Для окраски используют различные составы.
Мел, разведенный в воде. На 8 л воды берут 1 кг мела. Состав доводят до кипения, затем для предохранения слоя краски от стирания в него добавляют жидкий столярный клей из расчета 50 г на 1 кг мела. После добавления клея состав еще раз кипятят. Во избежание порчи состава (особенно в летнее время) в раствор добавляют немного льняного масла и сиккатива, ускоряющего высыхание краски. Такой краской покрывают черные необработанные заготовки. Окрашивание производят малярными кистями, однако этот способ малопроизводителен. Поэтому, когда это возможйо, особенно при крупных деталях или большой партии их, окрашивание выполняют с помощью распылителей (пульверизаторов), которые кроме ускорения работы обеспечивают равномерную и прочную окраску.
Обыкновенный сухой мел. Им натирают размечаемые поверхности. Окраска получается менее прочной. Этим способом окрашивают необработанные поверхности мелких неответственных заготовок.
Раствор медного купороса. На один стакан воды берут три полные чайные ложки купороса и растворяют его. Очищенную от пыли, грязи и масла поверхность покрывают раствором купороса кистью или кусковым медным купоросом натирают смоченную водой поверхность, подлежащую разметке. Разметку делают после того, как купорос высохнет.
На поверхности заготовки осаждается тонкий слой меди, на который хорошо наносятся разметочные риски. Этим способом окрашивают только стальные и чугунные заготовки с предварительно обработанными под разметку поверхностями.


Рисунок 5. Медный купорос Рисунок 6. Нанесение медного купороса
Спиртовой лак. В раствор шеллака в спирте добавляют фуксин. Этот способ окраски применяют только при точной разметке обработанных поверхностей небольших изделий.
Быстросохнущие лаки и краски применяют для покрытия поверхностей больших обработанных стальных и чугунных отливок. Цветные металлы, горячекатаный листовой и профильный стальной материал лаками и красками не окрашивают.
При нанесении краски заготовку держат в левой руке в наклонном положении. Тонкий и равномерный слой краски наносят на поверхность перекрестными вертикальными и горизонтальными движениями кисти. Раствор во избежание потеков набирают только концом кисти в небольшом количестве.
ИНСТРУМЕНТЫДЛЯ ПЛОСКОСТНОЙ РАЗМЕТКИ.
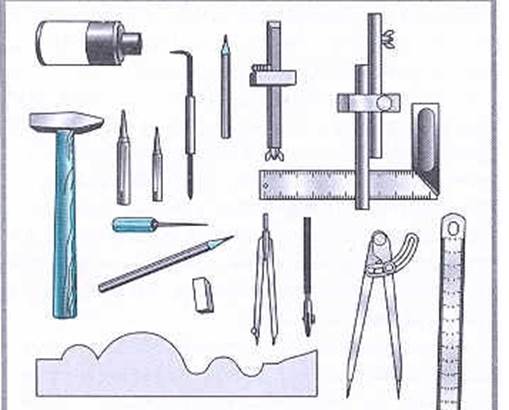
Рисунок 7. Инструменты для плоскостной разметки.
Чертилка, штангенциркуль, кернер, линейка, угольник, молоток.
ПРИЁМЫПЛОСКОСТНОЙ РАЗМЕТКИ.
Разметку выполняют на разметочных плитах. В первую очередь проводят линии, принятые за базы. Затем наносят разметочные линии в следующем порядке: сначала горизонтальные, затем вертикальные, после этого — наклонные; последними наносят дуги, окружности, закругления и сопряжения. Вычерчивание дуг в последнюю очередь дает возможность проверить точность расположения прямых линий: если линии нанесены точно, дуга замкнет их и сопряжение получится правильным. Разметку можно считать законченной, если изображение на плоскости заготовки полностью соответствует чертежу. В некоторых случаях порядок нанесения разметочных линий не совпадает с предложенным. Так, например, наклонные линии, касательные к дуге, проводят после нанесения дуги.
Прямые линии наносят чертилкой, ведя ее вдоль масштабной линейки. Чертилку наклоняют от линейки в сторону ее движения под углом 75...80 к плоскости заготовки. Линию проводят только один раз. При повторном проведении линии точность разметки снижается. Поэтому, если линия проведена плохо, ее закрашивают и проводят заново.
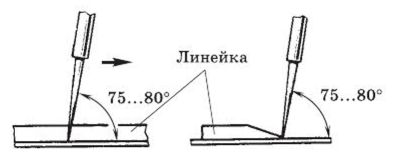

