Под именем сварки в кузнечном деле известна операция, посредством которой можно соединить два куска железа или стали так, что они образуют одно нераздельное целое, причем само место сварки остается малозаметным. Сваривание металлов представляет операцию, напоминающую склеивание деревянных частей между собою, и отличается от нее тем, что производится без посредствующего вещества (клея) плавлением металла и крепкою связью, получаемою простым соединением и проковкою этих расплавленных поверхностей. Другое различие сварки от склеивания заключается еще в том, что прочность сварки не зависит от формы соединения металлических частей, отчего эта форма не бывает так разнообразна, как склеивание дерева.
Главное условие хорошей сварки – прочность соединения, обусловливаемая единственно степенью совершенства сплавления соединяемых поверхностей, которые перед сваркою должны быть хорошо подготовлены, пригнаны и очищены от окалины.
При сварке металла могут встретиться те же три случая соединения, которые бывают при соединении дерева, а именно: сварка по длине, под углом и плашмя. Из них сварка по длине, соответствующая сращиванию и наращиванию дерева, наиболее употребительна в кузнечном деле; сварка под углом встречается реже, а соединение поверхностей металлов длинными кромками – только в исключительных случаях.
Сварка металлов
Для того чтобы сварить между собою две железные полосы, надо нагреть их в кузнечном горне до белосварочного жара, то есть до 1600 °C. Затем оба куска металла переносят на наковальню и поверхности, предназначенные к сварке, осаживают ударами кувалды и скашивают на нет. После всего этого концы нагревают вновь и в местах сварки посыпают поверхности так называемым сварочным песком, состоящим из сухой глины, мелкого песка, стекла или буры. Песок, расплавившись, покрывает нагретые части стекловидною массою, предохраняющею поверхности от окисления. Тогда усиливают дутье до плавильного жара, причем поверхности покроются как бы слизью. Куски вынимают, накладывают обе поверхности одна на другую и легкими, но частыми ударами ручника сваривают одну с другою. Если во время работы железо остынет, не сварившись, то необходимо повторить операцию, очистив концы и снова посыпав их сварочным песком. Но вообще следует избегать всякого рода повторения одной и той же работы и приучиться делать это с одного раза.
Сварка железа
Начинающему не мешает знать, что сварка железа, кроме аккуратности и быстроты действия, требует также, чтобы материал был хорошего достоинства и, во всяком случае, одинакового сложения и качества.
Если приходится сваривать толстые вещи или такие штуки, которые будут подвержены сотрясению, например экипажные оси, то сварку делают несколько иначе. Осадив оба конца, отковывают один из них клином, а в другом делает клиновое углубление; затем оба конца помещают в горн так, чтобы один конец лежал против другого. Когда оба конца накалятся до белокалильного жара, то, не вынимая из огня, соединяют их вместе, слегка ударив по сварке ручником. После всего этого их переносят на наковальню и место сварки проковывают со всех сторон.
Вещи после сварки необходимо дать остыть на вольном воздухе, а не охлаждать ее опусканием в воду, так как от слишком быстрого перехода из горячего состояния в холодное железо может сделаться хрупким.
Сварка под углом двух железных полос также не представляет никаких трудностей. Свариваемые поверхности сначала обделываются в прочное соединение и затем свариваются по только что описанному нами способу.
При сварке плашмя (соответствующей сплотке дерева) поверхности насекают или зазубривают и затем, нагрев каждую из них до сварочного жара, проковывают на наковальне.
Вообще прочность сварки зависит не столько от формы соединения отдельных частей, сколько от более или менее совершенного сплавления между собою свариваемых поверхностей и хороших качеств металла. Хорошо сделанная сварка не должна обнаруживать признаков шва, и после надлежащей отделки даже само место сварки не должно быть заметно.
Сварка стали
Прежде всего заметим, что не все сорта стали могут обрабатываться одинаково и выдерживать одну и ту же температуру каления. Так, сырую сталь можно нагреть до всякой температуры совершенно безопасно, и такая сталь хорошо сваривается. Между тем рафинированная сталь может быть нагрета много слабее и сваривается весьма трудно. Литую сталь не должно нагревать выше вишнево-красного каления, и она совершенно не способна свариваться. Первые два сорта стали могут быть доводимы до сварочного жара, и проковка их в этом состоянии только улучшает сложение металла, уплотняет его и уничтожает в массе стали пленки и трещины, если таковые имеются в ней. Но после первого нагрева сталь следует накаливать осторожно до краснокалильного жара и ковать ее, несколько остывшую, слабыми ударами ручника и кувалды.
Обращение со сталью требует большой опытности и навыка. Заметим, кстати, что для сварки стали вместо сварочного песка приготовляют особый порошок, состоящий из равных частей соли, селитры и буры или же из шести частей нашатыря и одной части буры.
Сварка железа со сталью
В практике часто приходится не только сваривать сталь со сталью, но также делать соединение железа со сталью, или как говорят, наваривать сталь на железо. При выделке режущих, скоблящих, рубящих и других инструментов для обработки металлов и дерева такой способ изготовления их весьма употребителен.
Сварить сталь с железом много труднее, чем сварить сталь со сталью, и не всякий кузнец может хорошо исполнить эту работу. Мы уже знаем, что обработка стали во многом разнится с обработкой железа, хотя общие приемы работы одни и те же. Но железо для сварки должно быть доведено до белокалильного жара, а сталь в большинстве случаев не может выдержать этой температуры. Понятно потому, что оба металла не могут быть нагреваемы одновременно в горне, так как в таком случае сталь может перегреться и потерять все свои хорошие качества.
Как поступить в этом случае, лучше всего объяснить на примере. Возьмем самый употребительный инструмент – плотничный топор, на лезвие которого требуется сделать стальную наварку.
Предположим, что топор уже откован и остается сделать стальную наварку. Для этого в месте сварки необходимо его сначала осадить до толщины 1,2–1,3 см. Затем по линии предполагаемой наварки надрубается тонким зубилом канавка, к которой пригоняется стальной брусок. После такой подготовки топор кладут лезвием к фурме, а сталь несколько дальше. Когда топор дойдет до калильного жара, сталь подвигают ближе к фурме и следят за тем, чтобы они одновременно дошли до вара, то есть оба покрылись бы ровною слизью. После этого, соединив обе части, переносят их на наковальню и проковывают вместе легкими ударами ручника.
При отковке двухфасочных инструментов, то есть таких, у которых режущее ребро спущено на обе стороны, наварка стали производится несколько иначе. Берут кусок плоского железа и, вытянув его до требуемой ширины инструмента и двойной длины, загибают вдвое. В образовавшийся таким образом промежуток между концами вставляют стальную пластинку, которую требуется приварить. Нагревание в горне, сварка и проварка на наковальне производятся так же, как и в предыдущем случае.
Сварка меди
Способностью свариваться, кроме железа и стали, обладает также красная медь. Сварочным порошком для нее служит фосфорнокислая соль. Нагревание медных поверхностей, предназначенных к сварке, производится до краснокалильного жара; их во время накаливания посыпают сварочным порошком, способствующим сварке и предохраняющим медь от окисления. В обращении с медью при накаливании и сварке необходимо принимать некоторые предосторожности, чтобы не испортить всю работу. Кроме возможности перегреть металл накаливанием выше температуры вишнево-красного цвета, особенное внимание должно быть обращено на чистоту самой работы по отношению предназначенным к варке поверхностям меди. При нагревании на угле надо остерегаться, чтобы частички угля не пристали к шлаку, образующемуся на сварочных поверхностях вследствие присыпки сварочного порошка. Такая примесь угля может разложить фосфорную соль окиси меди, которая перейдет в фосфорическую медь, покроет поверхность налетом серого цвета, и сварка делается невозможною.
При проковке меди на наковальне не следует также упускать из виду относительную мягкость этого металла в нагретом состоянии сравнительно с железом и сталью. Под ударами молота медь расплющивается, и потому из предосторожности лучше всего производить проковку меди деревянным молотком, сделанным из какого-либо твердого и нехрупкого дерева.
Закалка и отпуск стали
Закалка стали
Одно из главных и полезных в практическом отношении свойств стали – это возможность по произволу работающего придать этому металлу желаемую степень твердости. Эта искусственная твердость, приобретаемая сталью, называется закалкою стали. Чтобы закалить сталь, необходимо нагреть ее до известной температуры и затем быстро опустить в холодную воду или какую-либо другую жидкость.
Несмотря на видимую простоту работы, закалка стали требует большого внимания и осторожности, не говоря уже о том, что в разных случаях требуется разная степень закалки.
Чтобы хорошо закалить кусок стали или стальную пластинку, недостаточно нагреть ее до известной температуры и затем опустить в какую-либо быстро охлаждающую среду. Необходимо, чтобы это нагревание было произведено равномерно по всей стальной пластинке. Этого достигают тем, что во время нагревания часто поворачивают закаливаемую вещь в горне. Когда приходится нагревать для закалки инструмент, имеющий длинное и тонкое лезвие, то равномерного нагревания даже при частом поворачивании достигнуть все-таки трудно. Поэтому в таких случаях полезно при отковке этих инструментов делать лезвие несколько толще необходимого и после закалки довести его до требуемой толщины на точильном камне.
