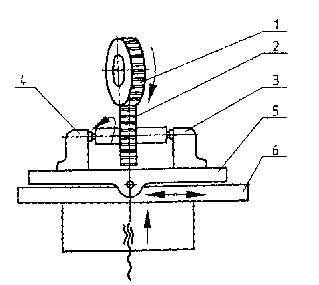
| Рис. 53. Схема работы зубошевинговального станка: 1–шевер; 2–обрабатываемая заготовка; 3–левая бабка; 4–правая бабка; 5–стол верхний; 6–стол нижний |
Шевер вращается от электродвигателя и принудительно вращает обрабатываемую заготовку, установленную в центрах левой и правой бабок, размещенных на верхнем столе. Верхний стол шарнирно связан с нижним столом, получающим возвратно-поступательное движение. Стол в конце каждого двойного хода совершает вертикальную подачу. Таким образом, в станке происходят следующие
движения: вращение шевера и колеса, возвратно-поступательное перемещение колеса и перемещение колеса в радиальном направлении к шеверу.
Для обработки колес высокой точности и закаленных колес применяются зубошлифовальные станки.
Протяжные станки
Протяжные станки широко применяются для обработки деталей авиадвигателей. По характеру работы они делятся на станки внутреннего и наружного протягивания, а по расположению инструмента па горизонтальные и вертикальные.
Горизонтальные протяжные станки. Общий вид горизонтального станка для внутреннего протягивания приведен на рис. 54
В полой части сварной станины 1 коробчатой формы смонтированы основные агрегаты гидравлического привода, являющегося основным для этого вида станков. Слева расположен силовой цилиндр 2. Шток поршня связан с рабочими салазками, которые, перемещаясь в направляющих вдоль оси станка, служат дополнительной опорой. На конце штока имеется втулка с патроном для закрепления левого конца протяжки 3, правый конец которой зажат во вспомогательном патроне 4. Приспособление для установки детали и сама деталь упираются в неподвижный корпус 5 станины.
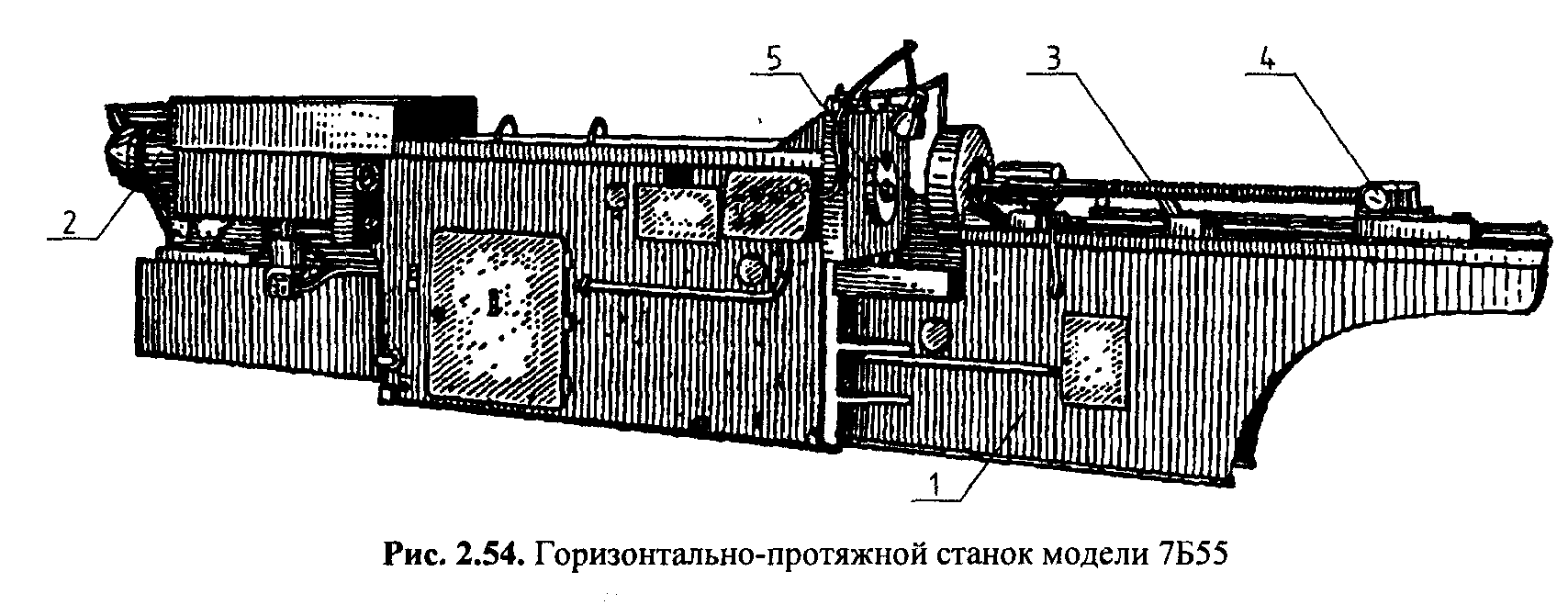
| Рис. 54. Горизонтально-протяжной станок модели 7Б55 |
Станок может работать с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход для обрабатывающих зубьев, замедленный рабочий ход для калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Вертикально-протяжные станки применяются для наружного протягивания сложных корпусных элементов деталей (например, пазы дисков турбин и компрессоров) и для внутреннего протягивания.
