Заготовка из отливки. Расчёт заготовки производим по ГОСТ 26645-85. Масса детали – 1,3 кг.
- Определение класса точности:
Для определения класса точности определяем способ литья – литье по выплавляемым моделям с применением кварцевых огнеупорных материалов.
- Определение припусков:
Припуски н6а обработку назначают дифференциально на каждую обрабатываемую поверхность отливки. Минимальный литейный припуск на сторону – 0,4 мм.
- Определение шероховатости поверхности отливок:
Среднее арифметическое отклонение Ra, не более – 4,0 мкм.
- Определение размеров отливок:
110 + (0,4 + 0,4)  2 = 111,6, принимаем 112 (мм).
2 = 111,6, принимаем 112 (мм).
110 + (0,4 + 0,4) 2 = 111,6, принимаем 112 (мм).
35 + (0,28 + 0,4) 2 = 36,36, принимаем 37 (мм).
42 + (0,32 + 0,4) 2 = 43,44, принимаем 44 (мм).
18 + (0,24 + 0,4) 2 = 19,28, принимаем 20 (мм).
15 - (0,22 + 0,4) 2 = 13,76, принимаем 13 (мм).
15 - (0,22 + 0,4) 2 = 13,76, принимаем 13 (мм).
15 + (0,22 + 0,4) 2 = 16,24, принимаем 17 (мм).
35*, 30*, 25* - размеры для справок.
- Определение допусков размеров:





 35*, 30*, 25* - размеры для справок.
35*, 30*, 25* - размеры для справок.
2.1.3 Определение массы заготовки
Массу заготовки рассчитаем через объемы и плотность материала. Для этого разобьём нашу деталь на простые геометрические фигуры.
m3= Vg ρ, кг (2.1)
где Vg - объем детали;
ρ - плотность, 7,8 (кг\см3)
Объем заготовки:
V= π  R2
R2  , см3 (2.2)
, см3 (2.2)
где  - длина заготовки;
- длина заготовки;
R- радиус заготовки;
V1 = 3,14 (5,5)2 1,5 = 142,47 (см3)
V2 = 3,14 (1,5)2 2,2 = 15,54 (см3)
V3 = 3,14 (1,75)2 9,5 = 673,03 (см3)
Vобщ= 142,47 + 15,54 + 673,03 = 831,04 (см3)
mз = 831,04 7,8 = 6482,11 = 1,9 (кг)
Расчёты выполнены в соответствии с чертежом заготовки (рис. 2.1).
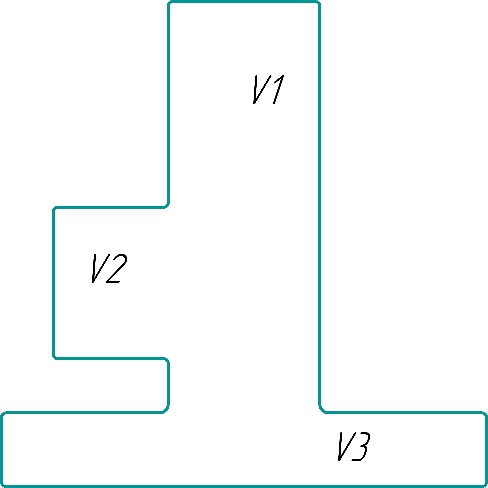
Рисунок 2.1 – Чертеж заготовки
2.1.4 Коэффициент использования металла
Коэффициент использования материала (сокращённо КИМ, в металлургической отрасли иногда расшифровывается как коэффициент использования металла) это одна из характеристик производственного процесса. Он представляет собой количество материала (объём или массу) в готовом изделии делёную на общее количество материала, пошедшее на изготовление изделия. Данный коэффициент по понятным причинам не может быть больше единицы, впрочем, и единице он практически никогда не равен. Также существует обратная величина - выход годного - представляющий собой второй компонент поделённый на первый и умноженный на сто процентов.
Коэффициент использования материала отражает эффективность (в том числе экономическую) производства, хотя и не учитывает такие факторы, как качество готового изделия, возможность переработки или вторичного использования отходов и т. д.