Иногда закаливаемые вещи бывают так малы, что в кузнечном горне они могли бы совершенно сгореть; тогда их можно накалить или на небольшой угольной жаровне, или же в пламени свечи, направляя это пламя посредством паяльной трубки.
Выбор охлаждающей среды является вопросом не последней важности или, по крайней мере, имеющим такое же первостепенное значение, как и сама закалка. В этой области технических знаний в старину существовала масса рецептов, предрассудков и секретов, только тормозивших самое дело и сбивавших с толку неопытных работников, пока вопрос этот не был выяснен научным путем. При этом, как и следовало ожидать, оказалось, что самые простые средства и приемы работ явились в то же время и самыми действительными и полезными.
Для получения вполне хорошей закалки наилучшей охлаждающей средой следует считать воду, кроме некоторых исключительных случаев, когда для охлаждения можно посоветовать употребление других жидкостей. Если закаливаемая вещь должна иметь большую твердость, то часто к воде прибавляют несколько капель азотной или серной кислоты, но такое средство, однако, следует считать рискованным. Более верною и вполне надежною охлаждающею средою является ртутная ванна, при погружении в которую накаленная сталь получает наибольшую твердость, не теряя своей вязкости. Такой способ закалки наиболее пригоден для резцов металлообделочных инструментов.
К весьма хорошим охлаждающим средствам следует причислить также жирные вещества: масло, сало и воск, а также смесь китового жира, сала и воска. Все эти вещества сообщают стали среднюю степень закалки, необходимую для инструментов, служащих для обработки дерева, например шильев, рубаночных железок, сверл, буравов и т. п. Слабый мыльный раствор при опускании в него накаленной стали дает едва заметную закалку, причем металл вполне сохраняет необходимую вязкость.
Отпуск стали
Различного рода инструменты требуют различной степени закалки, обусловливаемой назначением инструмента. Так, инструменты, употребляемые для обработки дерева, требуют более слабой степени закалки против металлообделочных инструментов; а так как угадать степень нагрева, необходимого в данном случае, весьма трудно, то обыкновенно изделиям дают высшую степень закалки и затем ослабляют, или, как принято говорить, отпускают, до желаемой степени твердости, вязкости и упругости. Таким образом, отпуск стали является необходимою дополнительною операциею закалки этого металла.
Отпуск стали принадлежит к числу легких и в то же время вполне точных манипуляций кузнечных работ в отличие от закалки стали, при которой единственным руководством служит опытность работающего.
Весь процесс отпуска стали основан на том, что закаленную вещь очищают на точиле (осветляют), подвергают новому накаливанию и затем дают медленно остыть. При этом вторичном нагревании после закалки на блестящей поверхности металла появляются так называемые побежалые цвета, соответствующие определенной температуре нагрева. Порядок следования этих побежалых цветов следующий: палевый при 221 °C; желтый – 228 °C; оранжевый – 235 °C; красный – 250 °C; фиолетовый – 280 °C; синий – 280 °C; голубой – 334 °C; снова палевый – 360–500 °C.
Что касается причины появления всех этих цветов в порядке строгой постепенности, то здесь происходит окисление поверхности металла, изменяющегося с изменением толщины слоя окиси. Сталь мало-помалу теряет полученную ею при закалке твердость, превращаясь в металл такой же мягкий, как железо.
Таким образом, при отпуске стали необходимо внимательно следить за появлением побежалых цветов и знать, при котором из них надо остановить нагревание, соответствующее определенной температуре и степени твердости отпуска инструмента. Чем большею твердостью должен обладать инструмент, тем слабее должен быть сделан отпуск. Так, плашки, винтовальные доски, метчики, резцы и другие инструменты для обработки металлов после закалки отпускают до желто-оранжево-красного цвета. Напротив, деревообделочные инструменты накаливают до красно-фиолетового цвета. Вообще, самый твердый отпуск сталь получает при накаливании до желто-оранжевого цвета, а самый мягкий достигается нагреванием до темно-синего цвета.
Первою заботою после закалки инструмента перед отпуском его должна быть очистка поверхности металла от слоя окиси или окалины, образовавшегося при погружении раскаленного металла в воду или какую-либо другую охлаждающую жидкость. Поверхность вещи должна быть безусловно чистою, а для этого ее шлифуют на точильном камне или на кружке, обтянутом кожею с наждачным порошком.
