Б. Графическая часть проекта
1. Рабочий чертеж детали (1лист формата А1)
2. Чертеж заготовки (1лист формата А3)
3.Технологическая схема обработки детали (1 лист формата А1; 2 лист формата А2).
Введение
Качество изготовления продукции определяется совокупностью свойств процесса и его результатов установленным требованиям. Технологический процесс - это часть производственного процесса, включающая в себя последовательное изменение размеров, формы, внешнего вида или внутренних свойств предмета.
Работа по созданию технологических процессов в общем случае включает в себя: анализ исходных данных для разработки технологического процесса; анализ рабочего чертежа, разработку технологического чертежа; анализ технологичности детали; выбор вида и способа получения заготовки; выбор метода обработки отдельных поверхностей; расчет припусков и межоперационных размеров; выбор и обоснование схем базирования, разработку маршрутной технологии; назначение и расчет режимов обработки; оформление технологического процесса. В данном курсовом проекте разработан технологический процесс изготовления детали «Корпус» на универсальном оборудовании и станков с ЧПУ.
В этой связи целью проекта является проектирование технологии изготовления корпуса.
Для достижения поставленной цели необходимо решить следующие задачи:
- разработать технологический процесс механической обработки корпуса;
- спроектировать технологическую оснастку;
- разработать управляющую программу для станков с ЧПУ.
1. Аналитический раздел
Разработка технологического чертежа детали
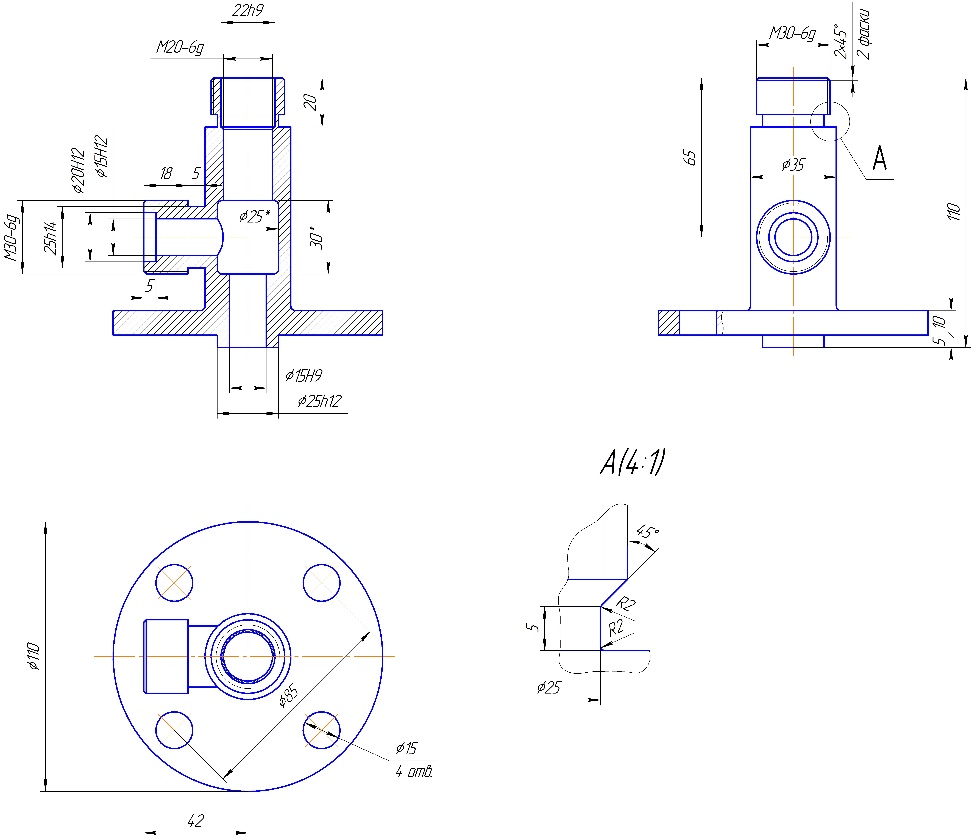
Рисунок 1. Технологический чертеж детали «Корпус»
Описание конструкции, назначение детали, её работы в узле
Деталь «Корпус» относится к классу корпусных. К корпусным относятся детали, содержащие систему отверстий и плоскостей, координированных друг относительно друга.