Высокий Ким достигается при листовом раскрое некоторых деталей, в частности, контуры которых сопрягаются друг с другом.
KИМ=  , (2.3)
, (2.3)
где mg - масса детали
mз - масса заготовки
KИМ=  = 0,68.
= 0,68.
Для среднесерийного производства Ким должен находиться в пределах от 0,6 до 0, 8. Расчетный КИМ = 0,68 соответственно заготовка выбрана верно.
2.2. Разработка технологического процесса
2.2.1 Выбор и обоснование баз
Базой называют поверхность, ось, точку детали или сборочной единицы, по отношению к которым ориентируются другие детали изделия или поверхности детали, обрабатываемые или собираемые на данной операции.
По своему назначению базы подразделяются на конструкторские, технологические и измерительные.
Конструкторской базой называют поверхность детали, относительно которой конструктором задаются расстояния до других поверхностей. Эти базы подразделяют на основные и вспомогательные.
Основной называется база относительно которой конструктором задаётся
расположение поверхностей, определяющих положение самой детали в изделии, вспомогательной — положение присоединяемой детали относительно
данной. Вспомогательных баз может быть несколько.
Технологической базой называют поверхность, определяющую положение детали в приспособлении в процессе её изготовления.
Измерительной базой называют поверхность детали, относительно которой производится контроль полученных размеров, которой определяется
положение детали в измерительном приспособлении. Выбор технологических
баз определяет точность линейных размеров, относительное положение поверхностей, получаемых в процессе обработки, выбор режущих инструментов, станочных приспособлений, производительность обработки. При выборе баз необходимо руководствоваться принципами совмещения и постоянства баз.
2.2.2 Составление технологического маршрута обработки
Разработанный технологический маршрут обработки детали «Корпус» представлен в таблице 2.1
Таблица 2.1 - Маршрут обработки детали
| Наименование операций, краткое содержание | Операционный эскиз | Станок |
| 005 Контрольная | - | Стол контролера |
| 010 Фрезерная с ЧПУ Обработка наружного контура, сверление отверстий | 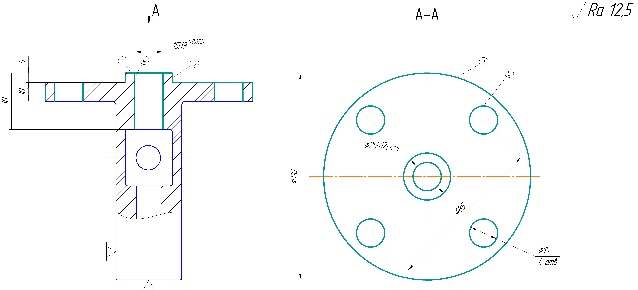
| Фрезерный с ЧПУ DMU 50 |
| 015 Слесарная | - | Верстак слесарный |
Продолжение таблицы 2.1. – Маршрут обработки детали
| 020 Фрезерная с ЧПУ Обработка наружного контура, сверление отверстий, нарезание резьбы | 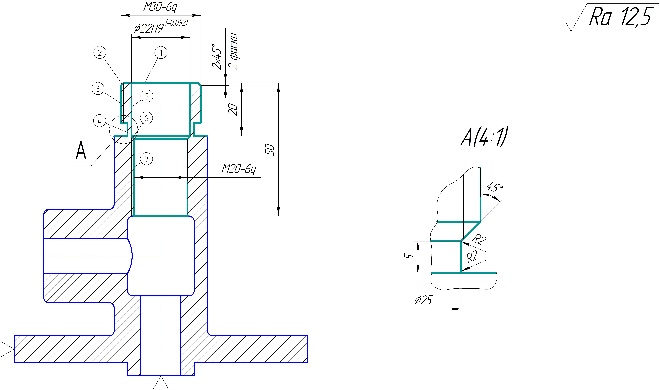
| Фрезерный с ЧПУ DMU 50 |
| 025 Слесарная | - | Верстак слесарный |
| 030 Токарная с ЧПУ Обработка наружных и внутренних поверхностей, нарезание резьбы |
| Токарный с ЧПУ MASTURN 70 CNC |
| 035 Слесарная | - | Верстак слесарный |
| 040 Моечная | - | 030-696А |
| 045 Контрольная | - | Стол контролера |
| 050 Упаковочная | - | - |
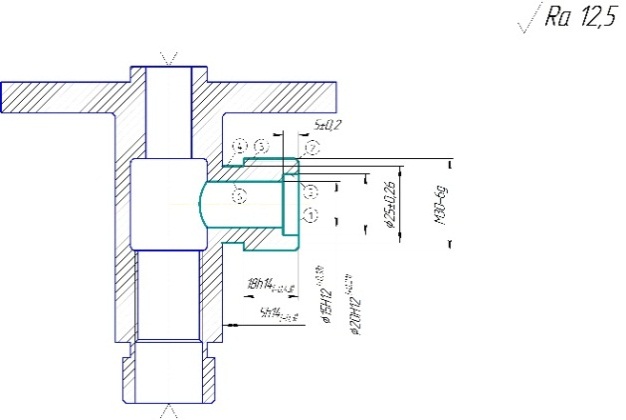
2.2.3 Выбор и расчет припусков и межоперационных размеров для основных поверхностей детали статистическим методом
Выбор и расчет припусков и межоперационных размеров представлены в
таблице 2.2.