Для накаливания стали при отпуске чаще всего употребляют угольную жаровню, в которой горение древесного угля поддерживается при помощи раздувания ручным мехом. Само накаливание производится на железном противне, на который насыпают слой песка, и на него уже кладутся вещи, предназначенные для отпуска.
Такая песчаная баня способствует более равномерному нагреванию всей поверхности накаливаемой вещи, что трудно достигается непосредственным нагреванием на огне. Той же цели можно достигнуть накаливанием отпускаемой вещи на раскаленной железной полосе. В этом случае необходимая степень нагрева сообщается вещи чрез посредство накаленной докрасна полосы, и работающему представляется удобным следить за появлением побежалых цветов и прекратить накаливание, когда будет необходимо. Нагревание тонких и длинных инструментов необходимо производить особенно осторожно, наблюдая за тем, чтобы все части одновременно дошли до требуемой закалкою и отпуском температуры накаливания. Более тонкие части нагреваются быстрее толстых, отчего инструмент может повести; чтобы этого не случилось, нужно толстые части нагревать несколько ранее тонких, и когда первые будут доходить до требуемой температуры, нагреть и последние.
Во время нагревания всегда следует поворачивать вещь, чем достигается одновременное появление на поверхности побежалых цветов. Также во время нагревания нужно внимательно следить за появлением побежалых цветов, так как они следуют один за другим довольно скоро; пропустив же подобный момент, можно испортить вещь – сталь будет перегрета более, чем нужно. Когда на поверхности стальной вещи появится требуемый оттенок побежалого цвета, необходимо быстро снять вещь с огня и опустить ее в воду.
При накаливании инструментов для обработки как дерева, так и металлов нет никакой надобности закаливать и отпускать весь инструмент, а достаточно ограничиться работающей его частью; исключение из этого правила допускается только относительно очень тонких вещей, например столовых ножей и пил. Последние, доведенные до вишнево-красного каления, опускаются при закалке в летнюю воду[7]с прибавкою масла, чтобы сталь охладилась медленно и не могло произойти перемены в металле, что весьма возможно при неаккуратном обращении с пилою. Заметим здесь, что пилы никогда не подвергаются вторичному нагреванию и отпуску, а должны быть доведены до требуемой крепости с одного раза, в противном случае во время работы такою пилою зубья ее легко могут выкрошиться. Центры для токарных станков, как требующие особенной твердости закалки, никогда не отпускаются.
Вообще все работы как по закалке стали, так и по отпуску ее необходимо производить особенно внимательно, так как всякая небрежность и недосмотр могут испортить все дело – стальная полоса может лопнуть, или ее поведет в сторону.
В практике закалку и отпуск стали весьма часто делают одновременно, то есть с одного нагрева, что значительно сокращает время работы. Инструмент накаливают для закалки обыкновенным порядком и опускают на несколько секунд в воду работающую его часть. При этом инструмент охладится только частью, так как не погруженная в воду часть сохранит в себе настолько жара, что его будет достаточно для сообщения всему инструменту требуемой температуры.
Такой способ закалки, однако, не может быть рекомендован как безусловно хороший и во всяком случае требует большой опытности, чтобы вторичное погружение в воду, для окончательной закалки, было сделано вовремя. Это угадать тем более трудно, что покрытая окалиною поверхность металла почти не обнаруживает побежалых цветов.
Закалка в пакетах
Под этим именем известна в кузнечном деле операция, посредством которой можно сообщить железным вещам сталевидную поверхность. Это делается в тех случаях, когда железная поверхность должна быть прочна и иметь гладкий, хорошо отполированный вид. Само собою разумеется, что такая сталевидность будет только местная, на наружной поверхности железной вещи, которая получает все свойства стали, не исключая способности в закале.
Насталивание железной вещи, или цементация, производится различными способами. Наиболее употребительный способ цементации состоит в том, что в ящик из листового железа кладут животные вещества: копыта, рога, кости и т. п. пересыпая их слоями порошка животного угля. Туда же помещают вещь, предназначенную для цементации. Когда все это сделано, ящик покрывают железною крышкою, связывают проволокою и замазывают щели глиною. Накаливание производят на очаге с железною решеткою, на которую ставят ящик. Температура накаливания должна быть равномерная и не очень высокая. Операция продолжается 3–4 часа, и в это время отделяется удушливый запах газов, почему необходимо их отвести в дымовую трубу. По окончании прокаливания ящик снимают с очага щипцами и, сняв крышку, быстро опрокидывают его со всем содержимым в чан с холодною водою.
Другой способ цементации, известный под именем американского, состоит в прокаливании железных вещей в древесном угле, смоченном водою и смесью поваренной соли, смолы и бурого железняка.