Рисунок 8. Чертилка Рисунок 9. Нанесение разметки
Перпендикулярные линии наносят чертилкой с помощью угольника. Первую линию проводят по угольнику, полку которого прикладывают к боковой поверхности разметочной плиты. После этого угольник прикладывают полкой к боковой поверхности и проводят вторую линию, которая будет перпендикулярна к первой.
Параллельные линии удобнее всего проводить с помощью угольника с широким основанием или с Т-образной полкой. Когда это невозможно, делают отметки в двух местах на равном расстоянии от первой линии и с помощью чертилки и линейки проводят через них параллельную ей линию.
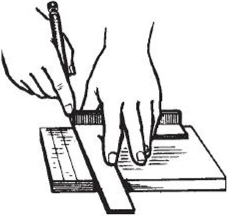
Рисунок 10. Нанесение параллельных линий
Наклонные линии проводят с помощью чертилки и транспортира или угломера. Более точное построение можно выполнить путем построения двух катетов ММ, и ОМ,. Зная координаты точки пересечения катетов, проводят наклонную линию. В данном случае построение наклонной линии сведено к построению координат какой-либо точки на ней. К этому же можно свести
построение наклонных линий, заданных уклоном |уклон — это тангенс угла наклона линии:
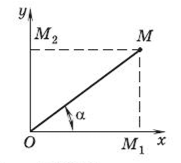
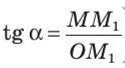
Рисунок 11. Построение наклонной линии по координатам
Окружности и дуги размечают с помощью разметочных циркулей. Усилие прикладывается к той ножке, которая установлена в накерненный центр окружности, иначе циркуль может сместиться. Если центр окружности не намечен, его находят с помощью центроискателя. Для обработанной цилиндрической заготовки центроискатель устанавливают на ее торец и в двух положениях центроискателя проводят две линии вдоль биссектрисы угла. Точка пересечения этих линий и есть искомый центр. При точной разметке центры отверстий и дуг находят геометрическим путем.

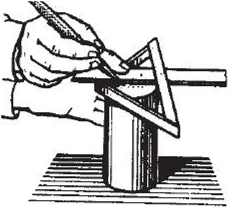
Рисунок 12. Разметка окружностей Рисунок 13. Отыскание центра окружности
НАКЕРНЕНИЕ.
Керном называется углубление (лунка), образовавшееся от действия острия кернера при ударе по нему молотком. Масса молотка (от 50 до 200 г) должна быть соразмерна массе кернера. Керны наносятся равномерно. Расстояния между ними составляют 10...50 мм на прямых участках (в зависимости от размеров детали) и 5...10 мм в углах и на дугах.
Керны обязательно ставят на пересечениях линий и закруглениях. Линию окружности достаточно накернить в четырех местах — в местах пересечения осей. Керны для сверления отверстий делают более глубокими, чтобы сверло меньше уводило в сторону от разметочной точки.
При работе кернер берут тремя пальцами левой руки, слегка наклоняют его от себя, ставят острием точно на разметочную линию так, чтобы острие было строго на середине линии, и прижимают к намеченной точке. Затем ставят кернер в вертикальное положение и наносят по нему легкий удар разметочным молотком. В такой же последовательности делают керны по всем разметочным линиям с соблюдением промежутков между лунками.

Рисунок 14. Накернение.
РАЗМЕТКА ПО ШАБЛОНУ
При изготовлении больших партий совершенно одинаковых деталей применяют разметку по шаблону. Для этого изготавливают из листового материала шаблон толщиной 0,5...1 мм (для сложных деталей — 3...5 мм), который полностью соответствует контуру будущей детали.
Суть разметки по шаблону заключается в том, что его накладывают на предварительно окрашенную заготовку и проводят чертилкой линии вдоль контура шаблона. При таком методе повышается производительность и точность разметки. После разметки чертилкой производится накернивание разметочных линий кернером.
В ремонтном деле применяется разметка по образцу, когда вышедшая из строя деталь может служить шаблоном при разметке новой детали, заменяющей ее. При этом учитывают износ детали.
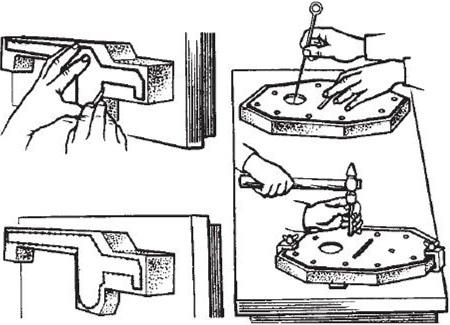
Рисунок 15. Разметка по шаблону.
Для точной разметки применяют более точные измерительные и разметочные инструмент и приборы. Поверхность заготовки тщательно очищают и покрывают тонким слоем раствора медного купороса. При нанесении линий пользуются штангенрейсмасом с точностью 0,05 мм, а размеры устанавливают с помощью плоскопараллельных концевых мер длины (плиток). Риски проводят неглубокие, а накернение производят острозаточенным кернером.
Разметка заготовок на обычных разметочных плитах с применением штангенрейсмасов, концевых мер длины и другого ручного вспомогательного инструмента не соответствует современному уровню развития техники и технологии производства.