Лабораторная работа № 1
1. ТЕОРЕТИЧЕСКОЕ ВВЕДЕНИЕ
Естественный захват полосы валками осуществляется при условии когда

где  - угол захвата в начальный момент захвата;
- угол захвата в начальный момент захвата;
 - угол трения в момент захвата.
- угол трения в момент захвата.
Схема действия сил при захвате полосы валками представлена на рис. 1.
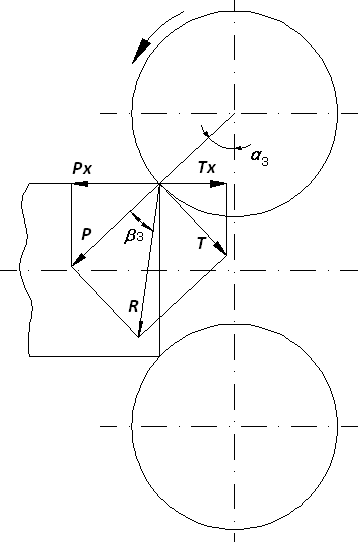
Рисунок 1 – Схема действия сил на полосу при захвате полосы валками
При соприкосновении полосы с валками со стороны валков действует нормальная сила  и возникшая от её действия сила трения
и возникшая от её действия сила трения  . Горизонтальные составляющие этих сил
. Горизонтальные составляющие этих сил  и
и  направлены в противоположные стороны, при этом сила
направлены в противоположные стороны, при этом сила  втягивает полосу в щель между валками, а сила препятствует этому. Захват металла валками начинается при равенстве сил и , что возможно при равенстве углов и .
втягивает полосу в щель между валками, а сила препятствует этому. Захват металла валками начинается при равенстве сил и , что возможно при равенстве углов и .
В установившемся процессе прокатки (рис. 2) контакт между прокатываемым металлом и валками происходит не по линии, как это было в момент захвата, а по поверхности, длина которой равна длине дуги захвата. Точке приложения равнодействующей усилия прокатки соответствует угол  . В этом случае движение металла между валками характеризуется условием:
. В этом случае движение металла между валками характеризуется условием:
 или
или 
где  - угол, соответствующий положению точки приложения равнодействующей усилия прокатки;
- угол, соответствующий положению точки приложения равнодействующей усилия прокатки;
 - угол касания в установившемся процессе;
- угол касания в установившемся процессе;
 - коэффициент положения равнодействующей.
- коэффициент положения равнодействующей.

Рисунок 2 – Схема действия сил на полосу в установившемся процессе прокатки
По опытным данным коэффициент положения равнодействующей равен 1,3 ÷ 3,0, при этом большее его значение относится к процессу холодной прокатки.
Таким образом, установившийся процесс прокатки осуществляется в более надёжных условиях, чем захват, т.е. при избытке сил трения, который способствует развитию опережения при прокатке. Однако это утверждение справедливо в случае, когда  . В действительности угол трения в момент захвата
. В действительности угол трения в момент захвата  как правило больше угла трения в установившемся процессе
как правило больше угла трения в установившемся процессе  , отсюда показатель соотношения углов трения
, отсюда показатель соотношения углов трения
|
|
 > 1
> 1
При холодной прокатке  = 1,6 ÷ 2,8.
= 1,6 ÷ 2,8.
На величину оказывает влияние температура, наличие на поверхности металла смазки или окислов, относительная скорость перемещения поверхности валков и прокатываемого металла. Наличие смазки в основном снижает  и почти не изменяет
и почти не изменяет  .
.
Итак, имеем условие, характеризующее захват  , и условие, соответствующее установившемуся процессу
, и условие, соответствующее установившемуся процессу  . Отсюда для максимальных углов
. Отсюда для максимальных углов  ,
,  .
.
Отношение максимального угла касания в установившемся процессе  к максимальному углу захвата
к максимальному углу захвата  обозначим
обозначим
Коэффициент  , как будет показано ниже, характеризует устойчивость процесса прокатки и степень развития опережения. Чем больше , тем устойчивее процесс прокатки и больше опережение. Величина зависит от соотношения углов трения
, как будет показано ниже, характеризует устойчивость процесса прокатки и степень развития опережения. Чем больше , тем устойчивее процесс прокатки и больше опережение. Величина зависит от соотношения углов трения  и
и  .
.
Если принять  , то
, то  . Принимая среднее значение
. Принимая среднее значение  , получим
, получим  .
.
Однако, чаще встречается случай, когда  >
>  , тогда
, тогда

