МЕХАНИЧЕСКИЕ ИНТЕРФЕЙСЫДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Часть I
«Магазинные загрузочные устройства»
Методическое пособие
Санкт-Петербург
Методическое пособие предназначено для студентов, выполняющих выпускные работы бакалавров по направлениям: 552900 «Технология, оборудование и автоматизация машиностроительных производств» и 551800 «Технологические машины и оборудование», а также для студентов, выполняющих дипломные проекты на соискание квалификации «инженер» по направлению подготовки дипломированного специалиста 151000 - «Конструкторско-технологическое обеспечение автоматизированных машиностроительных производств» по специальности 151001 «Технология машиностроения».
Составитель: Слатин В. И., доцент, кандидат технических наук
Методическое пособие печатается по решению редакционно-издательского совета Санкт-Петербургского государственного политехнического университета.
Введение
При автоматизации технологического оборудования в машиностроении, в частности металлорежущих станков, одной из основных проблем является автоматизация загрузки заготовок и разгрузки (съема) обработанных деталей.
Автоматизация загрузки и разгрузки в общем комплексе задач по автоматизации технологических процессов является одной из наиболее сложных задач, что вызвано разнообразием процессов, а также форм и размеров заготовок (деталей).
Конструкция и принцип работы загрузочно-разгрузочных устройств (интерфейсов) определяется типом заготовок, видом обработки и рабочим пространством станка, на который устанавливается это устройство.
Загрузочно-разгрузочные устройства разделяются на три типа: магазинные, бункерно-магазинные и бункерные.
В этом пособии рассмотрим магазинные загрузочные устройства, которые следует применять для загрузки заготовок, ориентация которых затруднена вследствие особенностей их формы, размеров и массы или когда по характеру серийности производства нецелесообразно изготовлять сложные загрузочные устройства.
Часть 1. Магазины
Магазинные загрузочные устройства применяются для заготовок, имеющих большие габаритные размеры и сложные формы, которые не поддаются автоматическому ориентированию. Поэтому заготовки в таких устройствах загружают и ориентируют вручную, либо специальным укладочным (стапелирующим) механизмом в один ряд или вплотную, либо вразрядку на специальные установочные элементы устройства.
В самотечных магазинах заготовки перемещаются под действием сил тяжести.
Трубчатые самотечные магазины могут быть прямыми и изогнутыми, а также жесткими и гибкими. Применяются для транспортирования заготовок типа шар, цилиндр, перемещаемый вдоль оси вращения. На рис. 1 приведены схемы прямого (рис. 1, а), изогнутого (рис. 1, б) и гибкого (рис. 1, в) трубчатых самотечных магазинов.
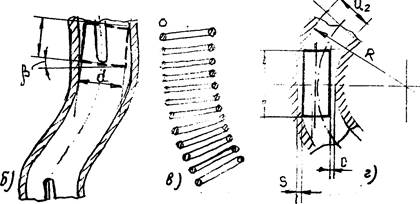
Рис. 1.
Обычно транспортируются заготовки с соотношением  .
.
Если  , то ориентация заготовки может измениться в процессе транспортирования, и они могут заклиниваться на участке изгиба трубки. Заклинивание происходит и в тех случаях, когда заготовка занимает положение под углом
, то ориентация заготовки может измениться в процессе транспортирования, и они могут заклиниваться на участке изгиба трубки. Заклинивание происходит и в тех случаях, когда заготовка занимает положение под углом  , меньшим или равным углом трения (рис. 1, 6).
, меньшим или равным углом трения (рис. 1, 6).
Диаметр отверстия в трубке принимается равным  . Если транспортируется заготовка в изогнутом трубчатом магазине, то необходимо определить минимально допустимый радиус закругления
. Если транспортируется заготовка в изогнутом трубчатом магазине, то необходимо определить минимально допустимый радиус закругления  наружной стенки и диаметр
наружной стенки и диаметр  отверстия на изогнутом участке (рис. 1, г) соответственно по следующим формулам:
отверстия на изогнутом участке (рис. 1, г) соответственно по следующим формулам:
 ,
,
 ,
,
где с - зазор между заготовкой и стенкой трубки, который принимается равным допуску, в мм.
В трубчатых жестких магазинах на прямолинейных участках прорезают окна шириной 3...8 мм для наблюдения за перемещением заготовок, а также наличием заготовок в магазине. Гибкие трубчатые магазины (пружинные, резиновые) позволяют изменять расстояние между соединяемыми функциональными механизмами устройства.
Шахтные самотечные магазины используются для плоских заготовок. Он представляет собой шахту, чаще всего конструктивно выполненную из профильных уголков (рис. 2, а). Высоту шахт принимают 250...400 мм. Зазор между заготовкой и направляющими поверхностями шахты выбирается в пределах 1,2... 3,0 мм в зависимости от размера заготовки. Иногда шахтные магазины из-за конструктивных особенностей механизмов станка в его рабочей зоне и обеспечения загрузки заготовок их делают наклонными (рис. 2, б).