Таблица 2.2 - Расчет припусков и межоперационных размеров
| Обрабатываемая поверхность | Последователь-ность обработки | Шерохова-тость, Ra | Припуск, мм | Номинальный размер, мм |
 15Н9 15Н9
| Сверлить Расточить | Ra 12,5 Ra 3,2 | 12H14
15H9
| |
| 22H9
| Сверлить Фрезеровать | Ra 12,5 Ra 3,2 | 19H14
22H9
| |
| 25h12
| Фрезерование черновое Фрезерование чистовое | Ra 12,5 Ra 6,3 | 26h12
25h12
|
2.2.4 Выбор оборудования, приспособлений, режущего инструмента, вспомогательного инструмента и инструмента для контроля и измерений
а) Для обработки детали «Корпус» выбираем фрезерный станок с ЧПУ DMU50 и токарный с ЧПУ MASTURN 70 SNS.
Фрезерный с ЧПУ DMU 50 применяется для операций №010, №020.
Описание фрезерного станка с ЧПУ DMU50 выполнено в соответствии с рисунком 2.2.

Рисунок 2.2 - Станок DMU 50
Специально для высокопроизводительной и точной 5-осевой обработки. Линейные приводы обеспечивают высокую скорость подач по всем осям. Для
обеспечения точности обработки и снижения температурных деформаций мотор-шпиндель имеет водяное охлаждение. А конструкция станка с жесткой литой чугунной станиной и подвижной колонной сводит вредные вибрации к минимуму.
Технические характеристики:
| Рабочая зона: | |
| Перемещение по оси Х, мм | |
| Перемещение по оси Y, мм | |
| Перемещение по оси Z, мм | |
| Параметры стола: | |
| Рабочая поверхность поддона, мм | 700х500 |
| Макс. нагрузка, кг | |
| Максимальный диаметр инструмента, мм | |
| Шпиндель: | |
| Мощность шпинделя (S6), кВт | 15 - 20 |
| Частота вращения, об/мин | до 10000 |
| Крутящий момент (S6), Нм | 70 - 100 |
| Подачи: | |
| Ускоренное перемещение по осям X/Y/Z, м/мин, | |
| Устройство автоматической смены инструмента: | |
| Емкость инструментального магазина | 30 – 60 |
| Время смены инструмента, сек | 1,6 – 1,7 |
| Система ЧПУ | SIEMENS 840D |
- Токарный станок с ЧПУ MASTURN 70 CNC применяется для операции № 030. Описание станка MASTURN 70 CNC выполнено в соответствии с рисунком 2.3.
Несложный станок предназначен для штучного и мелкосерийного производства деталей. Высокая точность, производительность, нетрудоемкое обслуживание. Постоянная скорость резания - качественно обработанная деталь. Графическая симуляция обработки. Коррекция на 96 инструментов.
