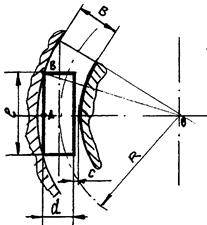
Рис. 11.
Из прямоугольного  (рис. 11) можно записать следующее равенство:
(рис. 11) можно записать следующее равенство:
 или
или 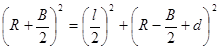 (1)
(1)
Решив уравнение (1) относительно  , получим:
, получим:
 .
.
Расчет времени перемещения заготовки на наклонном лотке под действием силы тяжести.
Выведем формулу для расчета времени перемещения заготовки  из точки 1 в точку 2 (рис. 12).
из точки 1 в точку 2 (рис. 12).
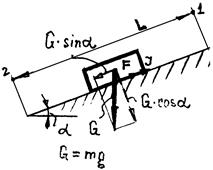
Рис. 12.
 .
.
 , где
, где  - ускорение.
- ускорение.
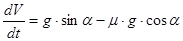
 , где V - скорость перемещения заготовки по лотку.
, где V - скорость перемещения заготовки по лотку.
Запишем условие равновесия сил на поверхность лотка:
 ;
;
 ;
;
 ;
;
 ;
;
 , где
, где  - постоянная интегрирования.
- постоянная интегрирования.
 , тогда
, тогда  ;
;
 ;
;
Интегрируя, получим:
 ;
;
Приняв  , решим уравнение относительно
, решим уравнение относительно  :
:
 ;
;
Подставляя вместо  расстояние между точками 1 и 2, равное
расстояние между точками 1 и 2, равное  окончательно получим:
окончательно получим:
 ;
;
Учитывая трение между торцем заготовки и бортом лотка, можно записать:
 ,
,
где  - коэффициент, учитывающий трение торца заготовки о борт лотка, принимается равным
- коэффициент, учитывающий трение торца заготовки о борт лотка, принимается равным  .
.
Расчет приведенного коэффициента трения.
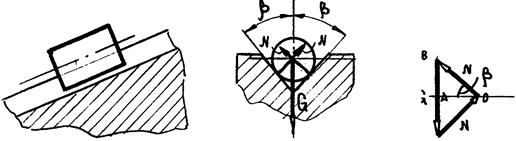
Рис. 13.
Из  (рис. 13) можно записать:
(рис. 13) можно записать:
 ;
;
Тогда, решив уравнение относительно N, можно записать:
 .
.
Сила трения, создаваемая заготовкой на поверхностях углового лотка, определится по следующей зависимости:
 , где
, где  - коэффициент трения;
- коэффициент трения;
Подставляя М, получим:
 или
или  , где
, где  - приведенный коэффициент трения.
- приведенный коэффициент трения.
В полусамотечных магазинах заготовки перемещаются при угле наклона поверхности, по которой скользят заготовки, меньшем угла трения, путем уменьшения силы трения между поверхностями скольжения, поперечного колебания, равномерного движения несущей поверхности или образования между поверхностями скольжения воздушной подушки.
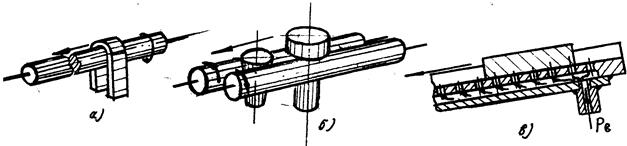
Рис. 14.
Валковые полусамотечные магазины применяют для заготовок массой менее 400 г. Одновалковые магазины (рис. 14, а) выполняют консольными и двухопорными, двухвалковые (рис. 14, б ) только двухопорными. Валки вращаются, за счет чего уменьшается трение между заготовкой и валками. На рис.14, в приведен пневматический лоток. Под поверхность заготовки через спреер подается сжатый воздух, который образует между направляющей лотка и заготовкой воздушную подушку, существенно снижающую трение между заготовкой и лотком. Пневматические лотки применяют для заготовок, у которых поверхности скольжения имеют гальваническое покрытие, либо для заготовок из материала с высокими фрикционными свойствами.
В магазинах с принудительным перемещением заготовки транспортируются с помощью приводных механизмов. По виду движения заготовок они могут быть горизонтальными, вертикальными и наклонными. По конструкции захватного устройства их разделяют на дисковые (рис. 15, а), винтовые (рис. 15, б), цепные (рис. 15, в), грейферные (рис. 15, г), фрикционные (рис.15, д), магнитные (рис. 15, е) и др.
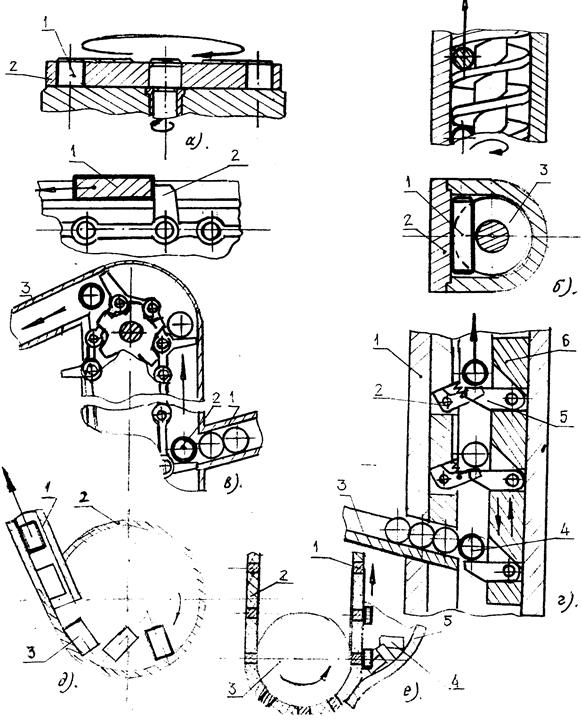
Рис. 15.
В дисковых магазинах заготовки размещаются в специальных гнездах и перемещаются к месту обработки либо отделения за счет вращения диска. В винтовых транспортерах заготовки перемещаются за счет вращения шнека 3. Как правило, в цепных транспортерах заготовки перемещаются захватами, предусмотренными в конструкции цепи. В горизонтальных цепных транспортерах заготовки перемещаются по направляющим. Дисковые фрикционные механизмы ориентации применяют для подачи стержней, втулок небольшого размера, дисков, колец. В механизме, приведенном на рис. 15, д, заготовки загружаются в бункер на поверхность вращающегося диска, которым и переносятся в лоток 1.
В грейферных транспортерах заготовки из приемного лотка 3 перемещаются вверх собачками 5 штанги 6, совершающей возвратно-поступательные движения на величину шага, равного расстоянию между собачками. При перемещении вверх заготовки, преодолевая усилие пружин, прижимают собачки корпуса и проходят над собачкой. При перемещении штанги вниз собачки штанги 5 отжимаются заготовками, которые удерживаются собачками корпуса 2. Элеваторный транспортер с магнитами приведен на рис. 16, е. Здесь заготовки, насыпанные навалом в бункер 5, ориентируются и захватываются магнитами 1, вмонтированными в транспортную ленту 2 элеватора, которая перемещается на барабанах 3. Съем заготовки производится ножом приемного лотка.
Литература
1. Азаров А. С. Механизация и автоматизация технологических процессов в машиностроении. Л.: Машгиз, 1963.
2. Камышный Н. И. Автоматизация загрузки станков. М.: Машинострение, 1977.
3. Малов А. Н. Загрузочные устройства для металлорежущих станков. М.: Машиностроение, 1972.
4. Клусов И. А. Автоматическая загрузка технологических машин. Справочник. М.: Машинострение, 1990.