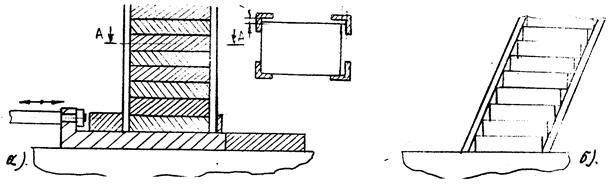
Рис. 2.
Стержневые магазины используют в основном для заготовок деталей класса дисков с центральным базовым отверстием. При ориентации в магазине заготовки одеваются на стержень (рис. 3).
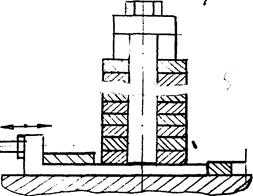
Рис. 3.
Лотки с пневмоподушкой (рис. 4) используют при самотечном перемещении, когда не допускается истирание или образование рисок на плоскости скольжения у заготовок, когда они изготовлены из материалов с высокими фрикционными свойствами (абразив, резина и др.), крупных и очень мелких заготовок и если требуется иметь малый угол наклона лотка (меньше угла трения) при перемещении на большие расстояния.
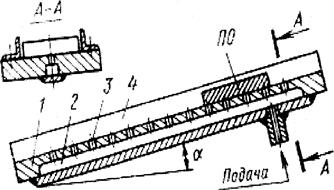
Рис. 4. Лоток с пневмоподушкой:
1 – опорная плоскость лотка; 2 – канал для воздуха; 3 – отверстия для воздуха; 4 – боковые стенки
Для того чтобы заготовка поднялась над плоскостью лотка и образовалась воздушная прослойка (подушка) толщиной не более 0,01 мм, необходимо создать давление воздуха в прослойке несколько больше, чем давление заготовки на плоскость от силы тяжести.
Такие лотки успешно используют, если заготовки имеют большие плоскости скольжения и достаточно ровную и чистую поверхность. При неровной или грубо обработанной поверхности заготовки следует помещать на подкладки-спутники. При горизонтально расположенном лотке в нем делают отверстия под углом 45° по ходу движения заготовки. Жесткость лотка должна исключать прогиб его плоскости скольжения.
Схемы лотков с пневмоподушкой и их элементов представлены на рис. 5.
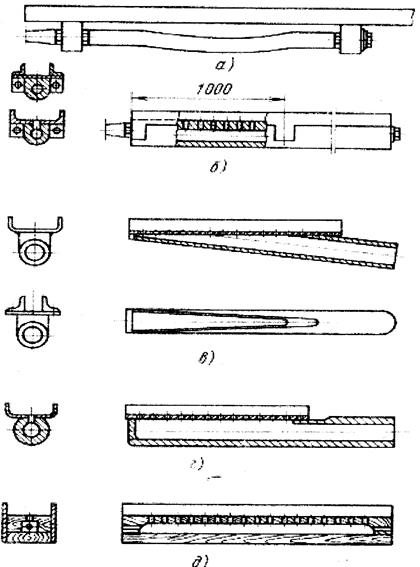
Рис. 5. Схемы лотков с пневмоподушкой и их элементов:
а – соединение лотков с воздушной сетью; б – литой лоток; в и г – сварные лотки; д – деревянный лоток
Необходимым элементом организации материальных потоков в автоматизированном производстве является производственная тара, технологические носители (кассеты и спутники). На входе и выходе технологических машин кассеты во многих случаях выполняют роль магазина, с помощью которого автоматизируют операции загрузки-выгрузки заготовок.
Один из вариантов кассетного магазина этажерочного типа показан на рис. 6.
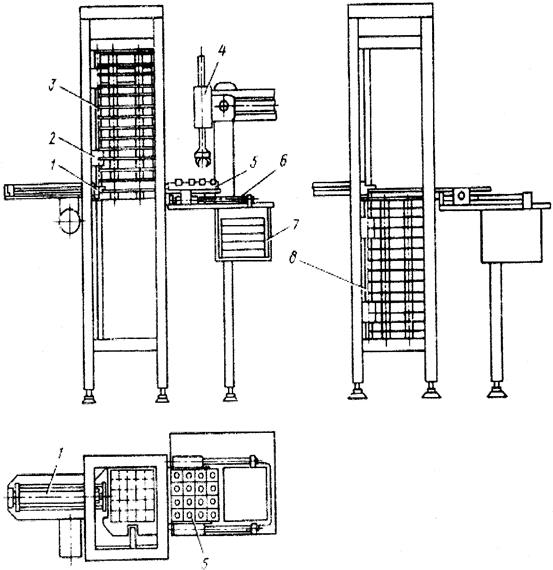
Рис. 6. Схема кассетного магазина этажерочного типа
В представленном магазине большой емкости каждая кассета 5 с заготовками выдвигается специальным толкателем 1 с полки этажерки 3 на разгрузочный стол. В этом положении подвесной манипулятор 4 выгружает заготовки из ячеек плоской кассеты и подает их на рабочую позицию. Пустая кассета возвращается на свою полку с помощью винтового привода 6. Затем вертикальный винтовой привод 2 опускает этажерку на один шаг и на разгрузочный стол выдвигается очередная кассета. Обычно емкость кассетного магазина выбирают из расчета непрерывной работы оборудования в течение рабочей смены. В конце смены этажерка 8 с пустыми кассетами оказывается в нижнем положении. В ящике 7 хранится комплект резервных кассет. Аналогичный кассетный магазин устанавливают и на выходе технологической машины для выгрузки заготовок из рабочей зоны в ячейки кассеты.