Обработка в ручном режиме как на стандартном токарном станке, так и в автоматическом цикле с поддержкой системы ЧПУ, работающей на основе постоянных циклов. Программу можно составить путем контурного программирования Условия резания и геометрические данные формы детали вводятся с помощью клавиатуры в систему управления, где автоматически подвергаются обработке.
По желанию заказчика возможна поставка программного обеспечения для составления программы и реализации ее на ПК.

Рисунок 2.3 – Станок MASTURN 70 CNC
Техническая характеристика:
| Рабочий диапазон | |
| Рабочий диаметр над станиной, мм | 720 / 820 |
| Рабочий диаметр над поперечным суппортом, мм | 430 / 530 |
| Межцентровое расстояние, мм | 2000 / 3000 |
| Рабочий шпиндель: | |
| Передний конец шпинделя (DIN55027) | B11, C11 |
| Отверстие шпинделя, мм | 106 / 128 |
| Система управления | HEIDENHAIN; SIEMENS |
| Главный привод: | |
| Мощность двигателя, кВт | 28 / 22 |
| Автоматическая двухступенчатая коробка передач | |
| Диапазон оборотов шпинделя, об/мин | 0-1800 |
| Макс. крутящий момент на шпинделе: на 1-й ступени, Нм | 3000 / 2370 |
| Макс. крутящий момент на шпинделе: на 2-ой ступени, Нм | 540 / 430 |
| Ось X: | |
| Ход, мм | |
| Ось Z: | |
| Ход, мм | 2000 / 3000 |
| Инструментальная головка | Multifix D1 |
| Макс. профиль резца, мм | 40x40 |
| Задняя бабка: | |
| Конус полости в пиноли - MORSE | |
| Габариты станка: | |
| Длина x ширина x высота, мм | 4000/5000x1815x1863 |
| Масса станка, кг | 4900/5300 |
б) Приспособления:
При выборе приспособлений будем руководствоваться следующими правилами.
- Приспособление должно обеспечивать материализацию теоретической схемы базирования на каждой операции с помощью опорных и установочных элементов.
- приспособление должно обеспечивать надежные закрепление заготовки при обработке;
- приспособление должно быть быстродействующим и удобным в эксплуатации;
- зажим заготовки должен осуществляться, как правило, автоматически;
- следует отдавать предпочтение стандартным, нормализованным, универсально - сборным приспособлениям, и только при их отсутствии
проектировать специальные приспособления.
Исходя из типа и модели станка и метода обработки, выбираем тип приспособления - специальное приспособление.
Выбор приспособления будем производить в следующем порядке:
- исходя из теоретической схемы базирования и формы базовых поверхностей, выбираем вид и форму опорных, зажимных и установочных элементов;
- исходя из расположения базовых поверхностей и их состояния (точность, шероховатость), формы заготовки и расположения обрабатываемых поверхностей выбираем конструкцию приспособлений;
- исходя из габаритов заготовки и размеров базовых поверхностей, выбираем типоразмер приспособления.
в) Режущий инструмент:
При выборе РИ будем руководствоваться следующими правилами:
- выбор инструментального материала определяется требованиями, с одной стороны, максимальной стойкости, а с другой минимальной стоимости;
- следует отдавать предпочтение стандартным и нормализованным инструментам. Специальный инструмент следует проектировать в крупносерийном и массовом производстве, выполнив предварительно сравнительный экономический анализ;
- при проектировании специального режущего инструмента следует руководствоваться рекомендациями по совершенствованию РИ.
Выбор режущего инструмента (РИ) будем производить в следующем порядке:
- исходя из типа и модели станка, расположения обрабатываемых поверхностей и метода обработки, определяем вид РИ;
- исходя из марки обрабатываемого материала, его состояния и состояния поверхности, выбираем марку инструментального материала;
- исходя из формы обрабатываемой поверхности, назначаем геометрические параметры режущей части;
- исходя из размеров обрабатываемой поверхности, выбираем конструкцию инструмента, его типоразмер и назначаем период стойкости Т.
Режущий инструмент для токарной, фрезерной обработки на современных станках будем производить по стандартам ISO.
