ПЕРВОЕ ВЫСШЕЕ ТЕХНИЧЕСКОЕ УЧЕБНОЕ ЗАВЕДЕНИЕ РОССИИ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Федеральное государственное бюджетное образовательное учреждение высшего образования
САНКТ-ПЕТЕРБУРГСКИЙ ГОРНЫЙ УНИВЕРСИТЕТ
Кафедра машиностроения
По дисциплине: Системы управления и программирования станков с __________________ЧПУ_____________________
(наименование учебной дисциплины согласно учебному плану)
Тема:Пуско-наладочные работы на станке с ЧПУ Emco Concept Turn 250
Выполнил: студент гр. ТОА-17 ____________
(подпись) (Ф.И.О.)
Проверил: ассистент Кексин А.И.
(должность) (подпись) (Ф.И.О.)
Санкт-Петербург
 2018 год
2018 год
СОДЕРЖАНИЕ
Введение
1. Изготовление деталей в учебно-экспериментальных мастерских Санкт-Петербургского Горного университета. [Чертёж можно отсканировать/сфоткать + 1-2 стр. технология]
2. Ознакомление с эксплуатацией токарного станка с ЧПУ Emco Concept Turn 250 2.1 Первоначальный ввод в эксплуатацию токарного станка с ЧПУ Emco Concept Turn 250.
2.2 НАЛАДКАТОКАРНОГО СТАНКА С ЧПУ EMCO CONCEPT TURN 250
2.3 ПОДГОТОВКА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
2.3.1 Написание программы
2.3.2 ПРОВЕРКА УПРАВЛЯЮЩЕЙ ПРОГРАММЫВ 2D И 3D МОДЕЛИРОВАНИИ
2.3.2.1 2D-моделирование
2.3.2.2 3D моделирование
ОБРАБОТКА В АВТОМАТИЧЕСКОМ РЕЖИМЕ
3. Ознакомление с производственными условиями при ремонте бронетанковых машин.
3.1 посещение музея что помните на страничку
3.2 технологический процесс ремонта бронетанковых машин [1-1,5 стр.]
Заключение
Привести содержание в нормальный вид (структура правильная; пункт 2.4 в тексте должен быть пустым – так сказал Кексин)
Не забудьте обратить цвета рисунков, чтобы при печати всё было видно. Я пробовал через Paint сочетанием клавиш Ctrl+Shift+I. Мб кто-то знает, как в чёрно-белые цвета перевести картинку. Кексин что-то про Фотошоп Онлайн говорил.

Вот что я имею в виду (это из другого отчёта)
ВВЕДЕНИЕ
Токарные станки с ЧПУ используются для обработки внешних и внутренних сферических, конических и цилиндрических поверхностей тел вращения, а также для нарезки наружной и внутренней резьбы. За перемещение исполнительных органов станка отвечает электроника – числовое программное управление (ЧПУ) и система двигателей и приводов. Токарное оборудование применяется при средне- и мелкосерийном производстве, где важна высокая точность. Станки с ЧПУ могут быть оснащены револьверными головками, обеспечивающими автоматическую смену инструмента. Такое решение позволяет использовать токарное оборудование в качестве недорогих, многофункциональных систем, способных выполнять большую часть производственных задач в минимальные сроки при низкой себестоимости работ.
2.1 Первоначальный ввод в эксплуатацию токарного станка с ЧПУ Emco Concept Turn 250.
Токарный станок Emco Concept Turn 250 является двухосевым устройством с числовым программным управлением, который управляется при помощи обычного персонального компьютера (ПК). Данный способ управления позволяет обеспечивать рассматриваемое устройство различными системами числового программного управления (Fanuc, Siemens и др.) посредством использования одного и того же станка. Монитор установленной системы с ЧПУ моделируется на экране компьютера, ввод данных производится с помощью клавиатуры системы управления, сменяемой в зависимости от вида системы управления.
Основные элементы станка с ЧПУ Emco Concept Turn 250:
1. Главный шпиндель;
2. Централизованная система смазка;
3. Пневматическая система, пневматический блок и вентили;
4. Станочный светильник;
5. Манипулятор инструментом (12-разрядный револьвер с инструментами с и без привода);
6. Задняя бабка;
7. Аварийный выключатель;
8. Заменяемая система управления;
9. Фирменная табличка;
10 Главный выключатель станка (запираемый);
11 Дверцы станка;
12. Отделение с откидной клавиатурой;
13. Встроенный ПК;
15 Ванна для охлаждающего вещества;