Оба этих способа цементации хотя и дают вполне удовлетворительные результаты, но работа эта идет медленно и кропотливо. Вот почему в кузницах очень часто прибегают к упрощенному способу цементации, состоящему в том, что поверхность железной вещи, накаленной до краснокалильного жара, натирают порошком синильного калия, после чего вновь прокаливают и погружают в холодную воду. Вместо синильного калия можно для той же цели употребить нашатырь.
Регенерация стали
Сталь при накаливания выше определенной для этого металла температуры весьма легко пережечь и сделать ее негодной к употреблению. Можно, однако, хотя не вполне, но частью, вернуть стали ее характерные свойства и сделать ее пригодною для выделки инструментов посредством нового накаливания и погружения в раствор аравийской камеди[8]. Раствор этого вещества, смотря по степени крепости, обладает способностью уменьшить излишнюю твердость стали или же, напротив, закалить мягкую сталь. В первом случае, то есть для смягчения слишком твердой стали, ее разогревают до температуры буро-вишнево-красного каления и погружают в раствор 2,4 кг камеди на ведро воды. Таким образом закаленная сталь отличается умеренною твердостью и может быть хорошо обрабатываема напильником. Этот же раствор камеди служит для возвращения пережженной стали мягкости и мелкозернистого сложения; при этом сталь нагревают до вишнево-красного цвета.
Для более твердой закалки стали употребляется раствор камеди, менее концентрированный – 400 г порошка на ведро воды. Сталь нагревают до вишнево-красного каления и, опустив в раствор камеди, оставляют в нем до полного охлаждения.
Примеры кузнечных работ
В заключение остановим внимание читателя на примерах простейших работ, которые могли бы служить для первых практических упражнений кузнеца-любителя.
Отковка болтов и гаек. К числу простейших работ, однако требующих известной точности и аккуратности, принадлежит отковка железных болтов и гаек. Необходимым пособием для отковки небольших болтов, заклепок и гвоздей служит гвоздильня. Она состоит из металлической стальной или железной со стальною наваркою доски с ручкой. Посредине доски, называемой формой, сделано углубление, или гнездо, соответствующее форме и очертанию болтов и заклепок, как это видно на рис. 36 и 37.
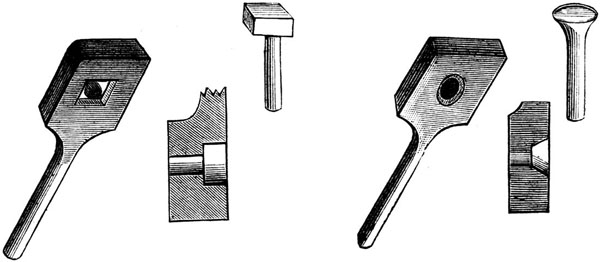
Рис. 36, 37
Для того чтобы отковать болт, форму кладут на наковальню так, чтобы гнездо формы пришлось над одним из отверстий наковальни, причем кузнец держит форму левою рукою за металлическую ручку, а правой, при помощи клещей, вкладывает в широкое отверстие формы раскаленный металлический стержень. Молотобоец бьет по стержню сверху (осаживает), отчего стержень, пройдя всю глубину гнезда формы, примет ее очертания.
Гайки. Форма гаек бывает различна; наиболее употребительны четырех-, шести– и восьмигранные гайки. Чтобы отковать четырехгранную гайку, берут железную полосу несколько толще требуемой высоты гайки и, отрубив от этой полосы кусок такой длины, какой угодно захватить клещами, помещают его в горн. Когда железо дойдет до краснокалильного жара, его вынимают и переносят на наковальню, стараясь с одного нагрева придать ему проковкою требуемую толщину ширину. После этого круглым бородком пробивают дырку сначала с одной стороны, а затем с другой. Диаметр этого отверстия делается несколько меньше диаметра болта, на который гайка будет надета после нарезки винтового хода. После этого гайку надрубают кузнечным зубилом на ребре наковальни, как изображено на рис. 38.
