Конструкции всех станочных приспособлений основываются на использовании типовых элементов, которые можно разделить на следующие группы:
· Установочные элементы, определяющие положение детали в приспособлении;
· Зажимные элементы – устройства и механизмы для крепления деталей или подвижных частей приспособлений;
· Элементы для направления режущего инструмента и контроля его положения;
· Силовые устройства для приведения в действие зажимных элементов
(механические, электрические, пневматические, гидравлические);
· Корпуса приспособлений, на которых крепят все остальные элементы;
· Вспомогательные элементы, служащие для изменения положения детали в приспособлении относительно инструмента, для соединения между собой элементов приспособлений и регулирования их взаимного положения.
Каждое приспособление должно обеспечивать выполнение всех функций, обусловленных операцией.
Среди них главной является базирование заготовки, то есть придание ей требуемого положения в приспособлении. После базирования заготовку необходимо закрепить, чтобы она сохранила при обработке неподвижность относительно приспособления.
Базирование и закрепление – это два разных элемента установки заготовки. Они выполняются последовательно. Базирование нельзя заменить закреплением.
Базирующие или установочные элементы приспособлений должны обладать высокой износоустойчивостью рабочих поверхностей и поэтому изготовляются из стали и подвергаются термической обработке для достижения необходимой поверхностной твердости.
В корпусе приспособления эти элементы должны располагаться так, чтобы обеспечивалась возможность легкой и быстрой замены их в случае износа или повреждения. Рабочие поверхности базирующих деталей для сохранения их в чистоте и в целях надежного прилегания к ним заготовок должны быть небольших размеров и не должны быть сплошными по всей установочной поверхности обрабатываемой детали.
При установке заготовка опирается на установочные элементы приспособлений, поэтому эти элементы называют опорами.
Опоры делят на две группы:
1. Основные
2. Вспомогательные
Основными опорами называются установочные или базирующие элементы, лишающие заготовку при обработке всех или нескольких степеней свободы.
Вспомогательные опоры применяют для исключения деформации заготовок, установленных на основных опорах. Количество их может быть произвольным, так как оно определяется условиями обработки, жесткостью и конфигурацией детали.
К основным опорам относятся: опорные штыри, пальцы, пластины, центры, призмы (ГОСТ 12193-12197, 12209-12216, 13440-13442, 4743).
Штыри применяются с плоской, сферической и насеченной головкой.

Штыри с плоской головкой предназначены для установки заготовок
обработанными плоскостями.
Штыри со сферической и насеченной головкой предназначены для установки заготовок необработанными плоскостями.
Штыри с насеченной головкой используют для установки деталей по необработанным боковым поверхностям, потому что они обеспечивают более устойчивое положение заготовки и в некоторых случаях позволяют использовать меньшие усилия зажима.
Элементы (пальцы) для установки заготовок по наружным и внутренним цилиндрическим поверхностям:
а- постоянные цилиндрические, б- сменные цилиндрические, в- постоянные срезанные.
Опорные пластины применяют при обработке заготовок с большими габаритными размерами.
Конструкция представляет собой узкую пластинку, закрепляемую двумя или тремя винтами диаметром М6, М8, М10 или М12 в зависимости от поперечного сечения пластинки.
Пластины могут быть плоскими и с косыми пазами
При базировании заготовок по цилиндрической поверхности используется установка заготовки на призму.
а) с выемкой для установки длинных заготовок;
б) с точечными опорами.
Призмой называется установочный элемент с рабочей поверхностью в виде паза, образованного двумя плоскостями, наклоненными друг к другу под углом.
В приспособлениях используют призмы с углами равными 60о, 90 о и 120 о.
Если на установочной поверхности заготовки имеется припуск, который необходимо удалить в последующих операциях и который для различных партий заготовок может быть неодинаковым, применяют регулируемые опоры.
Для деталей, имеющих внутреннюю цилиндрическую поверхность, в качестве установочных элементов применяют оправки. Конструктивно оправки делят на жесткие и разжимные.
Жесткие оправки могут быть: конические, цилиндрические для посадки заготовок с гарантированным зазором или натягом.
Рис.13. Оправки:
а- коническая оправка;
б- цилиндрическая оправка с гарантированным зазором;
в- оправка с натягом (под запрессовку).
Разжимные оправки
Отличаются от жестких тем, что имеют подвижные элементы, перемещающиеся в радиальном направлении.
Устанавливается заготовка на оправку свободно с зазором.
Разжимающиеся элементы оправки фиксируют заготовку на ней, выбирая зазор между оправкой и заготовкой.

Корпус является базовой деталью, объединяющей все элементы приспособления.
На корпусе монтируют установочные элементы, зажимные устройства, детали для направления инструмента, вспомогательные детали и механизмы.
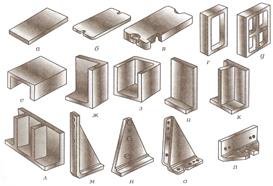
Стандартизированные элементы корпусов:
а-в) плиты;
г, д) коробки;
е) швеллер;
ж) трехгранник;
з) четырехгранник;
и-л) угольник и угольники с ребром;
м-о) ребра;
п) планка.