Преимуществом плоских ячеистых кассет по сравнению с другими является их универсальность, т. е. возможность применения единого принципа загрузки-выгрузки заготовок различных типов.
Лотковые магазины используют в загрузочных устройствах и устройствах межстаночного транспортирования. Лотки изготавливаются прямолинейными (обычными (рис. 7, а) и роликовыми (рис. 7, б )), изогнутыми (рис. 7, в), винтовыми (рис.7, г), зигзагообразными (рис. 7, д) и др., открытыми (рис.7, е) и закрытыми (рис. 7, ж).
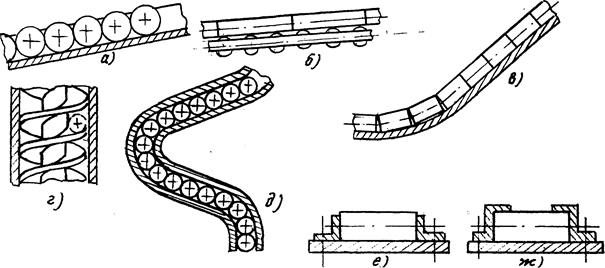
Рис. 7.
Лотки изготовляют цельными, сборными и регулируемыми. Регулируемые лотки позволяют транспортировать однотипные заготовки различных размеров в заданных пределах регулирования. Закрытые лотки применяют при их вертикальном расположении или наклоне лотка под углом свыше 30°.
В лотках-скатах заготовки катятся по поверхности лотка, а в лотках-склизах - скользят по ней. Лотки-скаты устанавливаются под углом 7...15°, а лотки-склизы под углом 20...25°.
Роликовые лотки используются для межстаночной транспортировки.
Рекомендуемый угол наклона лотка 4...5°, шаг между роликами  , где
, где  - длина заготовки.
- длина заготовки.
Высота буртов для открытых коробчатых лотков принимается равной  , где
, где  и
и  - диаметр либо высота заготовки.
- диаметр либо высота заготовки.
Если в процессе транспортирования требуется изменения ориентации заготовки, то применяют сочлененные лотки (рис. 8).
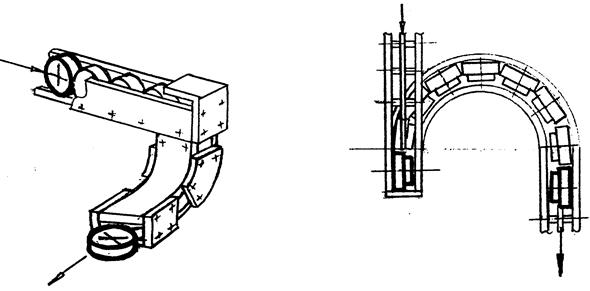
Рис. 8.
Схема углового лотка-склиза приведена на рис. 9.
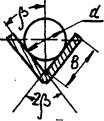
Рис. 9.
Боковые стенки угловых лотков при массе заготовок до 5 кг располагают под углом  , а при большей массе под углом
, а при большей массе под углом  . Длина борта в первом случае принимается
. Длина борта в первом случае принимается  , а во втором случае
, а во втором случае  .
.
Приведем некоторые расчеты, выполняемые при проектировании лотковых магазинов.
Расчет ширины лотка из условия обеспечения незаклинивания заготовки.
На рис. 10 показано движение заготовки по лотку. За счет наличия зазора  между торцом заготовки и бортом лотка, необходимого для перемещения заготовки, последняя может получить перекос, определяемый углом
между торцом заготовки и бортом лотка, необходимого для перемещения заготовки, последняя может получить перекос, определяемый углом  .
.
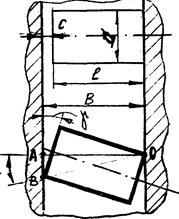
Рис. 10.
Для предотвращения заклинивания необходимо, чтобы выполнялось условие:  , где
, где  - угол трения заготовки о борт лотка. Примем для расчета предельное значение
- угол трения заготовки о борт лотка. Примем для расчета предельное значение  .
.
Из 
 , но
, но  , а
, а  . Тогда
. Тогда  . Из тригонометрии известно, что
. Из тригонометрии известно, что  , поэтому справедлива следующая зависимость:
, поэтому справедлива следующая зависимость:
 (1)
(1)
Решая уравнение (1) относительно ширины лотка  , получим:
, получим:

Так как  , где
, где  - коэффициент трения, окончательно получим формулу для расчета ширины лотка из условия обеспечения незаклинивания заготовки в лотке:
- коэффициент трения, окончательно получим формулу для расчета ширины лотка из условия обеспечения незаклинивания заготовки в лотке:
