Обыкновенное освидетельствование колесных пар
1.3.5.2 Обыкновенное освидетельствование колесных пар проводят:
- при всех случаях их подкатки под ТПС в депо, за исключением подкатки под ТПС колесной пары, если после ее формирования или проведения полного освидетельствования прошло более 2 лет.
- после крушения, аварии и схода с рельсов при скорости более 10 км/ч,
если при осмотре не выявились повреждения составных частей колесной пары, требующие их замены;
- для моторных вагонов МВПС при ТР-2.
1.3.5.3 Перед обыкновенным освидетельствованием колесной парыпроводят очистку её от грязи, смазки или обмывку в моечной машине.
Обыкновенное освидетельствование включает контроль возможных дефектов в соответствии с таблицей 7.
1.3.5.4 Допускаемые значения параметров колесной пары, контролируемых при обыкновенном освидетельствовании, приведены в таблице 8.
1.3.5.5 При обнаружении дефектов поверхности катания колес, не соответствующих допускаемым значениям параметров по таблицам 7 и 8, производят обточку бандажей по профилю в соответствии с приложением Г. При невозможности устранения дефектов при помощи обточки колесную пару направляют в ремонт.
1.3.5.6 После проведения обыкновенного освидетельствования проводят окраску открытых средней и предподступичных частей оси (в том числе предподступичные и подступичные части оси между лабиринтными кольцами и ступицами колес, а также открытые поверхности оси между колёсными центрами и подшипниковыми узлами осевых редукторов) эмалью черного или темно-серого цвета.
После обточки и упрочнения бандажей наносят контрольную полосу шириной 10 мм эмалью зеленого цвета следом за красной полосой по часовой стрелке и в непосредственной близости от нее.
|
|
1.3.5.8 Результаты контроля при обыкновенном освидетельствовании заносят в книгу формы ТУ-21 и формуляр (технический паспорт) колесной пары.
Полное освидетельствование и ремонт колесных пар
Полное освидетельствование колесных пар
2.1.1 Полное освидетельствование колесных пар проводят:
- при ремонте с заменой составных частей;
- при неясности клейм и знаков последнего полного освидетельствования;
- при наличии повреждений колесной пары после крушения, аварии, столкновения или схода ТПС с рельсов, а также любых видимых повреждений, выявленных при осмотре, кроме повреждений, которые могут быть устранены обточкой или шлифовкой (зачисткой).
2.1.2 При полном освидетельствовании колесной пары выполняют все работы, предусмотренные для обыкновенного освидетельствования, и дополнительно проводят:
- очистку колесной пары от краски (на литых необработанных поверхностях колесных центров допускается неполная очистка от краски, не мешающая визуальной проверке наличия трещин);
- проверку наличия и ясности установленных клейм и знаков на составных частях колесной пары;
- выявление дефектов колесной пары*;
- проверку соответствия размеров и параметров составных частей колесной пары требованиям ремонтных чертежей*;
- проверку плотности посадки призонных болтов зубчатых колес остукиванием двухсотграммовым молотком по головке болта;
- проверку магнитным дефектоскопом призонных болтов зубчатых колес в случае их замены;
- УЗД закрытых частей оси (у колесных пар дизель-поездов – только подступичных частей оси);
|
|
- проверку магнитным дефектоскопом посадочной поверхности бандажа и прижимного бурта после его обжима;
- переформирование с проверкой неразрушающим контролем всех составных частей колесной пары электровоза с удлиненными ступицами колесных центров, если от даты формирования колесной пары или выпрессовки оси прошло более 8 лет;
- проверку на сдвиг колесных центров без удлиненных ступиц, если от формирования или выпрессовки оси прошло более 10 лет.
По результатам полного освидетельствования осуществляют замену забракованных составных частей и постановку клейм и знаков полного освидетельствования.
