Червяки обрабатывают на токарных, фрезерных, кругло- и резьбошлифовальных станках. Венцы червячных колес изготовляют из оловинистой бронзы и оловянисто-никелевой бронзы. При небольших скоростях скольжения профилей менее 2 м/сек и отсутствии особых требований червячное колеса можно изготовлять из чугуна марок СЧ 21-40, СЧ 24-44, СЧ 28-48 и др.
К ним относятся: нарезание червячной фрезой методом радиальной подачи; нарезание червячном фрезой методом тангенциальной подачи и отделочное фрезерование червячным шевером. При нарезании зубьев методом радиальной подачи червячная фреза должна иметь одинаковые модуль, диаметр делительной окружности, число заходов, угол профиля, форму поверхности и основные размеры червяка, с которыми нарезаемое колесо будет работать в паре.
При обработке зубьев ось фрезы устанавливается перпендикулярно оси заготовки. Фрезе сообщается радиальная подача до тех пор, пока межцентровое расстояние червячной фрезы и червячного колеса будет равно полусумме диаметров их начальных окружностей. Этот метод применяют для менее точных червячных передач.
Нарезание зубьев червячного колеса методом тангенциальной подачи производится червячной фрезой, имеющей заборный конус, облегчающий постепенное врезание фрезы. Червячная фреза и нарезаемое червячное колесо устанавливаются на полную глубину резания так, что межцентровое расстояние между осью фрезы и осью червячного колеса в процессе работы остается постоянным.
Метод тангенциальной подачи менее производителен, чем метод радиальной подачи, но он точнее и дает более высокую чистоту обрабатываемой поверхности. Червячные зубчатые колеса, нарезанные методом радиальной подачи, для повышения точности и чистоты зубьев подвергают отделочной обработке червячным шевером, для чего оставляется припуск 0,3—0,4 мм на толщину зуба.
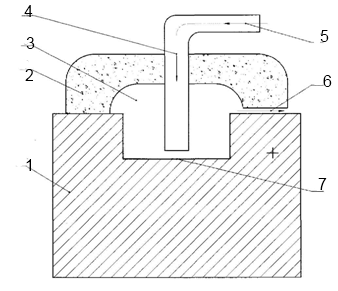

 24. Особые методы обработки (электрические). Электрохим. метод:Ra = 3,2-0,8 мкм. 1- обр. заготовка, 2- прижим, 3- электролизная ванна, 4- латунная трубка в качестве катода, 5- подвод электролита, 6- возврат электролита, 7- обр. отверстие. На схеме -прошивание отверстия, между торцом латунной трубки и обр. деталью создается электролизная ванна, что позволяет производить анодное растворение участка 7, который ограничен диаметром латунной трубки, с повышением размеров и форм латунной трубки можно получать разл. отверстия. Электромех.метод: Ra = 6,3-2,5 мкм. 1- катод в виде диска или ленты, 2- заготовка в качестве анода, 3- электролит (водный раствор жидкого стекла). Катод вращается и соприкасается с заготовкой, место соприкосновения поливается электролитом, при прохождении эл. тока происходит растворение поверхности заготовки. Электротерм.: (без рис.) Основан на свойстве эл. тока проводить тепло при прохождении его по цепи. Эл. ток может разогревать, размягчать и плавить Ме. Т.о., можно сглаживать поверхности, прошивать отверстия, прорезать пазы, затачивать режущий инструмент. Электроэрозионная обработка: Ra = 11,5-1,6 мкм. 1- обр. заготовка, 2- жидкий диэлектрик, 3- электрод, 4- кондуктор (изолятор), 5- источник питания. Метод основан на разрезаний Ме в результате возникновения разряда м/д обрабатываемой заготовкой и инструментом катод. Способ исп. для выполнения отверстий, диаметр которых составляет сотые доли миллиметра, для фигурной резки металла, гравирования и прорезывания очень узких пазов. Электрогидравл.: Основан на возбуждении высоковольтного разряда среди жидкости, при этом возникают импульсы и при воздействии на обр. поверхность происходит течение Ме. Ультразвуковой: Исп. для обработки очень твердых и хрупких материалов. Электроннолучевой: Основан на исп. энергии фокусированного электронного луча. Исп. для обработки твердых материалов. Лазерный: Основан на исп. электромагнитных колебаний светового диапазона, получаемых при помощи квантовых генераторов.
24. Особые методы обработки (электрические). Электрохим. метод:Ra = 3,2-0,8 мкм. 1- обр. заготовка, 2- прижим, 3- электролизная ванна, 4- латунная трубка в качестве катода, 5- подвод электролита, 6- возврат электролита, 7- обр. отверстие. На схеме -прошивание отверстия, между торцом латунной трубки и обр. деталью создается электролизная ванна, что позволяет производить анодное растворение участка 7, который ограничен диаметром латунной трубки, с повышением размеров и форм латунной трубки можно получать разл. отверстия. Электромех.метод: Ra = 6,3-2,5 мкм. 1- катод в виде диска или ленты, 2- заготовка в качестве анода, 3- электролит (водный раствор жидкого стекла). Катод вращается и соприкасается с заготовкой, место соприкосновения поливается электролитом, при прохождении эл. тока происходит растворение поверхности заготовки. Электротерм.: (без рис.) Основан на свойстве эл. тока проводить тепло при прохождении его по цепи. Эл. ток может разогревать, размягчать и плавить Ме. Т.о., можно сглаживать поверхности, прошивать отверстия, прорезать пазы, затачивать режущий инструмент. Электроэрозионная обработка: Ra = 11,5-1,6 мкм. 1- обр. заготовка, 2- жидкий диэлектрик, 3- электрод, 4- кондуктор (изолятор), 5- источник питания. Метод основан на разрезаний Ме в результате возникновения разряда м/д обрабатываемой заготовкой и инструментом катод. Способ исп. для выполнения отверстий, диаметр которых составляет сотые доли миллиметра, для фигурной резки металла, гравирования и прорезывания очень узких пазов. Электрогидравл.: Основан на возбуждении высоковольтного разряда среди жидкости, при этом возникают импульсы и при воздействии на обр. поверхность происходит течение Ме. Ультразвуковой: Исп. для обработки очень твердых и хрупких материалов. Электроннолучевой: Основан на исп. энергии фокусированного электронного луча. Исп. для обработки твердых материалов. Лазерный: Основан на исп. электромагнитных колебаний светового диапазона, получаемых при помощи квантовых генераторов.