ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОРПУСА............................................
1.1. Цели и задачи проектИРОВАНИЯ..................................................
1.2. Анализ производственных условий........................................
1.3. предпроектная подготовка чертежа детали......................
1.3.1. Общая характеристика и анализ детали «корпус»............................
1.3.2. анализ детали на технологичность.....................................................
1.3.3. Выбор метода получения заготовки....................................................
1.3.4. Анализ размерных связей детали........................................................
1.3.5. Определение технологических комплексов поверхностей................
1.4. ПРОЕКТИРОВАНИЕ СИСТЕМЫБАЗИРОВАНИЯ И ПОСЛЕДО-
ВАТЕЛЬНОСТИ ОБРАБОТКИ..................................................................
1.4.1. Разработка системы базирования для ориентации заготовки
при механической обработке...............................................................
1.4.2. Выбор последовательности обработки технологических
комплексов поверхностей....................................................................
1.4.3. Выбор и анализ вариантов базирования..............................................
1.4.4. Составление схемы маршрута обработки............................................
1.5. проектирование ПЛАНОВ обработкИ И Установление
этапов
1.5.1. Расчет уточнений для поверхности Æ15 k 6.........................................
1.5.2. установление этапов обработки..........................................................
1.6. проектирование операциЙ.............................................................
1.6.1. проектирование структуры координатно-расточной операции….....
1.6.2. Выбор оборудования............................................................................
1.6.3. Выбор режущего инструмента.............................................................
1.6.4. Выбор мерительного инструмента.....................................................
1.6.5. расчет припусков и межпереходных размеров...................................
1.7. проектирование ПЕРЕХОДА.............................................................
1.7.1. расчетов режимов резания...................................................................
1.7.2. проектирование точности технологического перехода......................
3. ПРОЕКТИРОВАНИЕ ПРИСПОСОБЛЕНИЙ...............................................
3.1. установОЧНО-ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ
для вертикально-фрезернОГО станкА.......................................
3.1.1. Задание на проектирование...................................................................
3.1.2. Устройство приспособления и его эксплуатация.................................
3.2. установОЧНО-ЗАЖИМНОЕ ПЕРЕНАЛАЖИВАЕМОЕ
ПРИСПОСОБЛЕНИЕ...................................................................................
3.2.1. Задание на проектирование...................................................................
3.2.2. Устройство приспособления и его эксплуатация.................................
Исходные данные
Заводом были предоставлены чертежи механизма НЭК и входящих в него деталей, а также разработанные для них технологические процессы их изготовления, сведенья об оборудовании, приспособлениях и инструменте, существующем на предприятии.
Годовая программа выпуска – 100 шт.
Программу выпуска деталей (100 шт./год), масса (1.1кг) и габариты (107х190).
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОРПУСА
Цели и задачи проектИРОВАНИЯ
Цель проекта:
— спроектировать рациональный технологический процесс обработки корпуса узла, исходя из конкретных условий производства;
— усовершенствовать обработку при снижении трудоемкости и себестоимости на величину порядка 8…10%;
— повысить культуру производства.
Задачи проекта:
— устранить разметку и выверку детали при установке на станке;
— обеспечить опорное базирование;
— разработать оснастку, способную обеспечить опорное базирование;
— обеспечить получение точности формообразующих размеров, для чего:
— применить рациональную размерную наладку;
— использовать рациональные режимы резания;
— организовать рациональный контроль выпускаемой продукции.
Анализ производственных условий
Прежде всего следует определить тип производства. Проще всего это сделать через коэффициент закрепления операций:
K = tв / tшт.,
где tв. — такт выпуска в минутах,
tшт. — штучное время в минутах.
В свою очередь такт выпуска определяется по формуле:
tшт. = F д ´ 60 / N,
где F д — действительный годовой фонд времени работы оборудования в часах;
N — годовая производственная программа.
Тогда
tв. = 2014 ´ 60 /100 = 1208 мин.
Определив штучное время по заводскому процессу (tшт. = 12,5 мин), определим коэффициент закрепления операций:
K = tв / tшт. = 1208 / 12,5 = 97.
В соответствии с ГОСТ 31108-74 при величине К > 20 имеет место мелкосерийное производство.