г) Средства контроля:
При выборе средств контроля будем руководствоваться следующими правилами: точность измерительных инструментов и приспособлений должна быть существенно выше точности измеряемого размера, однако неоправданное повышение точности ведет к резкому удорожанию. В единичном и
мелкосерийном производстве следует применять инструменты общего назначения: штангенциркули, микрометры, длинномеры и т.д. В крупносерийном производстве – специальные инструменты. Следует отдавать предпочтение стандартным и нормализованным средствам контроля. Выбранный мерительный инструмент указан в операционных карте контроля технологического процесса.
Режущий и мерительный инструмент приведён в технологическом процессе механической обработки детали «Корпус» в операционных картах.
2.2.5 Расчет режимов резания
Расчет режимов резания для операции №010 «Фрезерная с ЧПУ»
Рассчитаем режимы резания по аналитическим формулам для фрезерования торца, торцевой фрезой.
Табличные значения для перехода [8,181-189]
- Определяем глубину резания:
t=1мм
Szt=0,16 мм/зуб;
Vt=237 м/мин;
Nt=23,4 кВт.
- Определяем подачу с учетом поправочных коэффициентов:
Sz=  ∙Kcm∙Ksu∙Ksb∙Ksφ∙Ksp∙Ksc∙Kso (2.4)
∙Kcm∙Ksu∙Ksb∙Ksφ∙Ksp∙Ksc∙Kso (2.4)
где Kcm-поправочный коэффициент, учитывающий твердость обрабатываемого материала Kcm=1.10;
Ksb-поправочный коэффициент, учитывающий отношение фактической ширины фрезерования к нормативной Ksb=1;
Ksu- поправочный коэффициент, учитывающий материал режущей части фрезы Ksu=0,75;
Ksφ- поправочный коэффициент, учитывающий главный угол в плане
Ksφ=0,85;
Ksp- поправочный коэффициент, учитывающий способы крепления пластины Ksp=1;
Ksc- поправочный коэффициент, учитывающий схему установки фрезы Ksc=1;
Kso- поправочный коэффициент, учитывающий группу обрабатываемости материала Kso=1;
Sz=0,16∙1,10∙0,75∙1∙0,85∙1∙1∙1=0,11 (мм/зуб).
- Определяем скорость резания:
V=Vt∙Kvm∙Kvu∙Kvn∙Kvφ∙Kvb∙Kvt∙Kvp∙Kvж∙Kvo, (2.5)
где Kvm- поправочный коэффициент, учитывающий твердость обрабатываемого материала Kvm=1;
Kvu- поправочный коэффициент, учитывающий материал режущей части фрезы Kvu=1,15;
Kvn- поправочный коэффициент, учитывающий состояние поверхности Kvn=1;
Kvφ- поправочный коэффициент, учитывающий главного угла в плане Kvφ=0,85;
Kvb- поправочный коэффициент, учитывающий отношение ширины фрезерования к диаметру фрезы Kvb=1;
Kvt- поправочный коэффициент, учитывающий период стойкости пластины Kvt=1;
Kvp- поправочный коэффициент, учитывающий способа крепления пластины Kvp=1;
Kvж- поправочный коэффициент, учитывающий наличие охлаждения Kvж=1;
Kvo- поправочный коэффициент, учитывающий группы обрабатываемости материала Kvo=1;
V=237∙1,15∙1∙0,85∙1∙1∙1∙1∙1=231 (м/мин)
- Определяем частоту вращения шпинделя:
n=  , мин -1 (2.6)
, мин -1 (2.6)
где V- расчетная скорость резания
D-диаметр обрабатываемой поверхности
 (мин-1)
(мин-1)
- Определение фактической скорости резания:
Vф=  , (2.7)
, (2.7)
Vф=  =231.4 м/мин
=231.4 м/мин
Мощность резания
Nшп=Np· ŋ, кВт (2.8)
где ŋ -коэффициент полезного действия: ŋ=0,8
Np – мощность главного электродвигателя; Np=20 кВт;
Nшп=20·0,8=16 (кВт).
Проверка по мощности:
Np≤  (2.9)
(2.9)
12,0 кВт ≤ 16 кВт
На выбранных режимах резания обработка возможна.
2.2.6 Расчет норм времени
Приведем поэлементный расчет штучного времени для операции № 010 «Фрезерная с ЧПУ».
