Управление основным производством машиностроительных предприятий в реальном масштабе времени осуществляется системой оперативного управления.
Структура элементов оперативного управления дискретным производством представляет собой взаимосвязанные функции планирования, учета, контроля, анализа и регулирования.
Под планированием производства понимается принятие решений относительно состояния производства, которое по времени еще не наступило, но наступит в будущем. Учет состоит в фиксации и накоплении сведений о фактическом состоянии производственного процесса во времени и пространстве. Контроль помогает выявить отклонения фактического состояния производственного процесса от желаемого (планового), являющиеся результатом влияния неконтролируемых возмущений, а также изменения величин ресурсов производственных подразделений (как включенных в процесс производства, так и находящихся в резерве), возникающих в результате действия контролируемых возмущений. Анализ позволяет оценить уровень существенности (допустимости) действующих контролируемых возмущений, возникших величин отклонений реального производственного процесса от запланированного и результаты изменений величин ресурсов производственных подразделений. Результаты анализа показывают, необходима ли выработка и осуществление регулирующих (корректирующих) воздействий в процессе производства в горизонте управления с целью приведения производственного процесса в соответствие с планом и эффективного использования ресурсов. Таким образом, осуществляется функция регулирования, назначение которой состоит в том, чтобы в реальных условиях производства, когда количественные и качественные характеристики производственного процесса неизбежно колеблются, находить формы взаимодействия и использования наличных ресурсов, обеспечивающие выполнение плановых заданий.
Процесс функционирования вспомогательного производства и обслуживающих служб взаимоувязан с функционированием основного производства предприятия. Взаимоувязка функционирования (Интеграция) основного производства, вспомогательного производства и обслуживающих служб осуществляется в рамках планово-экономических расчетов, выполняемых в целом по предприятию, и скоординированным взаимодействием системы оперативного управления основным производством и специфических (имеющих особенности) систем оперативного управления вспомогательным производством и обслуживающими службами. В результате реализуется слаженное функционирование подразделений основного производства, гарантируемое необходимыми ресурсами и услугами.
Специфический аспект оперативного управления имеет место практически в любой структуре, задействованной в производственно-хозяйственной, финансово-экономической деятельности предприятия.
Традиционно оперативное управление (ОУ) основным производством в машиностроении рассматривается как завершающий этап внутризаводского планирования. При этом в качестве объекта ОУ принято рассматривать поток движения предметов труда (производства), согласованный во времени и пространстве с условиями, средствами и исполнителями операций производственного процесса.
Основной целью функционирования ОУ основным производством является организация выпуска предприятием запланированного количества изделий высокого качества в заданные сроки при рациональном использовании производственных ресурсов, а также путем выявления и мобилизации внутрипроизводственных резервов.
ОУ основным производством включает два взаимосвязанных этапа, а именно: оперативно-календарное планирование и диспетчирование производства.
Оперативно-календарное планирование (ОКП) включает детализацию программного задания выпуска продукции предприятием (портфеля заказов, плана реализации продукции предприятием на год, квартал, месяц, пятидневку, сутки) в разрезе предметов производства (заготовок, деталей, сборочных единиц, узлов, изделий), распределение изготовления предметов производства по производственным подразделениям (по исполнителям - цехам, участкам, рабочим местам) и календарным отрезкам времени (кварталам, месяцам, декадам, неделям, суткам, сменам, часам), а также строгое согласование элементов производственного процесса во времени.
Какие бы не были условия и особенности производства, рабочие места всегда должны быть обеспечены всем необходимым для работы, детали - где бы они не изготовлялись - должны в. комплекте поступать на сборку в сроки, необходимые для своевременного изготовления изделий. Все это необходимо заранее предусмотреть, т.е. своевременно и с достаточной точностью спланировать изготовление готовых деталей и сборок по всему маршруту их изготовления, установив этим порядком движение производства.