Произведем предварительный расчет партии запуска по формуле:
n = N × a / f,
где N — годовая программа;
a — число дней, на которые необходим запас деталей на складе (или периодичность запуска); а для мелких деталей применяется равным от 7 до 10;
f — число рабочих дней в году.
Тогда — по предварительной оценке — величина партии запуска:
n = 100 ´ 10 / 254 = 4 шт.
(Приведенные выше расчеты проведены по формулам источника [1]).
Следует заметить, что для того, чтобы повысить производительность (за счет времени на установку и настройку оснастки) партию запуска возможно придется увеличить до 8…10 штук.
В условиях мелкосерийного производства деталь изготавливается по разметке с последующей выверкой, оснастка под деталь отсутствует, в основном используются машинные тисы. Все приемы, применяемые в работе, индивидуальны.
Следствием всего, сказанного выше, является низкая технологическая дисциплина и культура производства, большая трудоемкость производства, что неизбежно сказывается как на себестоимости, так и качестве механизма.
Предпроектная подготовка чертежа детали
Общая характеристика и анализ детали «корпус»
2.3.1. Общая характеристика и анализ детали «корпус»
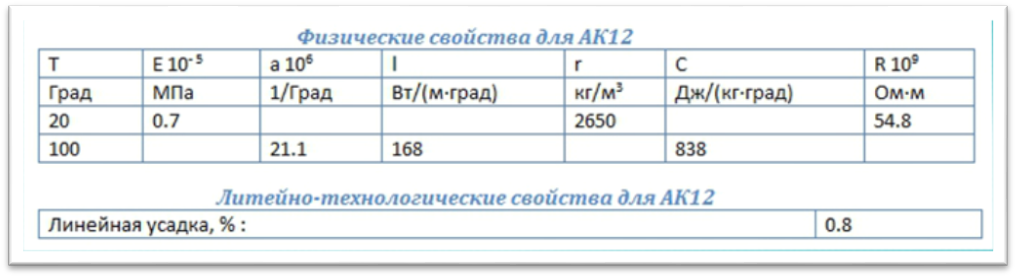
Корпус механизма управления — деталь коробчатой формы с размерами 190 ´ 107 ´ 121 мм — изготавливается литьем в землю из сплава Ак12
| Марка: | АК12 (другое обозначение АЛ2) |
| Классификация: | Алюминиевый литейный сплав |
| Применение: | Сплав на основе системы алюминий - кремний - магний (силумин). Из сплава получают плотные герметичные отливки сложной формы, не испытывающие в процессе эксплуатации значительных нагрузок, сплав отличается высокой герметичностью. |
Химический состав в % материала АК12
ГОСТ 1583 - 93
| Fe | Si | Mn | Ti | Al | Cu | Zr | Mg | Zn | Примесей |
| до 1.5 | 10 - 13 | до 0.5 | до 0.1 | 84.3 - 90 | до 0.6 | до 0.1 | до 0.1 | до 0.3 | всего 2.7 |
Примечание: Al - основа; процентное содержание Al дано приблизительно.
Фома детали типа «Корпус» достаточно сложна. Заготовка получена литьем
Силумин марки АК12 имеет малую плотность, поскольку в его состав входит легкий кремний – плотность составляет 2,66 г/см3. Он обладает важными свойствами, которые с трудом удается получить у более прочных алюминиевых сплавов:
· высокая жидкотекучесть;
· низкая линейная усадка;
· превосходная свариваемость.
Сплав АК12 дает малую усадку в процессе литья, практически не образует трещин. При этом отливки, за счет его малого интервала кристаллизации (близкого к нулю), обладают небольшой пористостью. Но из-за склонности алюминиево-кремниевого сплава к газонасыщению, изделия могут содержать концентрированные газовые раковины – закрытые открытые или полости с шершавой поверхностью. Именно из-за них возникают немалые трудности при изготовлении массивных и сложных по форме заготовок из АК12.

Коррозионная стойкость – второй после литейных качеств, но не менее важный параметр сплава АК12. В целом он обладает средним уровнем антикоррозийности, поэтому может использоваться в промышленности без защитного покрытия или с нанесенным на его поверхность слоем краски. Скорость коррозии силумина АК12 в морском и влажном воздухе во многом зависит от его состава.
Сплав АК12 превосходно сваривается любыми видами сварки, как аргоновой, так и точечной, давая довольно прочный сварочный шов.