- Штучное время:
 (2.10)
(2.10)
где Тца – время цикла автоматической работы станка;
Тв – вспомогательное время;
атех, аорг, аотл- процент времени организационного, технического обслуживания, регламентированных перерывов от оперативного времени.
Время цикла автоматической работы станка по программе.
Тца= То + Тмв, мин (2.11)
где То - основное временя автоматической работы станка, мин
Тмв - машинно-вспомогательного временя, мин
Tо=( ) (2.12)
) (2.12)
где Lp- длина обрабатываемой поверхности;
L1 - длина врезания и перебега;
L1 -4 мм при точении.
Переход 1: Tо  =0,84 (мин).
=0,84 (мин).
Переход 2: Tо  0,4 (мин).
0,4 (мин).
Переход 3: Tо=0,13 (мин).
Переход 4: Tо=0,16 (мин).
Переход 5: Tо=0,25 (мин).
Переход 6: Tо=0,03 (мин).
Переход 7: Tо=0,22 (мин).
- Основное время на операцию:
Тообщ=0,84 + 0,4 + 0,13 + 0,16 + 0,25 + 0,03 + 0,22 = 1,64 (мин).
- Машинно-вспомогательного временя:
Tмв=Tмu+Txx, мин (2.13)
где Tмвu –время смены инструмента, затрачиваемое на фиксацию револьверной головки;
Txx –время холостых ходов
Tмв=3+0,010=3,010 (мин)
- Машинно-вспомогательное время на автоматическую смену инструмента
Tмu=Kn  (Tл+Tф), мин (2.15)
(Tл+Tф), мин (2.15)
гдеTл –время поворота револьверной головки на 1 позицию; Tл=1 сек;
Kn – количество позиций, на которые необходимо повернуть револьверную головку;
Tф – время фиксации револьверной головки; Tф=2 сек;
Tмu=1 (1+2)=3 сек=0,05 (мин).
- Время холостых ходов:
Txx=  , мин (2.15)
, мин (2.15)
где  – длина холостого хода;
– длина холостого хода;  =250 мм;
=250 мм;
 – 24000;
– 24000;
Txx=  =0,010 (мм/мин)
=0,010 (мм/мин)
- Время цикла автоматической работы станка:
Tца=1,64 +3,010 = 4,65 (мин).
- Вспомогательное время:
Tв =Tуст +Tпер+Tвиз, мин (2.16)
где Tуст – время на установку, снятие детали; Tуст=0,45 мин
Tпер– время перехода включить/выключить станок – 0,04 мин, открыть/закрыть щиток – 0,03 мин, ввести коррекцию 0,04 5=0,2 мин
Tвиз – вспомогательное время на контрольные измерения, так как замеры производятся во время работы станка
Tв=0,45+0,2+0,33=0,9 (мин).
Штучное время
Tшт=(1,64+98)  ) = 2,98 (мин)
) = 2,98 (мин)
3. Специальный раздел
3.1 Паспортные данные станка с ЧПУ, краткая характеристика системы ЧПУ
Программное обеспечение управления и программирования ShopMill предназначено для обработки на вертикальных и универсальных фрезерных станках с пятью осями в индикации одного канала. ShopMill предлагает оператору станка в цеху все для быстрого и простого перехода от чертежа к детали. Программирование детали осуществляется графически в форме рабочего плана, то есть не требуется знаний программирования DIN/ISO. Программирование DIN/ISO возможно, как в рабочем плане, так и с помощью текстового редактора.
3.2 Характеристика применяемой САПР (CAD/CAM)
Mastercam является наиболее широко используемой CAD/CAM-системой во всем мире и остается лидером при выборе технологами программистами среди других программ для управления станками с ЧПУ. Mаstercam X6 – это следующее поколение популярных программ, которые обеспечивают инженеров легкими и эффективными инструментами для моделирования изделий вместе со всеобъемлющим пакетом для создания траекторий обработки и программирования любых станков с ЧПУ.