Такие детали машиностроения, как «корпус», весьма различны по конструктивной форме, размерам и материалу, но по служебному назначению в основном схожи – они являются базовыми элементами изделий. В корпусах
машин устанавливают различные детали, механизмы, сборочные единицы.
Конструктивное исполнение корпусных деталей, материал, параметры
точности определяют, исходя из служебного назначения деталей, требований к
работе монтируемых в ней механизмов и условий эксплуатации. При этом учитывают технологические факторы получения заготовок, возможность обработки резанием и удобства сборки.
1.3. Материал детали и его химико-механические свойства
Деталь изготовлена из стали 40 ГОСТ 1045-74. Сталь является конструкционной углеродистой качественной. Этот сплав принадлежит к категории ограниченно свариваемых. Оптимальные способы сварки: ручная дуговая, автоматическая дуговая под флюсом и сварка газовой защитой, электрошлаковая сварка. Высокие свойства прочности, твёрдости и износостойкости позволяют использовать сталь 40 в изготовлении труб и крепёжных деталей, поковок и дисков, валов и фланцев, роторов и втулок, а также зубчатых колёс, которые рассчитаны на длительную службу и способны работать в условиях повышенных температур, но не более 425°C.
Физические свойства, механические свойства и химические свойства приведены в таблицах 1.1; 1.2; 1.3
Таблица 1.1 - Химический состав стали 40 ГОСТ 1045-74
| C | Si | Mn | Ni | S | P | Cr | Cu | As | Fe |
| 0,37 - 0,45 | 0,17 - 0,37 | 0,5 - 0,8 | до 0,25 | до 0,035 | до 0,035 | до 0,25 | до 0,3 | до 0,08 | ~97 |
Таблица 1.2 – Механические свойства стали 40 ГОСТ 1045-74
| Предел текучести, δт, Мпа | Предел прочности, δв,МПа | Относительное удлинение, δ5,% | Относительное сужение, ѱ, % | Твердость, НВ͘͘͘͘ ¹, МПа |
Таблица 1.3. - Физические свойства материала стали 40 ГОСТ 1045-74
| Температура Т | Модуль упругости Е 10-5 | Коэффициент температуры α 106 | Коэффициент теплопроводности λ | Плотность ρ |
| °С | МПа | 1/град. | Вт (м·град) | Кг/м3 |
| 2,1 | - | 51,5 |
1.4. Качественный анализ технологичности конструкции детали
Технологичность конструкции изделия предусматривает сочетание всех его конструкторских качеств, обеспечивающих рабочие функции и позволяющих применять современные прогрессивные способы изготовления, технически и экономически целесообразные в данных условиях. Деталь не симметрична, имеет боковой штуцер, сложность обработки поверхность М30 из-за малого расстояния между поверхностями. Необходим специальный инструмент для обработки внутренней поверхности. Деталь не технологична.
Выбор и обоснование типа производства
Серийное производство — это форма организации производства, для
которой характерен выпуск изделий большими партиями (сериями) с установленной регулярностью выпуска.
Деталь «Корпус» изготавливается на среднесерийном производстве, обрабатывается на станках с ЧПУ.
Серийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями, и сравнительно большим объёмом выпуска, чем в единичном типе производства. При серийном типе производства используется универсальные станки, оснащенные как специальным, так и универсальными и универсально-сборными приспособлениями, что позволяет снизить трудоёмкость и себестоимость изготовления изделия. В серийном производстве технологический процесс изготовления преимущественно дифференцирован, т.е. расчленён на отдельные самостоятельные операции, выполняемые на определённых станках.
При серийном производстве обычно применяется универсальные, специализированные, агрегатные и другие металлорежущие станки. При выборе технологического оборудования специального или специализированного, дорогостоящего приспособления или вспомогательного приспособления и инструмента необходимо производить расчеты затрат и сроков окупаемости, а также ожидаемый экономический эффект от использования оборудования и технологического оснащения.
2. Технологический раздел
2.1 Выбор заготовки
2.1.1 Выбор метода получения заготовки
В машиностроении применяют различные виды заготовок: прокат, отливки, поковки, штамповки, сварные конструкции и другие виды заготовок. Для изготовления детали «Корпус» используют отливку, так как деталь сложной формы, и имеет внутреннее отверстие цилиндрической формы, которое не доступно для обработки.
Отливка - заготовка или деталь, получаемая в литейной форме из расплава металла, горной породы, шлака, стекла, пластмассы и так далее.