Рисунок 1 - Основные элементы станка Emco Concept Turn 250
16. Фильтр охлаждающего вещества;
17. Насос для охлаждающего вещества;
18 Защитная планка для автоматического закрытия дверец;
19. Оптический прибор для предварительно установки;
20. Сигнальная лампочка;
21. Улавливающее детали устройство;
22. Крепление станка к поверхности;
23. Нивелирный и крепежный материал;
24. Устройство для отвода стружки.
Перед началом работы на токарном станке с ЧПУ необходимо осуществить следующий порядок действий:
1. Проверить уровень масла для централизованной смазки на левой стороне станка в емкости 2 (объем емкости 2,7 л), при необходимости дополнить масла (см. рис. 2). Централизованная смазка предназначена для смазывания маслом направляющих скольжения (4 роликовых направляющих для каждой каретки). Насос для смазывающего вещества автоматически активизируется после того, как каретка проделает путь в 150 м. Кроме того, импульс смазки активизируется нажатием клавиши «AUX ON». После продолжительного простоя оборудования необходимо нажать 2-3 раза клавишу «AUX ON» и переместить каретки. Таким образом, направляющие и шпиндели будут опрысканы маслом.
Централизованная смазка работает как проточная смазочная система, т.е. масло для смазки направляющих скольжения после применении стекает, как правило, в СОЖ. В связи с этим желательно экономное приведение в действие системы централизованной смазки.
2. Подключить подачу сжатого воздуха. Данный процесс осуществляется посредством поворота крана для подачи сжатого воздуха из компрессора в станок, после чего путем открытия ручного вентиля производится подача воздуха в пневмосистему. Давление системы питания 6 bar.
3. Перепроверить уровень масла в масленки системы сжатого воздуха 1 пневматического блока, в случае необходимости наполнить масло для системы сжатого воздуха (см. рис. 2).

Рисунок 2 - Обратная сторона станка Emco Concept Turn 250

Рисунок 3 - Передняя сторона станка Emco Concept Turn 250
4. Проверить уровень охлаждающего вещества 3, при необходимости заполнить емкость для охлаждающего вещества (количество заполняющего вещества около 140 л). Для реализации этого необходимо повернуть насос для охлаждающего вещества путем открытия крышки 4, после чего вынуть ванну, в конструкцию которой встроен уровень охлаждающей жидкости (см. рис. 3).
5. Включить станок при помощи главного выключателя 5 (см. рис. 3).
При работе на Emco Concept Turn 250 необходимо знать точки станка, определяющих систему координат рабочего пространства станка:
Нуль станка М 
Нуль станка М находится по оси вращения на торцевой стороне переднего конца шпинделя. Нуль станка является началом отсчета системы координат.

Рисунок 4 - Точки станка с 12-разрядным манипулятором инструментом Emco Concept Turn 250
Нуль изделия W 
Нуль изделия W оператор может запрограммировать сам. С помощью программирования нуля изделия начало отсчета системы координат смещается с нуля станка М в нуль изделия.
Опорная точка зажима инструмента N 
Опорная точка зажима инструмента N или T является неизменно заданной точкой, которая служит в качестве опорной точки для измерения инструментов. Она находится на диске манипулятора инструментом. Точка Т расположена на винтовой окружности зажимов инструмента для инструментов без привода (Ø176), либо на торцевой стороне диска манипулятора инструментом.
Направление по оси Х – «направление диаметра». Направление по оси Z – «продольное направление вращения».
Базовая точка R 
Базовая точка R является неизменно заданной точкой станка, которая служит для юстировки измерительной системы. После каждого включения, либо деблокирования аварийного выключателя необходимо приблизиться к базовой точке, чтобы сообщить системе управления точное расстояние между точками М и Т (N).
НАЛАДКА ТОКАРНОГО СТАНКА С ЧПУ EMCO CONCEPT TURN 250
В соответствии с картой наладки необходимо подобрать инструмент, проверить отсутствие повреждений, надежность крепления пластинок, правильность заточки и т.д. Далее необходимо настроить режущий инструмент на заданные картой наладки координатные размеры.
Для этого:
1. Переходим в меню "ACTUAL POSITION", в котором отображается расстояние в координатах X,Z от нуля изделия W до опорной точки инструмента T. Для перехода нажимаем на кнопку "POS".