Mastercam предоставляет вашему производству лучшие CAD – инструменты для моделирования изделий. Функции каркасного и поверхностного моделирования, ассоциативное твердотельное моделирование гарантирует решение любых задач и выполнение задач любой сложности. Большинство модулей Mastercam для создания траекторий обработки включают инструменты каркасного и поверхностного моделирования. Возможности системы могут быть расширены с помощью дополнительного продукта для создания
твердотельных моделей – Mastercam Solids.
Эти инструменты для CAD-моделирования доступны также как отдельный программный продукт, несвязанный с CAM-пакетами для любых видов обработки. Это позволит вам сосредоточиться на проектировании изделий, не используя при этом программный пакет, позволяющий программировать станки c ЧПУ.
3.3 Разработка 3-D модели
Операционные эскизы составлены в соответствии с рисунком 3.1.
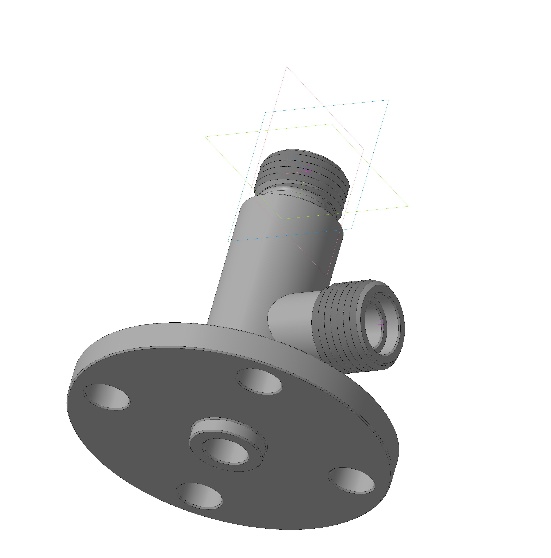
Рисунок 3.1 - 3D – модель деталь «Корпус»
3.4 Выбор технологического оснащения и режимов обработки
К средствам технологического оснащения относятся: технологическое оборудование; технологическая оснастка; средства механизации и автоматизации технологических процессов.
При выборе станочного оборудования необходимо учитывать:
- характер производства;
- методы достижения заданной точности при обработке;
- соответствие станка размерам детали;
- мощность станка;
- удобство управления и обслуживания станка;
-возможность оснащения станка высокопроизводительными приспособлениями и средствами механизации и автоматизации.
3.5 Разработка расчетно-технологической карты
Для наладки станков с ЧПУ разрабатывается карта наладки, которая должна содержать все сведения, необходимые при наладке станка на конкретную операцию. По карте производятся установка заготовки на станке и режущих инструментов в резцовой головке или магазине, закрепление блоков коррекций положения инструментов, устанавливается порядок смены инструментов вручную (при необходимости).
Карта наладки состоит из графической части и таблицы. В графической части изображаются обрабатываемая деталь после обработка на данной операции (установке), схема закрепления заготовки на станке и схема размещения инструментов, размеры и шероховатость обрабатываемых поверхностей; даются графическое изображение траектории перемещения инструмента, взаимное расположение нулевых точек станка и заготовки.
В табличной части приводятся данные по исходной заготовке; технологическому оборудованию и оснастке, режущему инструменту; указываются материал, род и основные размеры заготовки; модель станка; модель системы ЧПУ; номер управляющей программы; шифр и основные характеристики станочного приспособления; шифр и материал режущей части инструмента; номер корректора, закрепленного за инструментом.
Литература
Основная:
1. Харламов Г.А., Тарапанов А.С.: Припуски на механическую обработку: справочник 2-е изд. Испр. – М. Машиностроение, 2013. – 256с.
2. В.Ю.Новиков, Ильянков А.И Технология машиностроения. В 2-х ч. Ч1.- М: Академия, 2014.-352 с.
3. В.Ю.Новиков, Ильянков А.И Технология машиностроения. В 2-х ч. Ч2.- М: Академия, 2014.-432 с.
4. В.М. Минько. -5-е изд., испр. Охрана труда в машиностроении – М.: Издательский центр «Академия», 2016.-256 с.
5. Седель О.Я. Техническое нормирование /О.Я. Седель – Минск: Новое знание, 2014г
6. Черпаков Б.И., Л.И. Вереина: Технологическое оборудование машиностроительного производства: учебник для студ. учреждений сред. проф. Образования – 6-е изд., стер. – М.: Издательский центр «Академия», 2015, - 448 с.
