ПР применяются в операциях сборки, обслуживания станков с ЧПУ, сварки и контроля. По вычислительной нагрузке на управляющую ЭВМ производственные операции делятся на два вида:
• информационно-простые операции — это операции переноса большого
числа предметов или предметов, тяжелых для человека;
• информационно сложные операции — это операции сборки и контроля.
Для выполнения этих операций применяют 16-ти и 32-разрядные про
цессоры с памятью 256 Кбайт и выше, развитые операционные систе
мы, включая средства защиты памяти, с робото-ориентированным и за-
дачно-ориентированными языками программирования высокого уровня.
Перспективное направление — использование как аналоговых микро
процессоров (где в одном кристалле реализованы цифровые элементы мик
ропроцессора), так и цифро-аналоговых и аналого-цифровых преобразова
телей и схема управления периферийными устройствами. Важная характе
ристика систем управления ПР — надежность. Для ее обеспечения исполь
зуют адаптивные микропроцессоры. Наличие в этих устройствах узлов,
средств диагностики отказов и самовосстановления, реализующих в сово
купности адаптивные внутренние связи, способствует увеличению надеж
ности робото-ориентированных вычислительных устройств до показателей,
отвечающих производственным требованиям.
Системы управления ПР
Системы управления ПР предназначены для управления его работой и организации его взаимодействия с технологическим оборудованием (рис. 3.1).
ПР состоит из манипулятора 2 и системы управления 4. Внешняя по отношению к роботу среда включает обычно технологическое оборудование /, которое обслуживает робот и транспортирующую позицию 10 (выходной участок непрерывного или дискретного транспорта, вибробункер, лоток с ориентированными и неориентированными деталями и т. п.). Сие-
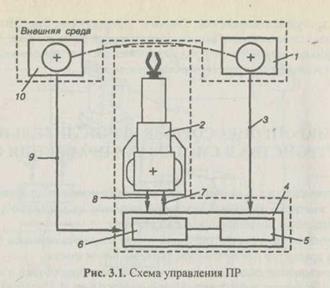
тема управления формирует информационный поток, содержащий набор команд для управления манипулятором.
Этот поток формируется на основе информации о состоянии манипуляторов (поток 8) и информации о состоянии внешней среды (потоки 3 и Р). Информация о состоянии манипулятора — это совокупность сигналов, например, с конечных выключателей, путевых датчиков о положении элементов манипулятора. Эти сигналы говорят, например, что захват выдвинут до упора или на расстояние S и разжат, их достаточно, чтобы с некоторой степенью точности управлять положением рабочих органов манипулятора в пространстве, однако его работа не будет синхронизирована с работой станка и транспортирующей системы.
Обычно необходимы синхронизирующие сигналы по цепи 3 о готовности технологического оборудования, и сигнал по цепи 9 о присутствии полуфабриката. Только при наличии обоих синхросигналов система управления выдает команду на начало цикла работы манипулятора.
Управляющие команды на манипулятор часто простым механическим, математическим или преобразованием внешней или внутренней информации не могут быть сформированы или это оказывается сопряженным с большим числом трудностей, например, с необходимостью очень большого числа сигналов. Так, если необходимо остановить захват в некотором промежуточном положении при первом проходе и не останавливать при втором, помимо наличия сигналов с датчика промежуточного положения необходимо еще считать и запоминать проходы.

Система управления в этом случае, кроме блока преобразования информации 6, должна иметь память 5, наличие которой существенно уменьшает число необходимых для управления сигналов.