Организовать движение производства, движение многочисленных деталей по разнообразным маршрутам, обеспечить согласованность в работе цехов, наконец, осуществлять оперативное, текущее регулирование производства невозможно, если не будет четких правил этого движения во временных и количественных параметрах.
Эти правила складываются в зависимости от конкретных задач, решаемых системой оперативно-календарного планирования в условиях различных типов производств.
Так, в условиях единичного типа производства, характеризующихся индивидуальным изготовлением значительной номенклатуры разнообразных изделий, основная задача оперативно-календарного планирования состоит в том, чтобы обеспечить выполнение в установленные сроки принятых заказов за счет своевременного запуска и выпуска комплектов деталей изделия по цехам и производственным участкам, при обеспечении равномерной и максимальной загрузки оборудования и рабочей силы.
В условиях серийного типа производства, характеризующегося периодически повторяющимся или равномерным выпуском изделий, основная задача оперативно-календарного планирования состоит в организации партионного изготовления деталей, которое обеспечивает:
•повышение производительности труда за счет изготовления оптимальных партий деталей;
•максимальное использование оборудования за счет сокращения потерь времени на его переналадку;
•сокращение ежемесячно планируемой номенклатуры деталей.
В условиях массового производства основной задачей оперативно-календарного планирования является обеспечение непрерывности движения обрабатываемых деталей по операциям техпроцессов в соответствии с заданным темпом выпуска готовой продукции за счет поддержания заделов на нормативном уровне.
Таким образом, в разных производственных условиях ОКП призвано решать различные задачи. И решаются эти задачи расчетом определенной номенклатуры календарно-плановых нормативов, составлением расписания движения производства в виде планов-графиков запуска и выпуска деталей и сборок, а также выбором соответствующих единиц планирования и учета.
Диспетчирование состоит в регулировании хода производства, оперативном контроле и учете выпуска предметов производства.
Функции (нормирование, планирование, учет, контроль, анализ и регулирование), составляющие цикл оперативного управления ходом основного производства, называются оперативным управлением основным производством (ОУОП).
В ОУОП функция нормирования реализуется посредством расчета календарно-плановых нормативов (КПН), регламентирующих параметры движения предметов труда в производственном процессе.
Функция планирования состоит в разработке на плановый период (квартал, месяц, декаду, неделю, сутки, смену, час) оперативных календарных планов, графиков, заданий изготовления заготовок, деталей, сборочных единиц, узлов, изделий (предметов производства) по цехам, участкам, рабочим местам основного производства в соответствии с установленным выпуском готовой продукции, календарно-плановыми нормативами и фактическим наличием предметов производства (ПП).
Оперативный учет изготовления готовых изделий и движения в производстве заготовок, деталей, сборочных единиц осуществляется по цехам, участкам и технологическим операциям.
Оперативный контроль и анализ заключается в своевременном фиксировании возмущений и отклонений в обеспечении цехов, участков необходимыми ресурсами для выполнения запланированных работ, в ходе реализации оперативных планов, графиков, заданий изготовления предметов производства и установлении полномочных уровней управления производством, плановых периодов, в рамках которых возможно устранение действующих возмущений и возникших отклонений.
Оперативное регулирование хода основного производства, в условиях влияния возмущений, призвано вырабатывать и осуществлять управляющие воздействия, направленные на своевременное обеспечение производства необходимыми материально-техническими, трудовыми ресурсами и выполнение оперативных планов, графиков, заданий, установленных на плановые периоды.
Указанные специфические функции управления основным производством реализуются с помощью совокупности выполняемых работ (задач), а именно:.
ведение оперативного учета изготовления готовых изделий и движения в производстве сборок, деталей, заготовок по цехам, участкам и технологическим операциям. Оперативный учет является базовой функцией системы, ежедневно отражающей состояние заделов деталей и сборок по всему маршруту их изготовления;
