При непоточном методе могут использоваться три вида организации производственного процесса: последовательный, параллельный и параллельно-последовательный (смешанный).
Последовательная организация предполагает передачу партии предметов труда на последующую операцию сразу после окончания обработки всей партии на предыдущей операции. Графически подобная организация представлена на рисунке 4.1.
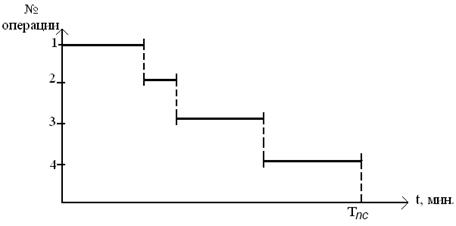
Рисунок 4.1 – График технологического цикла при последовательном движении предметов труда.
Длительность технологического цикла при последовательном движении определяется по формуле:
 (4.1)
(4.1)
где q – величина партии предметов труда, шт.; k – количество операций технологического процесса; i – порядковый номер операции; ti – трудоемкость i -ой операции, мин.; Ci – количество рабочих мест (станков) на i -ой операции.
Продолжительность производственного цикла самая длительная из возможных.
Параллельный вид организации характеризуется передачей предметов труда по операциям либо транспортными партиями, либо поштучно (т.е., принимаем, что размер транспортной партии равен 1). При этом передача транспортных партий с операции на операцию осуществляется без перерывов. В пределах одной операции передача транспортных партий без перерывов осуществляется по наиболее длительному операционному циклу. Графически данный вид организации представлен на рисунке 4.2.

Рисунок 4.2 – График технологического цикла при параллельном виде движения предметов труда.
Из рисунка видно, что в пределах отдельных операций имеют место перерывы ожидания вследствие разной производительности смежных операций.
Длительность технологического цикла при его параллельной организации определяется по формуле:
 (4.2)
(4.2)
где р – размер транспортной партии, шт.; tгл – трудоемкость операции по наиболее продолжительному операционному циклу (если их несколько, то при расчетах выбирается только один), мин.; Сгл – количество рабочих мест по операционному циклу максимальной продолжительности, шт.
Продолжительность технологического цикла при данной его организации самая короткая из возможных.
Параллельно-последовательная организация производственного процесса, так же как и параллельная, предполагает передачу предметов труда транспортными партиями или поштучно. При этом на каждой операции обработка всех транспортных партий производится без перерывов.
При передаче транспортных партий с предыдущей операции на последующую возможны два варианта:
- если операционный цикл на предыдущей операции короче, чем на последующей, то передача первой транспортной партии осуществляется сразу же после окончания ее обработки на предыдущей операции;
- если предыдущий операционный цикл длиннее последующего, то обработка последней транспортной партии на последующей операции начинается сразу же после окончания обработки всей партии на предыдущей операции.
График технологического цикла при смешанном виде его организации представлен на рисунке 4.3.
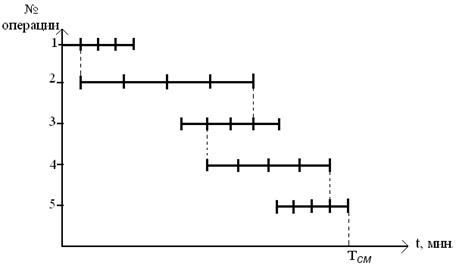
Рисунок 4.3 – График технологического цикла при смешанном виде движения предметов труда.
Из рисунка видно, перерывы ожидания при подобной организации технологического цикла возникают между смежными операциями. Например, вторая транспортная партия не может быть передана на обработку по второй операции сразу после окончания обработки на первой операции, т.к. в это время еще не закончена обработка первой транспортной партии на второй операции и т.д.
Длительность технологического цикла при параллельно-последовательном виде движения определяется по формуле:
 (4.3)
(4.3)
где  – сумма наиболее коротких
– сумма наиболее коротких  по смежным операциям, мин.
по смежным операциям, мин.
Продолжительность данного технологического цикла меньше, чем при последовательной, но больше, чем при параллельной его организации.