Маркировка и клеймение колесных пар и их составных частей
2.9.1. При ремонте и полном освидетельствовании колесных пар применяются следующие знаки и клейма:
- клеймо в форме прямоугольника с закругленными углами, указывающее присвоенный условный номер ремонтному пункту (согласно приложению Ж);
- цифры и буквы для обозначения даты (месяца и две последние цифры года) и других данных (цифры и буквы должны быть высотой от 6 до 10 мм, согласно действующим стандартам, техническим условиям и чертежам);
- клеймо приемки («Серп и молот») или прямоугольник с номером и серпом и молотом;
- клеймо контрольного мастера службы технического контроля (требования к клейму службы технического контроля устанавливаются ремонтным пунктом, производящим ремонт;
- клейма в форме круга с буквами, обозначающими метод формирования колесной пары: «Ф» прессовый, «ФТ» тепловой или «ТК», «ТЗ» комбинированный («ТК» - тепловой метод посадки колесных центров или колес, «ТЗ» - тепловой метод посадки зубчатых колес);
|
|
- клеймо в форме круга с буквой «Б», обозначающее балансировку колесной пары;
- клеймо в форме круга с буквой «Д», обозначающее переформирование колесной пары, выпрессовку оси и сборку колесной пары прессовым методом, «ДТ» - тепловым методом, «ДТК» «ДТЗ» - комбинированным методом («ДТК» - тепловой метод посадки колесных центров или колес, «ДТЗ» - тепловой метод посадки зубчатых колес);
- клеймо в форме круга с буквами «ЛД», обозначающее перепрессовку левого, с буквами «ПД» - правого колесного центра или цельнокатаного колеса, с буквами «ЛЗД» - левого, с буквами «ПЗД» - правого зубчатого колеса;
- клеймо в форме круга с буквами «ЛДТ», обозначающее сборку после распрессовки тепловым методом левого, с буквами «ПДТ» – правого колесного центра или цельнокатаного колеса, с буквами «ЛЗДТ» левого, с буквами «ПЗДТ» - правого зубчатого колеса;
- клеймо в форме круга с буквами, обозначающими замену оси на вновь изготовленную и метод формирования колесной пары: «СОФ» – прессовый, «СОФТ» – тепловой или «СОТК», «СОТЗ» – комбинированный («СОТК» – тепловой метод посадки колесных центров или колес, «СОТЗ» – тепловой метод посадки зубчатых колес);
- клеймо в форме круга с буквами «СБ», обозначающее замену бандажей;
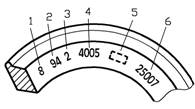
2.9.2.1 Необработанные (в черном виде) оси на средней или подступичной части должны иметь знаки и клейма в соответствии с рисунком 8
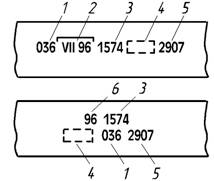
1 — условный номер предприятия-изготовителя,
2 — месяц (римскими цифрами) и год (две последние цифры изготовления),
3 — номер плавки,
4 — клейма приемки,
5 — порядковый номер оси,
6 — год (две последние цифры)
Рисунок 8 – Знаки и клейма на необработанной оси колесной пары
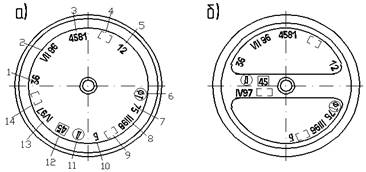
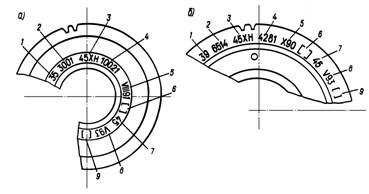
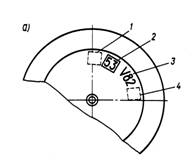
9.2.2 Окончательно обработанные оси на правом торце должны иметь знаки и клейма в соответствии с рисунками
9, а —тепловоза с наружными буксовыми шейками и торцовым упором скольжения;
б — электровоза на подшипниках качения без торцового упора:
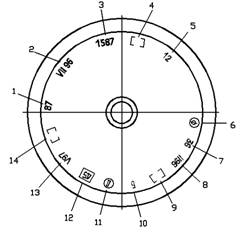
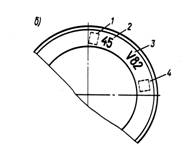
10, Рисунок 10 – Знаки и клейма на правом торце оси колесной пары локомотива с торцовыми упорами качения
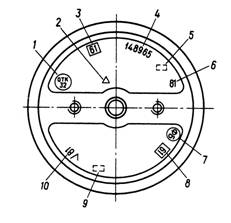
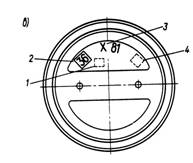
11. Рисунок 11 – Знаки и клейма на правом торце оси колесной пары МВПС
а —тепловоза с наружными буксовыми шейками и торцовым упором скольжения;
б — электровоза на подшипниках качения без торцового упора:
1 — условный номер предприятия-изготовителя необработанной оси;
2 — месяц (римскими цифрами) и год (две последние цифры) изготовления необработанной оси;
3 — порядковый номер оси;
4 — клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки с необработанной оси и принявших обработанную ось;
5 — условный номер предприятия-изготовителя, обработавшего ось;
6 – клейма метода формирования колесной пары («ФТ» – тепловой, «Ф» – прессовый, «Ф» и «ТЗ» – комбинированный при прессовом методе посадки колес (колесных центров) и тепловом методе посадки зубчатого колеса на ось, «ТК» и «Ф» – комбинированный при тепловом методе посадки колес (колесных центров) и прессовом методе посадки зубчатого колеса на ось) или клеймо замены оси на вновь изготовленную («СО»);
7 – условный номер предприятия, производившего сборку колесной пары;
8 – месяц (римскими цифрами) и год (две последние цифры) сборки колесной пары;
9 – клейма технического контроля предприятия-изготовителя и представителя приемки, принявших колесную пару;
10 – клеймо балансировки;
11 – клейма переформирования колесной пары;
12 – номер ремонтного пункта, производившего переформирование;
13 – месяц (римскими цифрами) и год (две последние цифры) переформирования;
14 – клейма технического контроля ремонтного пункта и приемщика локомотивов (инспектора-приемщика), принявших колесную пару после переформирования
Рисунок 9 – Знаки и клейма на правом торце оси колесной пары
1 – условный номер предприятия-изготовителя необработанной оси;
2 – месяц (римскими цифрами) и год (две последние цифры) изготовления необработанной оси;
3 – порядковый номер оси;
4 – клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки с необработанной оси и принявших обработанную ось;
5 – условный номер предприятия-изготовителя, обработавшего ось;
6 – клейма метода формирования колесной пары («ФТ» – тепловой, «Ф» – прессовый, «Ф» и «ТЗ» – комбинированный при прессовом методе посадки колес (колесных центров) и тепловом методе посадки зубчатого колеса на ось, «ТК» и «Ф» – комбинированный при тепловом методе посадки колес (колесных центров) и прессовом методе посадки зубчатого колеса на ось) или клеймо замены оси на вновь изготовленную («СО»);
7 – условный номер предприятия, производившего сборку колесной пары;
8 – месяц (римскими цифрами) и год (две последние цифры) сборки колесной пары;
9 – клейма технического контроля предприятия-изготовителя и представителя приемки, принявших колесную пару;
10 – клеймо балансировки;
11 – клейма переформирования колесной пары;
12 – номер ремонтного пункта, производившего переформирование;
13 – месяц (римскими цифрами) и год (две последние цифры) переформирования;
14 – клейма технического контроля ремонтного пункта и приемщика локомотивов (инспектора-приемщика), принявших колесную пару после переформирования.
Рисунок 10 – Знаки и клейма на правом торце оси колесной пары локомотива с торцовыми упорами качения
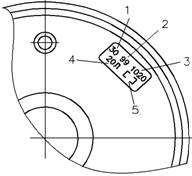
1 – клеймо технического контроля;
2 – клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки с необработанной оси и принявших обработанную ось;
3 – условный номер предприятия, производившего обработку оси и перенесшего знаки маркировки;
4 – порядковый номер оси, начинающийся с номера предприятия-изготовителя поковки;
5 – клейма инспектора приемщика;
6 – год (две последние цифры) изготовления;
7 – клейма формирования и балансировки;
8 – условный номер предприятия, сформировавшего колесную пару;
9 – клеймо технического контроля;
10 – дата формирования.