расчет календарно-плановых нормативов (например, длительности циклов изготовления предметов производства (ПП), опережений запуска и выпуска ПП), регламентирующих движение производственных потоков в объемах, количестве и времени. Календарно-плановые нормативы являются базой обоснованного оперативного планирования производства;
разработка на плановый период календарных планов и графиков изготовления деталей, сборок по всем цехам, производственным участкам и рабочим местам в соответствии с планом выпуска готовых изделий, а также с учетом календарно-плановых нормативов и фактического состояния заделов деталей, сборок в производстве;
расчет загрузки оборудования и потребности рабочей силы по оперативным планам в целях заблаговременного выявления «узких мест» и принятия оперативных мер по их ликвидации;
контроль выполнения и обеспечения оперативных планов, контроль состояния заделов деталей и сборок в цехах и на складах, а также осуществление оперативного регулирования хода производства.
Система оперативного управления основным производством рассматривается как иерархическая кибернетическая система. Характерной особенностью такой системы управления является то, что каждый выше стоящий уровень оказывает влияние лишь на непосредственно следующий за ним уровень. Напрямую с производством взаимодействует только самый нижний ее уровень - сменно-суточное управление. При таком подходе к построению системы оперативного управления основным производством сменно-суточное задание (ССЗ), являющееся результатом решения задачи сменно-суточного планирования, нужно рассматривать как воздействие обратной связи для обеспечения выполнения оперативного плана производства на декаду (неделю), а оперативный план на декаду (неделю) - как воздействие обратной связи с целью выполнения календарного плана-графика на месяц и т. д.
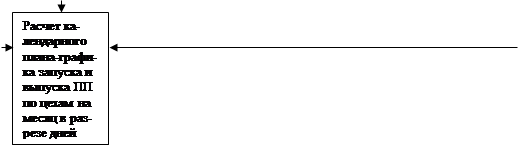
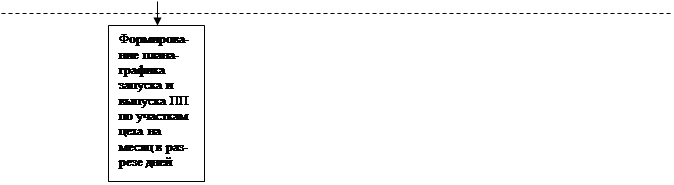
Такой же подход использован в приведенном на рисунке 3.7.1.1 примере состава и взаимосвязи выполняемых работ по функциям системы оперативного управления основным производством машиностроительного предприятия.
Функции системы ОУОП выполняются на заводском, межцеховом и внутрицеховом (цеховом и участковом) уровнях. Заводское и межцеховое оперативно-календарное планирование и диспетчирование производства осуществляет производственно-диспетчерский отдел (ПДО) предприятия, а внутрицеховое – производственно-диспетчерское бюро (ПДБ) цеха.
На заводском уровне формируются цели предприятия по производству продукции, осуществляется контроль, анализ и регулирование их достижения. На межцеховом уровне выполняется декомпозиция целей предприятия до совокупности подцелей, достижение которых способствует достижению целей предприятия. Межцеховое ОУОП координирует и регулирует работу цехов основного производства и их связь с обеспечивающими службами (вспомогательным производством и обслуживающими службами).
В процессе межцехового оперативного управления производством осуществляется учет движения деталей по цехам, разработка и доведение до цехов оперативных календарных планов и графиков по выпуску и запуску готовых деталей и сборок, обеспечивающих выпуск готовой продукции в установленные сроки и создание необходимых заделов между цехами, а также взаимная увязка содержания и сроков календарных планов и графиков работы цехов основного и вспомогательных производств, обеспечивающих и обслуживающих служб.
Межцеховое оперативное управление производством решает также вопросы контроля выпуска готовой продукции в соответствии с планом-графиком, контроля выполнения сроков работ, установленных для каждого цеха. В случае возникновения контролируемых возмущений или отклонений от плановых заданий по различным причинам осуществляется оперативное регулирование хода производства.
Внутрицеховое ОУОП координирует работу взаимосвязанных участков, линий, рабочих мест и регулирует работу служб цеха по обеспечению и обслуживанию основного производства. На внутрицеховом уровне осуществляется практическое решение вопросов, связанных с повышением производительности труда, улучшением ритмичности работы и качества выпускаемой продукции.
В процессе внутрицехового оперативного управления производством осуществляется дальнейшая детализация плановых заданий и доведение их до производственных участков, бригад и рабочих мест, ведение оперативного учета движения деталей и сборок по производственным участкам и технологическим операциям, а также контроль обеспечения и выполнения плановых заданий и оперативное регулирование производственного процесса.
|