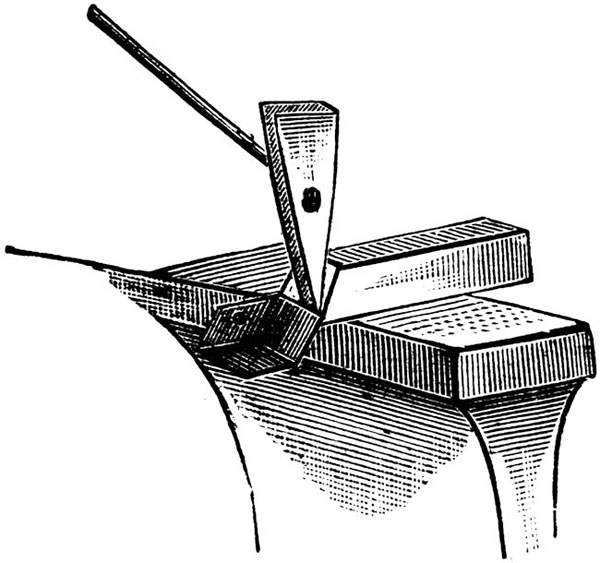
Рис. 38
Такую надрубку надо сделать только с одной стороны, немного не доходя до другой, чтобы гайка только свесилась, но не отделилась от полосы. Затем берут соответствующий диаметру отверстия гайки стерженек (оправку) и, продев его в это отверстие, отламывают гайку и выправляют ее на наковальне ручником.
Отделку граней производят так: сначала выглаживают боковые грани, поворачивая гайку на 90°, а затем, сняв гайку с оправки и ударяя о лицо наковальни, выглаживают верхнюю и нижнюю грани ручником или гладилкой.
Чтобы отковать шестигранную гайку, ход работы остается тот же, только при отделке граней гайку поворачивают на угол в 60°, отчего вместо четырех граней получится шесть. Так же точно при отделке восьмигранной гайки поворачивают ее на угол 45°.
При отделке гаек необходимо поворачивать их непременно на требуемый угол и правильно наносить удары ручником на одну из граней, а не на ребра, иначе гайка получит неправильную форму.
Гайка, откованная по способу только что описанному, называется пробивной. Она имеет тот недостаток, что при нарезке резьбы или впоследствии, когда гайка будет навинчена на болт, она может дать трещину, а иногда, при дурном качестве железа, и вовсе лопнуть.
Несравненно большею прочностью отличаются гайки, называемые заварными. Для выделки такой гайки вытягивают полоску железа шириною и толщиною соответственно размерам гайки, длина же берется в три раза больше диаметра отверстия, которое должна иметь гайка. Полоска эта, нагретая в горне, загибается на роге наковальни в виде кольца, которое затем надевается на оправку, и края его сводятся один с другим в накладку. После этого кольцо нагревают до сварочного жара и, вынув его из горна оправкою, сваривают и проковывают по общим правилам.
Болты. Сделав гайку, можно приступить к отковке болта, который состоит из цилиндрического стержня со шляпкою или головкою на одном из его концов. Головки эти бывают двух родов: самородные и приварные. Первая головка отковывается из цельного куска болтового стержня, вторая же приваривается к одному из его концов.
Приварную головку изготовляют так: отковав две гайки одинаковой величины с пробитыми отверстиями или же самородные, дают им остыть. Затем берут железный стержень и один конец его немного утолщают, затем на горячий его конец загоняют одну из гаек и снова накаливают в горне до сварочного жара. Приварив головку, придают ей ту или другую форму по тем же правилам, как это было объяснено относительно отковки гаек. В прочности такая головка значительно уступает самородной тем, что при дурной сварке и частых сотрясениях, которым может подвергнуться болт, при скреплении им какого-либо механического станка, приварная головка может отскочить, между тем как при употреблении болтов с самородными головками этого не бывает.
Когда головка приварена, приступают к отделке стержня болта. Для этого болт захватывают клещами за головку, закладывают стержень в горн и нагревают до краснокалильного жара. После этого, вынув нагретый стержень из огня, проковывают его по всей длине на наковальне при помощи гладилки и нижника. Особенное внимание при этом должно быть обращено на правильную обжимку той части болта, которая соприкасается с гранью головки. Эта грань должна образовать вполне правильный угол, иначе головка примет относительно болта косое направление.
Во время работы надо возможно чаще проверять диаметр болта, причем не следует забывать, что нагретый металл при остывании уменьшается в объеме, а потому при обмеривании ножки кронциркуля не должны проходить свободно. Когда болт совершенно готов, длину его обмеряют, излишек отрубают зубилом и конец выправляют ручником.
Изготовление болта с коническою потайною головкою. Отрубив кусок болтового железа длиною несколько более предполагаемой длины готового болта, накаливают конец его в горновом гнезде и затем осаживают настолько, чтобы из полученного утолщения этого конца могла образоваться головка болта. Тогда стержень нагревают до белокалильного жара и, захватив его клещами за грушевидное утолщение, быстро опускают конец болта в наложенную на наковальню гвоздильную форму, как показано на рис. 39. Затем часто ударяют ручником и кувалдою по утолщению; последнее, раздавшись, заполнит все пустоты гнезда гвоздильни. Когда эта работа окончена, поднимают гвоздильню за рукоятку и, ударив хвостом болта о наковальню, вынимают болт и подвергают его окончательной отделке.