На рис. 55 приведен общий вид вертикального протяжного станка для внутреннего протягивания.
На основании 1 установлена тумба 2, на которой смонтирован стол 3. На столе в приспособлениях устанавливают и закрепляют детали. Протяжки при помощи инструментальных плит закрепляют в каретке 5, перемещающейся в вертикальных направляющих станины 6. При перемещении протяжки вниз осуществляется рабочий ход, при ходе вверх — холостой ход. Станок имеет два стола и две каретки, работа которых согласована: если с одной совершается рабочий ход, то с другой — холостой.
Вертикальные протяжные станки для наружного протягивания отличаются от станков для внутреннего протягивания тем, что стол имеет поперечное перемещение, связанное с различной формой и размерами деталей, подвергаемых обработке.
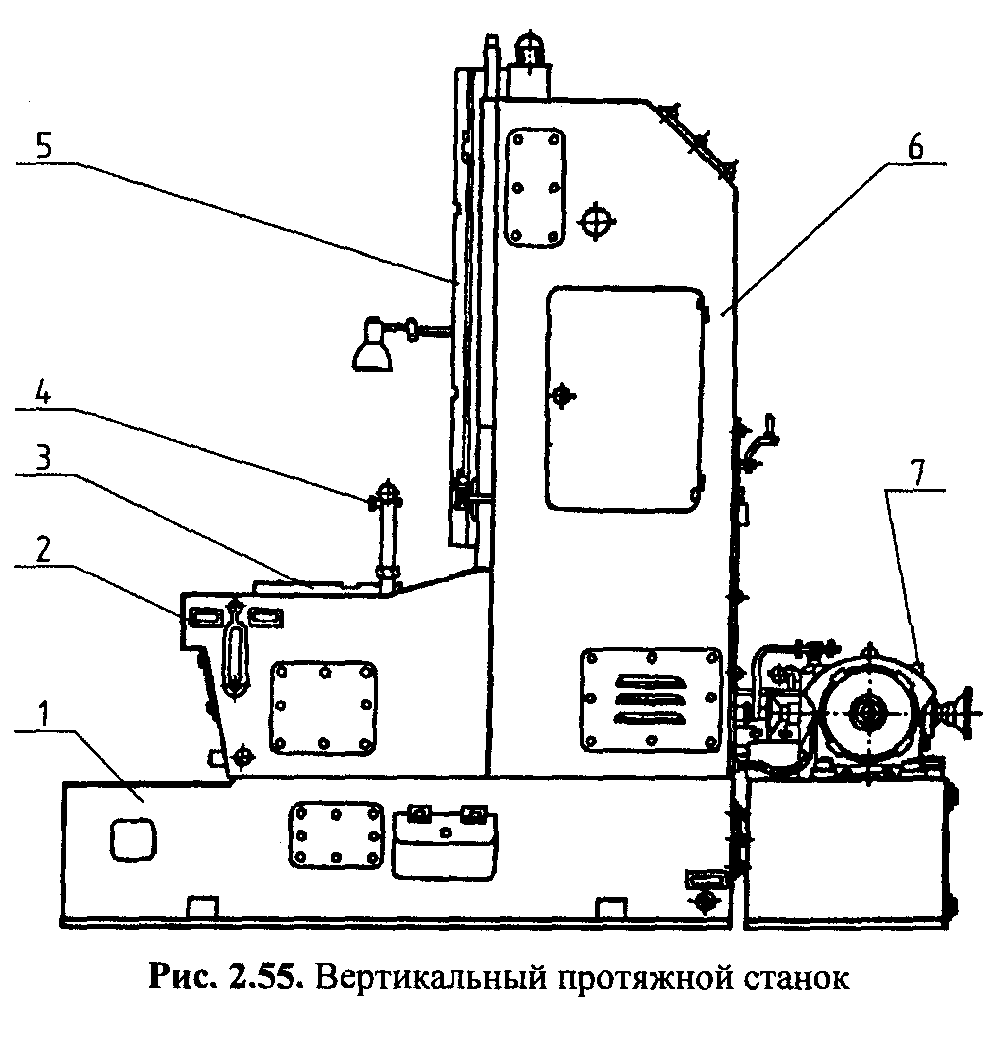
| Рис. 55. Вертикальный протяжной станок |