02 Сен 2012. Отзывов (16) »
Эта статья является завершающей в цикле " Техническое размножение (градация) лекал". К сожалению, ввиду малого количества комментариев, я не поняла насколько тема оказалась востребованной и доступной в изложении. И все же, постараюсь довести начатое до логического завершения.
Напомню, что в предыдущих статьях, посвященных градации лекал, мы рассмотрели общие принципы технического размножения и детальную характеристику пропорционально-расчетного способа градации, который получил наибольшее распространение в современных условиях промышленного производства одежды.
В качестве примеров я уже приводила типовые схемы технического размножения отдельных деталей. Для того, чтобы создать общую картину процесса применительно к отдельному виду изделия, далее на рисунках 1-6 представлены схемы градации основных деталей женского жакета по размерам и ростам согласно ЕМКО СЭВ.

Рисунок 1 - Схема градации по размерам деталей спинки женского жакета (группа размеров 84-104)
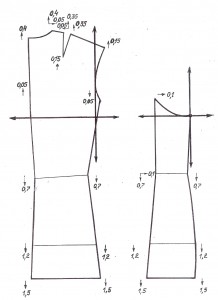
Рисунок 2 - Схема градации по ростам деталей спинки женского жакета

Рисунок 3 - Схема градации по размерам деталей полочки женского жакета (группа размеров 84- 104)

Рисунок 4 - Схема градации по ростам деталей полочки женского жакета
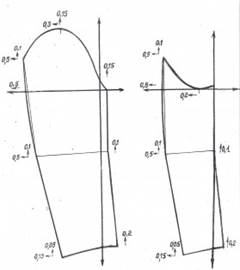
Рисунок 5 - Схема градации по размерам деталей рукава женского жакета (группа размеров 84-104)

Рисунок 6 - Схема градации по ростам деталей рукава женского жакета
При градации лекал деталей по ростам в первую очередь учитывается такой показатель, как разница в длинах изделий смежных (соседних) ростов, которая получила название межростовой разницы.
Межростовая разница по длине изделия устанавливается различной в зависимости от вида изделия и соотношения его длины с общей длиной тела (ростом). Для практических целей можно использовать значения величин межростовой разницы, приведенные в таблице 1. Межростовая разница по длине рукава (длинного) устанавливается для всех видов плечевой одежды одинаковой, равной 2,0 см.
Таблица 1 – Межростовая разница по длине швейных изделий
| Вид одежды | Длина изделия, см | Межростовая разница, см |
| Жилет короткий | до 40 | 1.0 |
| Блузка | 41-60 | 1.5 |
| Пиджак, жакет | 61-80 | 2.0 |
| Платье и пальто короткие | 81-100 | 3.0 |
| Брюки, платье и пальто удлиненные | 101-125 | 4.0 |
| Платье и пальто длинные | 126-150 | 5.0 |
Величины перемещений конструктивных точек от размера к размеру и от роста к росту для основных деталей швейных изделий в большинстве методик обычно представляются в виде сводных таблиц, в которых для каждой точки указывается величины ее перемещения по горизонтали и вертикали на один смежный размер или рост. Причем, указанные величины характерны для увеличения размера или роста. Если необходимо получить лекала меньшего роста или размера, то величины приращений в точках не изменяются, а откладывание этих приращений осуществляется в противоположном направлении относительно выделенных осей градации (см. предыдущую статью).
Если необходимо, минуя смежный размер, сразу получить крайний, например, перейти от 46 размера к 52-ому, то указанные на схеме величины перемещения точек сразу увеличиваются пропорционально количеству промежуточных размеров. В нашем примере для перехода к 52- ому размеру нужно пройти через 48, 50 и 52 размер, следовательно, значения перемещений в каждой из точек на схеме должны быть увеличены в три раза. Надеюсь, что это понятно? Новое положение конструктивных точек будет находиться на конце диагонали прямоугольника, построенного на сторонах, соответствующих троекратно увеличенным приращениям по горизонтали и вертикали.
Ну, вот вроде бы и все, что я хотела бы рассказать о процессе градации. Безусловно, в трех статьях невозможно осветить все нюансы процесса. Это только основы!!! Буду рада, если и вы поделитесь своим опытом технического размножения лекал!!!
Хотелось бы также отметить тот факт, что использование отдельных программ по автоматизации процесса конструкторской подготовки производства (САПР) позволяет исключить классические приемы градации лекал. В этом случае, при работе с базовым размером (при условии соответствующих настроек), аналогичная работа параллельно осуществляется с чертежами и лекалами всей группы размеров, на которые предполагается изготавливать изделие. Что, в конечном счете, определяет б о льшую степень точности разработки всего комплекта лекал.