Поскольку  >
>  , то в данном варианте
, то в данном варианте  > 1.
> 1.
Устойчивость процесса прокатки можно оценивать по коэффициенту  , равному отношению максимального угла касания в установившемся процессе
, равному отношению максимального угла касания в установившемся процессе  к действительному углу касания
к действительному углу касания  :
:
Принимая коэффициент устойчивости захвата  , где
, где  - действительный угол захвата, и учитывая, что практически процесс прокатки всегда протекает при условии
- действительный угол захвата, и учитывая, что практически процесс прокатки всегда протекает при условии  , окончательно получаем:
, окончательно получаем:
2. ЦЕЛЬ РАБОТЫ
Изучение условий захвата и определение соотношения между максимальным углом касания в установившемся процессе и максимальным углом захвата в начальный период процесса прокатки.
|
|
3. ОБОРУДОВАНИЕ, ИНСТРУМЕНТ, МАТЕРИАЛЫ
В работе используют прокатный стан 200, линейку, штангенциркуль, клиновидные образцы из свинца (рис. 3):
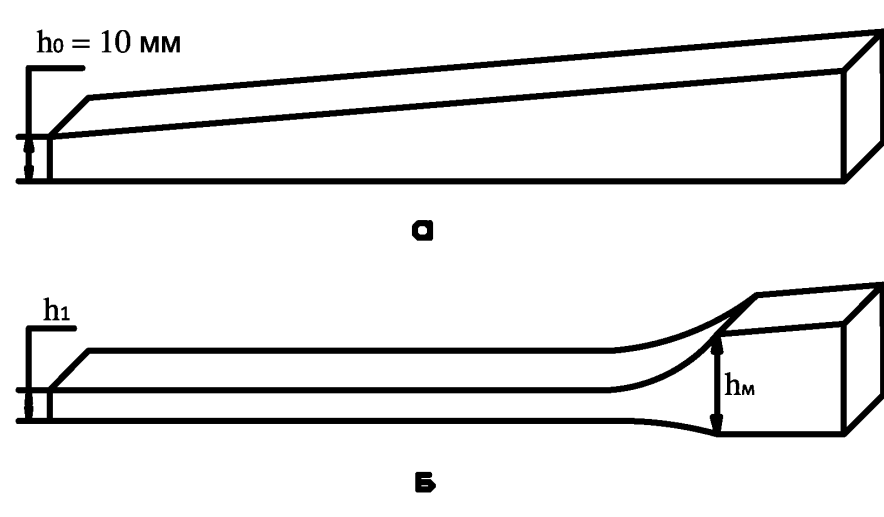
Рисунок 3 – Образец до (а) и после прокатки (б)
4. МЕТОДИКА ПРОВЕДЕНИЯ РАБОТЫ
Прокатку проводят при различных условиях трения: в сухих валках, со смазкой и в валках, покрытых мелом. В последнем случае образец также покрывают мелом.
Перед прокаткой валки следует установить с таким зазором, чтобы естественный захват не осуществлялся, затем положить на стол образец и при помощи деревянного бруска слегка прижать образец передней гранью (тонким концом) к валкам, после чего медленно приподнимать валок до тех пор, пока ощутится дрожание образца. При дальнейшем незначительном подъёме валки захватывают образец и прокатывают до определённого момента, когда начинается скольжение валков по металлу. После этого валки останавливают, поднимают верхний валок и извлекают образец.
Для участка образца с постоянной высотой по длине определяют максимальный угол захвата  :
:
где d – диаметр валка;
h0, h1–толщина полосы до и после прокатки.
Зная значение  , по значениям тригонометрической функции (табл. 1) находят . В этом случае
, по значениям тригонометрической функции (табл. 1) находят . В этом случае  . Максимальный угол касания установившегося процесса прокатки
. Максимальный угол касания установившегося процесса прокатки  определяют:
определяют:
где hм – толщина полосы перед зоной деформации на конусном участке длины образца.
Таблица 1 – Значения тригонометрической функ ции
| Угол α, град. | сos α | Угол α, град. | сos α | Угол α, град. | сos α | Угол α, град. | сos α |
| 1,0000 | 0,9816 | 0,9272 | 0,8387 | ||||
| 0,9998 | 0,9781 | 0,9205 | 0,8290 | ||||
| 0,9994 | 0,9744 | 0,9135 | 0,8192 | ||||
| 0,9986 | 0,9703 | 0,9063 | 0,8090 | ||||
| 0,9976 | 0,9659 | 0,8988 | 0,7986 | ||||
| 0,9962 | 0,9613 | 0,8910 | 0,7880 | ||||
| 0,9945 | 0,9563 | 0,8829 | 0,7771 | ||||
| 0,9925 | 0,9511 | 0,8746 | 0,7660 | ||||
| 0,9903 | 0,9455 | 0,8660 | 0,7547 | ||||
| 0,9877 | 0,9397 | 0,8572 | 0,7431 | ||||
| 0,9848 | 0,9336 | 0,8480 | 0,7314 |
|
|
Все экспериментальные и расчётные данные заносят в таблицу 2.
Таблица 2 – Опытные и расчётные данные по определению и 
| № обр | Условопыта | Мат. | h0, мм | h1, мм | hм, мм | h0- h1, мм | hм-h1, мм | dвалк мм | cos αмз | αмз, град | cos αму | αму, град | Кα |
| Валки покрыты мелом | Pb | ||||||||||||
| Чистые валки | Pb | ||||||||||||
| Валки покрыты маслом | Pb |
Вычисление значений косинусов углов производят до четвёртого знака. Необходимо зарисовать образец до и после прокатки с обозначением его длины, ширины и толщины.
На основании экспериментальных данных делают вывод о значении  для различных условий прокатки.
для различных условий прокатки.
Для обеспечения безопасности работы на стане образец следует обязательно задавать в валки только специальным деревянным бруском.
5. ЛИТЕРАТУРА
1. Смирнов В.С. Теория прокатки. – М.: Металлургия, 1967, с. 179.
6. КОНТРОЛЬНЫЕ ВОПРОСЫ
1. При каком соотношении между углом захвата и углом трения возможен захват полосы валками?
2. Какое соотношение существует между углом касания и углом трения в установившемся процессе прокатки?
3. Отк аких факторов зависит величина отношения углов трения при захвате и в установившемся процессе прокатки?
4. Какие силы способствуют захвату полосы валками?
5. Какие силы препятствуют захвату полосы валками?
6. Как рассчитать величину угла захвата?
7. Какого значения в общем случае достигает отношение между углом трения в начальный момент захвата и углом трения в установившемся периоде прокатки?
8. Какого значения в общем случае достигает коэффициент положения равнодействующей нормальных и касательных сил, действующих на контактной поверхности?