Рисунок 11 – Знаки и клейма на правом торце оси колесной пары МВПС
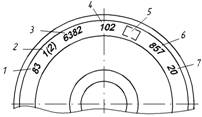
2.9.2.3 Бандажи на боковой наружной грани должны иметь знаки и клейма в соответствии с рисунком 12
1 – условный номер предприятия изготовителя,
2 – год (две последние цифры) изготовления,
3 – марка бандажа,
4 – номер плавки,
5 – клейма приемки,
6 – порядковый номер бандажа по системе нумерации
предприятия-изготовителя.
Рисунок – 12 Знаки и клейма на наружной грани бандажа
На импортных бандажах наносятся следующие знаки:
· знак фирмы,
· две последние цифры года изготовления,
· номер плавки,
· номер бандажа.
При сквозной нумерации плавок (не по годам) год изготовления не наносится. Порядковый номер бандажа отдельными фирмами не наносится.
2.9.2.4 Литые центры на наружной стороне ступицы или диска должны иметь знаки и клейма в соответствии с рисунком 13. Размещение и размеры знаков маркировки – по рабочим чертежам центров.
а) б)

а – на дисковом центре, б – на спицевом центре
1 – условный номер предприятия-изготовителя,
2 – год (две последние цифры) изготовления,
3 – порядковый номер центра по системе нумерации
предприятия-изготовителя,
4 – обозначение марки стали,
5 – клейма технического контроля предприятия-
изготовителя и представителя заказчика
Рисунок 13 – Знаки и клейма на колесном центре
2.9.2.5 Цельнокатаные колеса на наружной боковой поверхности обода должны иметь знаки и клейма в соответствии с рисунком 14
1 – год (две последние цифры) изготовления,
2 – марка стали,
3 – номер плавки,
4 – условный номер предприятия-изготовителя,
5 – клейма технического контроля предприятия-изготовителя и
представителя заказчика,
6 – порядковый номер колеса по системе нумерации
предприятия-изготовителя
7– дополнительный код, обозначающий собственность колес стран
СНГ и Балтии
Рисунок 14 – Знаки и клейма наружной боковой поверхности обода цельнокатаного колеса
2.9.2.6 Зубчатое колесо или венец ТПС должны иметь знаки и клейма в соответствии с рисунком 15
а — на зубчатом колесе;
б — на венце зубчатого колеса
1 – условный номер предприятия-изготовителя,
2 – порядковый номер зубчатого колеса (венца),
3 – марка стали,
4 – номер плавки,
5 – месяц и год изготовления,
6 – клейма технического контроля предприятия-изготовителя и
представители заказчика,
7 – условный номер предприятия, проводившего установку
8 – месяц и год установки,
9 – клейма технического контроля предприятия, проводившего
установку
Рисунок 15 – Знаки и клейма зубчатого колеса и венца
2.9.3 Перенос знаков и правильность обработки осей в соответствии с технической документацией удостоверяется постановкой клейм контрольного мастера службы технического контроля и инспектора-приемщика (на заводе) («Серп и молот»), мастера колесного цеха и приемщика (в депо) с постановкой условного номера пункта, проводившего обработку.
2.9.4 Новые оси, бандажи, цельнокатаные колеса, центры, венцы и зубчатые колеса, поступающие от заводов-изготовителей без приемочных клейм инспектора-приемщика, а также с неясной маркировкой бракуют.
2.9.5 Сторона колесной пары, на торце оси которой находятся знаки и клейма, относящиеся к изготовителю оси, считается правой.
При замене зубчатого колеса или венца на них наносятся знаки и клейма предприятия, производившего замену зубчатого колеса (венца) (рисунок 15, позиции 7 – 9).
2.9.6 При полном освидетельствовании колесных пар на левом торце осей ставятся знаки и клейма в соответствии с рисунком 16.
- Впереди вышеуказанных клейм при замене бандажа дополнительно ставится клеймо «СБ».