Нормиро- Планирование Регулирование  Контроль и анализ Учет
Контроль и анализ Учет
вание
|
|

|



 | |||
 |
Да
Нет
 | | ||||||
 | |||||||
 |
|


 М
М



 Е О
Е О

 Ж
Ж
Ц У
|

|
 Е Да Нет
Е Да Нет
Х О
 О
О
В П
 О
О
Е
 В
В
Н

 У О
У О
|
Р У

 И
И
Ц О
|
|
Е
 Х П Да Нет
Х П Да Нет

 О
О
В
О
Е
|
Начало рис. 3.7.1.1.
Окончание рис. 3.7.1.1.
 | |||||||
 | |||||||
 | |
|


 Да Нет
Да Нет
 | |||||||||
| |||||||||
| |||||||||
 | |||||||||
 | |||||||||
 | |||||
| |||||
 | |||||

|
 |
|

 |
Да Нет
| |||||||||
| | ||||||||
|
|
 | |||||
 | |||||
| |||||
|
 |



 | |||
 | |||

 Да Нет
Да Нет

| |||
| |||



Возмущения
 |
Рис. 3.7.1.1. Состав, взаимосвязь задач и функций ОУОП
Для оперативного планирования характерно использование ряда методов плановых расчетов хода производства: календарный (аналог MRP I), объемно-календарный (используемый в концепциях MRP II и ERP) и перспективный объемно-динамический метод планирования. Именно в такой последовательности и происходило развитие методов планирования и управления производством: с середины 1950-х годов начинают использовать на практике метод MRP I и вплоть до 1970-х годов, когда в практику внедряться новая концепция MRP II, в рамках которой реализован объемно-календарный метод.
Календарный и объемно-календарный методы основаны на типовых системах оперативно-календарных расчетов (см. таблицы 3.7.2.2 и 3.7.2.3).
Календарный метод планирования (КМ), предназначен для определения конкретных сроков хода производства (запуска, выпуска изделий; опережений запуска, выпуск изделий, сборочных единиц относительно выпуска рассматриваемого изделия) каждого наименования выпускаемой продукции. Аналогом КМ на западе является метод планирования материальных потребностей MRP I. КМ основывается на определении производственного цикла изделия и используется для формирования месячной производственной программы.
Объемно-календарный метод планирования (ОКМ) обеспечивает одновременную взаимоувязку сроков и объемов производимых работ в производственной системе, с возможной пропускной способностью производственных подразделений в целом на весь рассматриваемый временной период. ОКМ сопровождается расчетами производственного цикла изделия и загрузки каждого производственного подразделения по видам работ и применяется при формировании месячных производственных программ.
Объемно-динамический метод (ОДМ) является более совершенным из рассматриваемого ряда, поскольку основан на маршрутной системе оперативно-календарных расчетов (моделирование многопредметных, групповых поточных линий). Данный метод позволяет одновременно учитывать сроки, объем и динамику производства работ, в соответствии с запланированной номенклатурой выпуска, и полнее использовать располагаемые производственные ресурсы (мощности), поскольку расчеты по данному методу придерживаются объективных законов, а не упрощенных (усредненных) нормативов хода производственного процесса. ОДМ является наиболее перспективным и эффективным методом.
В свою очередь, объемно-календарный метод (ОКМ), традиционно используется в системах MRP II – ERP.
Джон Крафчик (John Krafcik), затем Дж. Вумек, Д. Джонс и Д. Рус предложили следующим этапом развития производства, после основанного на принципах Г. Форда массового производства, считать «бережливое производство». Известно, «бережливое производство» в среднем в два раза эффективнее традиционного массового производства по таким показателям, как объем требуемых инвестиций, затраты на разработку и выпуск продукции, необходимое время для вывода на рынок новых продуктов, а по другим показателям, например, длительности производственного цикла изготовления изделия – еще более эффективно. Пионером реализации «бережливого производства» считается японская автомобильная компания «Toyota». «Бережливое производство» основано на следующих четырнадцати принципах:
1. Принимай управленческие решения с учетом долгосрочной перспективы, даже если это наносит ущерб краткосрочным финансовым целям.
2. Процесс в виде непрерывного потока способствует выявлению проблем.
3. Используй систему вытягивания, чтобы избежать перепроизводства.
4. Распределяй объем работ равномерно.