Что касается четырех-, шести– и восьмигранных головок болта, то такие головки нельзя сделать с одного раза. Утолстив конец болта, пропускают его в форму так, чтобы утолщенный конец этот пришелся поверх формы. Здесь головка подвергается предварительной отковке (рис. 40) и окончательно отделывается, как было объяснено относительно гайки, надетой на оправку. Болтам с полушарообразными самородными головками придают форму при помощи соответствующего обжима.
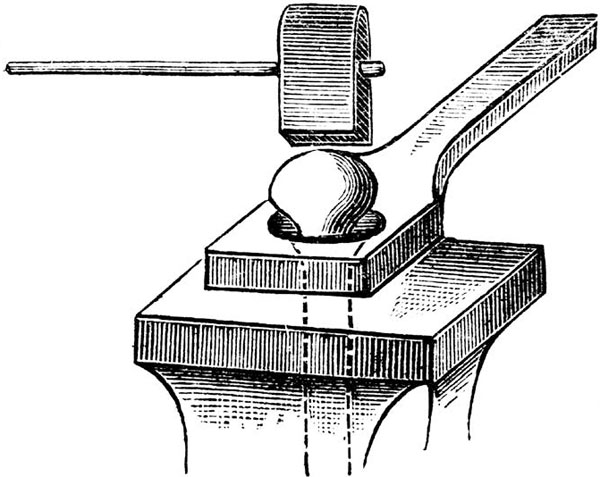
Рис. 39
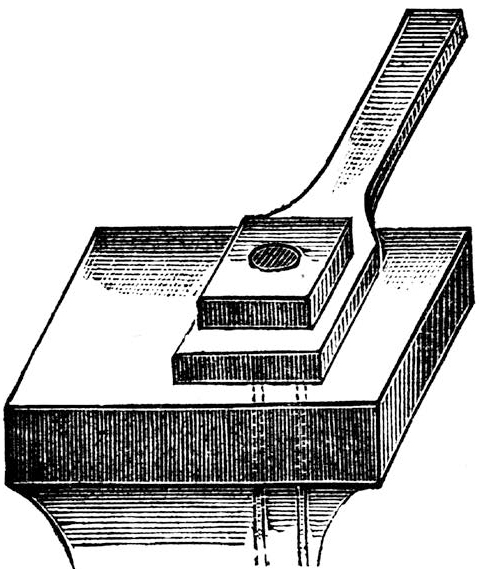
Рис. 40
Барашковая гайка употребляется для ручного завинчивания без помощи слесарного ключа, для чего барашек в своей верхней части имеет два ушка. Для отковки такой гайки берут железный прут диаметром не менее диаметра предполагаемой гайки. Один конец этого прута отгибают для образования крыльев или ушек гайки; промежутки же между последними вырубаются зубилом. Затем отрубают по мерке с небольшим запасом длину прута для отковки собственно гайки и полученный отрубок помещают в горн, нагревают и приступают к ковке.
Вороток имеет много различных применений в практике. Для отковки его берут длинный круглый стержень, откованный из доброкачественного железа, отмерив требуемую длину с прибавкой 12–16 см против размера воротка, помещают последний в горн так, чтобы средина его была зарыта в уголь, а концы находились вне кучи горящего угля. Нагреть надо только середину стержня до белокалильного жара, а затем вынимают его из горна, захватив клещами за нагретое место, и быстро опускают в чан с холодною водою оба конца железного стержня, из которых должны быть откованы ручки. Затем стержень, как показано на рис. 41, осаживают посредине, при помощи плоской гладилки телу воротка придают надлежащую форму и пробивают четырех– или шестигранное отверстие. Дальнейшая отделка воротка производится в тисках.
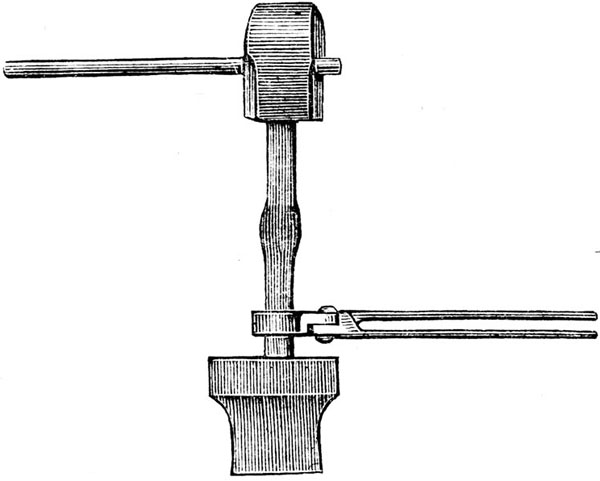
Рис. 41
Подковы. Изготовление подков составляет одно из главных занятий большинства небольших кузниц. Отковка подковы весьма несложна и легко может быть исполнена ручным способом, хотя массовая заготовка их производится при помощи механических штамповальных станков. Здесь мы остановим внимание читателей только на ручной выделке подков, что необходимо знать всякому кузнецу.