Рисунок 5 - Меню ACTUAL POSITION
Из меню POS (рис. 5) переходим в "ALL" (рис. 6) (клавиша F5 на клавиатуре или панели станка). В этом меню отображается относительная позиция (точка W - точка T) и машинная позиция (точка M - точка T). Из того, что эти позиции совпадают, делаем вывод, что точка M и W совпадают, значит станок "не видит" заготовку.

Рисунок 6 - Меню ALL
2. Устанавливаем предусмотренный картой наладки вид зажимного патрона и проверяем надежность закрепления заготовки.
3. В ручном режиме управления станком на высокой подаче подводим торец револьверной головки к торцу установленной заготовки, переходим на низкую подачу, размещаем между торцом заготовки и торцом револьверной головки лист бумаги и "притираем" револьверную головку к заготовке до того, как лист невозможно будет переместить.
Переходим в меню "ACTUAL POSITION", теперь координата Z показывает вылет заготовки относительно точки M. Переходим в меню "OFFSET" (рис. 7) (клавиша F5 на клавиатуре или панели станка) и в меню "WORK SHIFT" (рис. 8) (клавиша F5 на клавиатуре или панели станка). В этом меню мы устанавливаем вылет заготовки, путем написания в командную строку значение координаты Z со знаком "минус".

Рисунок 7 - Меню OFFSET

Рисунок 8 - Меню WORK SHIFT
Для того, чтобы убедиться в правильности своих действий, переходим в меню "POS" и видим, что теперь относительная и машинная позиция по координате Z отличается на величину, которую мы определили (рис. 9).

Рисунок 9 - Разница координат
4. Настраиваем режущий инструмент на заданные картой наладки координатные размеры. Для этого устанавливаем настроенный инструмент в рабочие позиции револьверной головки (приводные инструменты в нечетные позиции), запускаем шпиндель станка, задав частоту вращения, направление вращения, выбираем инструмент.
В случае токарного резца - торцуем заготовку, отводим на безопасное расстояние по оси X и, не выключая шпиндель, переходим в меню "ACTUAL POSITION". Здесь координата Z показывает вылет инструмента относительно торца револьверной головки (рис. 10). Переходим в меню "OFFSET", заносим эту координату в строку, соответствующую позиции инструмента в револьверной головке, также вписываем радиус скругления режущей кромки.

Рисунок 10 - Коррекция инструмента по оси Z
Для нахождения вылета неприводного инструмента по оси X производим точение заготовки, из координаты X в меню "ACTUAL POSITION" вычитаем диаметр обработанной поверхности, измеренный вручную штангенциркулем, и заносим в меню "OFFSET" в строку, соответствующую позиции инструмента в револьверной головке (рис. 11).

Рисунок 11 - Откорректированный инструмент
Приводной инструмент корректируем таким же образом только по оси Z. По оси X вводим значение -20, так как отверстия для приводного инструмента отклонены на такую величину от отверстий для неприводного инструмента. Радиусом указываем соответственно радиус осевого инструмента (рис. 12).
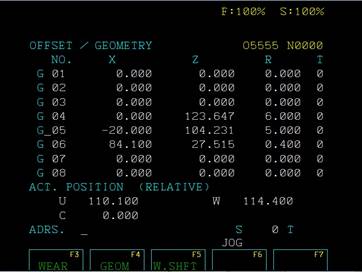
Рисунок 12 - Коррекция инструмента
Таким образом, настройка режущего инструмента на заданные картой наладки координатные размеры завершена.