Дополнительная:
7. Технология машиностроения: Сборник задач и упражнений: Учеб.пособие/В.И. Аверченков и др.; Под общ. ред. В.И. Аверченкова и Е.А.Польского.-2-е изд., перераб. и доп.-М.: ИНФРА-М,2005.-288 с
8. Акулич Н.В. Технология машиностроения: учеб. пособие Ростов н/Д: Феникс, 2015. – 395с
9. Проектирование технологических операций металлообработки: учебное пособие / Л.А. Чупина, С.Н. Григорьев, А.Г. Схиртладзе [и др.].- Старый Оскол: ТНТ, 2015. -636с.
10. Технология машиностроения: Сборник задач и упражнений: Учеб.
Пособие / Под общ. редак. В.И. Аверченкова и Е.А. Польского – 3-е изд. Испр. и доп. – М.: ИНФРА – М, 2015. – 304с. –(Высшее образование: Бакалавриат).
11. Технология машиностроения: учеб. пособие / МС.Ф. Пашкевич [и др.]; под ред. М.Ф. Пашкевича – Минск: Новые знания, 2014
12. Станки с ЧПУ в машиностроительном производстве. Ч2: учебное пособие для вузов. Аверченков В.И., Жолобов А.А., Мрочек Ж.А., Аверченков А.В., Терехов М.В., Левкина Л.Б.: Флинта, 2011г.-212с.
Справочная:
13. Гузеев В.И., Батуев В.А., Сурков И.В. Режимы резания для токарных и сверлильно-фрезерных-расточных станков с числовым программным управлением: Справочник, -М: машиностроение, 2005. 368 с.
14. Босинзон М.А. Современные системы ЧПУ и ИХ эксплуатация. – М. Академия, 2015-192с.
Интернет- ресурсы:
15. Техническая литература [Электронный ресурс ]. – Режим доступа
16. https://www.tehlit.ru, свободный. – Загл. c экрана.
17. Портал нормативно – технической документации [Электронный ресурс] – Режим доступа: https://www.pntdoc.ru, свободный. – Загл. c экрана.
18. ВикипедиЯ – Свободная энциклопедия [Электронный ресурс] – Режим доступа: https://ru.wikipedia.jrg, свободный. – Загл. c экрана.
19. Группа Технополис. Интеллектуальная металлообработка.
https://www.tehnopolice.ru/
20. www.consultant.ru – Справочная правовая система «Консультант Плюс»
21. www.nalog.ru – Федеральная налоговая служба России
22. Министерство финансов:www/minfin/ru
Стандарты:
23. ГОСТ 14.001-73. Единая система технологической подготовки производства. Общие положения. ГОСТ 14.002-73, ГОСТ 14.101-73, ГОСТ 14.102-73, ГОСТ 14.201-73, ГОСТ 14.301-73, ГОСТ 14.401-73.
24. ГОСТ 3.1001-81. Единая система технологической документации. Общие положения.
25. ГОСТ 3.1102-81. Единая система технологической документации. Стадии разработки и виды документов.
26. ГОСТ 3.1116-83. Единая система технологической документации. Нормоконтроль.
27. ГОСТ 3.1119-83. Единая система технологической документации. Общие требования к комплектности и оформлению комплектов документов на единичные технологические процессы.
28. ГОСТ 3.1123-84. Единая система технологической документации. Формы и правила оформления технологических документов, применяемых при нормировании расхода материала.
29. ГОСТ 3.1120-84. Единая система технологической документации. Общие правила отражения и оформления требований безопасности труда в технологических документах.
30. ГОСТ 2.001-70. Единая система конструкторской документации. Общие положения.
31. ГОСТ 2.105-79. Единая система конструкторской документации. Общие требования к тестовым документам.
32. ГОСТ 2.109-73. Единая система конструкторской документации.
Основные требования к чертежам.
33.ГОСТ 2.111-68. Единая система конструкторской документации. Нормоконтроль.
34.ГОСТ 2.114-70. Единая система конструкторской документации. Технические условия. Правила построения, изложения и оформления.