Подковоковальное дело состоит не только в изготовлении самой подковы, но также и в умении укрепить эту подкову к копыту лошади так, чтобы подкова держалась крепко и в то же время не могла испортить ноги лошади. Последнее условие особенно важно и не должно быть упускаемо из виду, чтобы неумелым обхождением с ногою лошади во время ковки не нажить беды.
Подкова, как и обувь человека, должна быть пригнана по ноге и правильно облегать копыто лошади; гвозди или винты укрепляются в самом копыте так, чтобы они ни в коем случае не могли задеть мягких частей и тем произвести рану в ноге, весьма часто обнаруживаемую не сразу, а спустя несколько дней хромотою и гноем. Тогда ноги лошади необходимо прежде всего расковать и, промыв ранку, приняться за ее лечение, благоразумно воспользовавшись советом ветеринарного врача.
Что касается выделки самой подковы, то для этого необходимо брать железо хорошего качества, волокнистого сложения, нехрупкое, без плен[9], раковин[10]и вообще таких недостатков, которые делают железо ломким. Подкова должна быть легкою и прочною, изнашиваться от времени и, не ломаясь, выдерживать удары о камень во время бега лошади; ковать подкову из плохого железа – бесполезная трата времени и материала.
Для выделки подковы берется кусок полосового железа соответствующей длины и, нагрев его до вишнево-красного цвета, придают ему форму подковы проковкою на наковальне и загибанием на роговом ее отростке. Вслед за сим пробивают дыры для гвоздей и одну для переднего шипа подковы; свободные концы загибаются кверху и образуют задние шипы, тогда как передний шип приваривается вставлением в переднее отверстие подковы.
Вся работа подковы редко может быть сделана сразу, но чаще всего накаливанием железа два или три раза. Что касается размера подков, то в этом отношении надо сообразоваться с величиною копыт лошади; штампованные подковы приготовляют несколько номеров, более или менее подходящих к размерам копыт.
Глоссарий
Аравийская камедь (гуммиарабик) – твердая прозрачная масса, выделяемая различными видами акаций.
Бугель – железное кольцо, надеваемое на верхний конец всякой сваи, вбиваемой в землю, для предохранения этого конца от растрескивания.
Бура – тетраборат натрия, распространенное соединение бора, применяется при пайке и плавке.
Бурый железняк – железная руда.
Железки – резцы столярных инструментов.
Животный уголь (костяной уголь) – остаток после обугливания костей без доступа воздуха, обладает способностью извлекать из растворов многие органические и минеральные вещества.
Летняя вода – вода комнатной температуры.
Плена – дефект в металле в виде трещины.
Полуда – слой олова, покрывающий внутреннюю поверхность металлической посуды.
Раковина – дефект в металле в виде полости.
Синильный калий – цианид калия, или цианистый калий, калиевая соль синильной кислоты. Применяется для создания гальванических покрытий или для извлечения благородных металлов из руд.
Фаска – грань, срез, сторона.
Хвост – свободная часть кузнечного инструмента.
Юфтевый – сделанный из юфти, особым образом выделанной толстой прочной мягкой кожи.
[1]Связи – элементы каркаса сооружения, обеспечивающие его пространственную жесткость, а также устойчивость несущих конструкций.
[2]Полуда – слой олова, покрывающий внутреннюю поверхность металлической посуды.
[3]Юфтевый – сделанный из юфти, особым образом выделанной толстой прочной мягкой кожи.
[4]Бугелем называют железное кольцо, надеваемое на верхний конец всякой сваи, вбиваемой в землю, для предохранения этого конца от растрескивания.
[5]Хвост – свободная часть кузнечного инструмента.
[6]Фаска – грань, срез; сторона.
[7]Летняя вода – вода комнатной температуры.
[8]Аравийская камедь, или гуммиарабик, – твердая прозрачная масса, выделяемая различными видами акаций.
[9]Плена – дефект в металле в виде трещины.
[10]Раковина – дефект в металле в виде полости.