5. Сделай остановку производства с целью решения проблем частью производственной культуры, если того требует качество.
6. Стандартные задачи — основа непрерывного совершенствования и делегирования полномочий сотрудникам.
7. Используй визуальный контроль, чтобы ни одна проблема не осталась незамеченной.
8. Используй только надежную, испытанную технологию.
9. Воспитывай лидеров, которые досконально знают свое дело, исповедуют философию компании и могут научить этому других.
10. Воспитывай незаурядных людей и формируй команды, исповедующие философию компании.
11. Уважай своих партнеров и поставщиков, ставь перед ними трудные задачи и помогай им совершенствоваться.
12. Чтобы разобраться в ситуации, надо увидеть все своими глазами.
13. Принимай решение не торопясь, на основе консенсуса, взвесив все возможные варианты; внедряя его, не медли.
14. Станьте обучающейся структурой за счет неустанного самоанализаи непрерывного совершенствования.
«Бережливое производство» стремится создать поток единичных изделий, что означает организацию непрерывного движения изделий как у поставщиков комплектующих элементов (материалов, деталей, узлов, сборочных единиц и прочих), так и у предприятий-производителей готовой продукции. Созданию идеального потока всегда препятствуют определенные потери. Выделяют восемь основных видов потерь — действий, не добавляющих ценности при осуществлении производственных и бизнес-процессов, а именно:
1. Перепроизводство (производство изделий раньше времени или в большем количестве, чем требуется потребителю).
2. Ожидание (потери времени).
3. Лишняя транспортировка или перемещение.
4. Излишняя или неправильная обработка.
5. Избыток запасов (сырья, незавершенного производства или готовых изделий).
6. Лишние движения.
7. Дефекты.
8. Нереализованный творческий потенциал сотрудников.
Toyota неустанно работает над устранением этих потерь.
Анализируя «бережливое производство» с позиций отечественной теории и практики организации и управления производством, отметим, что в нем удачно сочетаны такие принципы рациональной организации производственного процесса как: дифференциация, специализация, пропорциональность, параллельность, прямоточность, непрерывность. В соответствии с принципом дифференциации создатели «бережливого производства» разделили традиционно ориентированные производственные процессы на последовательное, параллельно-последовательное выполнение этапов, процессов, операций по изготовлению продукции (от поступления необходимых материальных ресурсов до поставки готовой продукции потребителям) на отдельные части, организовав их преимущественно параллельное функционирование, реализовав при этом принцип специализации, пропорциональности, систему взаимоотношений «точно вовремя» между поставщиками, производственными системами, потребителями и внутри производственных систем, а функционирование каждой отдельной части, построив по принципам прямоточности и непрерывности. Такой подход к организации производственных процессов в сочетании с переходом от рынка производителя (изготовителя) к рынку потребителя, с системно поставленной работой по выявлению и ликвидации потерь в производственных процессах, культивированию отношений «семьи» между менеджерами и рабочими, воспитанию у персонала ощущений членства одной команды, работающей на одну компанию, формированию культуры непрерывного совершенствования с учетом долгосрочной перспективы, позволил «бережливым» компаниям примерно на порядок сократить длительность цикла производства продукции, резко снизить связывание денежных средств в незавершенном производстве и совершить скачек в их оборачиваемости.
Однако «бережливое производство» даже теоретически не может претендовать на всеобщее превалирование над известными способами организации производства. Существует ряд объективных причин обусловливающих предпочтительность организации изготовления предметов незавершенного производства и готовой продукции партиями. Жесткая дисциплина, высокая напряженность труда персонала в «бережливом производстве» приводит к неоправданному росту невыходов на работу по причине временной нетрудоспособности. С целью снижения интенсивности психической нагрузки Toyota организовала для персонала специализированные буферные зоны.