При перепрессовке одного из центров (цельнокатаного колеса) — клеймо «ЛД» или «ПД» в зависимости от того, с какой стороны колесной пары перепрессовывался колесный центр или цельнокатаное колесо.
При перепрессовке зубчатого колеса – клеймо «ЛЗД» или «ПЗД» - левого или правого зубчатого колеса.
При сборке колесной пары тепловым методом после распрессовки - клеймо «ЛДТ» или «ПДТ» - левого или правого колесного центра (цельнокатаного колеса), клеймо «ЛЗДТ» или «ПЗДТ» - левого или правого зубчатого колеса.
| 
| 
|
1 – место постановки клейм замены бандажей, спрессовки левого или правого центра (цельнокатаного колеса);
2 – условный номер ремонтного пункта;
3 – месяц и год проведения полного освидетельствования;
4 – клейма службы технического контроля и приемщика локомотивов
Рисунок 16 – Знаки и клейма на левом торце оси колесной пары:
а — тепловозов с торцовыми упорами качения;
б — тепловозов с торцовым упором скольжения;
в — электровозов и МВПС на подшипниках качения без торцового упора;
2.9.7 После постановки клейм торцы осей с торцовым упором необходимо обработать. Шероховатость поверхности должна соответствовать Ra не более 1,25 мкм.
Запрещается заварка или зачеканка знаков и клейм изготовления оси и формирования колесной пары на правом торце оси. Они должны сохраняться на все время эксплуатации оси для локомотивов.
Клейма формирования (переформирования) колесной пары для МВПС и клейма переформирования для локомотивов должны сохраняться до следующего переформирования.
При заполнении всех секторов левого торца оси проводится заварка знаков предыдущих полных освидетельствований и после зачистки или механической обработки торец вновь используется для постановки знаков полного освидетельствования колесной пары. При этом сохраняют клеймо последней перепрессовки колесного центра (цельнокатаного колеса).
Окраска
2.10.1 Колесную пару, принятую после ремонта или полного освидетельствования окрашивают в соответствии с требованиями ремонтных чертежей.
2.10.2 Окрашивание проводят:
- открытых средней и предподступичных частей оси– эмалью черного или темно-серого цвета.
- наружных граней бандажей – эмалью белого цвета.
- места соединения внутреннего торца ступицы колесного центра или цельнокатаного колеса с подступичной частью оси у прицепных вагонов МВПС – эмалью белого цвета полосой от 30 до 40 мм шириной.
2.10.3 Наносят контрольные полосы шириной 25 мм:
- на бандаже для обозначения места постановки контрольных отметок по всей его толщине – эмалью красного цвета;
- на месте соединения ступицы с подступичной частью оси у прицепных вагонов МВПС поперек окрашенного белой эмалью места – эмалью красного цвета;
- на ободе центра (в продолжение полосы на бандаже) по всей его толщине – эмалью белого цвета;
- при упрочнении бандажей проводят контрольную полосу шириной 10 мм эмалью зеленого цвета следом за красной полосой по часовой стрелке и в непосредственной близости от нее.
* Измерения проводят при необходимости с учетом обеспечения требований 1.3.3.11
· При проведении полного освидетельствования без распрессовки составных частей визуальное выявление дефектов и проверку размеров закрытых посадочных поверхностей колесных пар не проводят
2.2.2 При поступлении колесной пары в цех для производства полного освидетельствования и ремонта проводят следующие работы:
- очистку колесной пары от грязи и смазки в моечной машине.
- сушку колесных пар (рекомендуется – сжатым воздухом);
- демонтаж буксовых узлов;
- снятие внутренних колец буксовых подшипников и лабиринтных колец;
- очистку оси и колёсных центров до металла;
- контроль наличия и читаемости клейм
- дефектоскопию:
1) магнитным дефектоскопом открытых частей осей, зубьев зубчатых колес, пальцев тягового привода.
2) УЗД удлиненных ступиц колесных центров, закрытых частей осей.
- измерение геометрических параметров составных частей колесной пары для выявления их недопустимых значений.