Лабораторная работа № 7
МНОГОЦЕЛЕВЫЕ СТАНКИ
Многоцелевыми называются станки с ЧПУ, предназначенные для комплексной обработки заготовок. Их характерными конструктивными особенностями являются: использование ёмких инструментальных магазинов (30-50 инструментов), устройств автоматической смены инструментов (АСИ), поворотных столов или столов-палет со спутниками для закрепления на них заготовок. Многоцелевые станки (МС) часто называют обрабатывающими центрами. От других станков с ЧПУ они отличаются высокой концентрацией обработки. На них производят черновую, полу чистовую и чистовую обработки с одной установки: фрезерование плоскостей, сверление, зенкерование, растачивание отверстий, нарезание резьб и т.д.
Типовые компоновки МС показаны на рис. 8.1, 8.2.
Кинематическая структура этих станков (рис.8.3, 8.6) отличается простотой, но с помощью блоков автоматического управления частотой вращения электродвигателей М1-М4 позволяет бесступенчато изменять скорость вращения шпинделя или подачи стола.

Рисунок 8.1. -Вертикальный многоцелевой станок:
1 - крестовый стол; 2 - промежуточный носитель инструмента; 3 - магазин инструментов; 4 - автооператор; 5 - пульт управления.

Рисунок 8.2 -Вертикальный многоцелевой станок мод. 225ВМФ4:
I - крестовый стол; 2 - автооператор; 3 \«г магазин инструментальный; 4 - шпиндель; 5 — шпиндельная бабка.
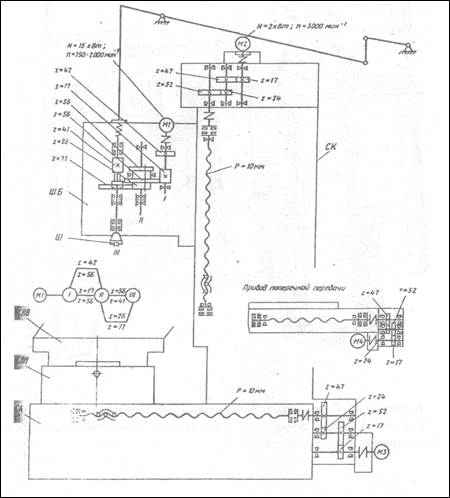
Рисунок 8.3. - Кинематическая схема перемещения станка мод. 2254ВМФ4:
Ml - электродвигатель привода вращения шпинделя; М2 - электродвигатель привода вертикального перемещения бабки; М3 - электродвигатель привода подачи нижнего стола; М4- электродвигатель привода подачи нижнего стола; СА - станина; CJ1H - стол нижний; CJIB - стол верхний; Ш - шпиндель; ШБ - шпиндельная бабка; СК - стойка.

Рисунок 8.4 Шпиндельная бабка станка мод.6560МФ3.
I-III - валы коробки скоростей; 1 – задняя опора шпинделей; 2 – шпиндель; 3,4 - передняя опора шпинделя.
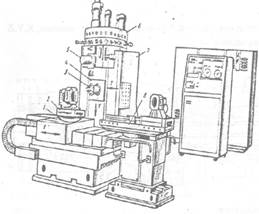
Рисунок 8.5.- Г оризонтальный многоцелевой станок мод: ИР- 500МФ4:
1 - поворотный стол; 2 - стол- спутник; 3 - шпиндель; 4 - шпиндельная бабка; 5 — автооператор; 6 - магазин; 7 - стойка; 8 - поворотная платформа; X,Y,Z - координатные оси перемещения узлов станка.

Рисунок 8.6. Кинематическая схема многоцелевого станка мод. ИР-500МФ4:
Ml - электродвигатель привода вращения шпинделя; М2 - электродвигатель привода вертикального перемещения шпиндельной бабки; М3 - электродвигатель горизонтального перемещения стойки; М4 - электродвигатель привода поперечного перемещения стола; М5 - электродвигатель привода поворота стола; СЛ - стол поворотный; Ш - шпиндель; МН - магазин; X,Y,Z - координатные оси перемещения.

Рисунок 8.7.- Шпиндель узел:
1 - бесконтактный выключатель; 2 - упор; 3 - бесконтактный выключатель; 4,5 - втулки; 6 - захват; 7 - винты; 8 - шпиндель; 9,10 - гайки для создания натяга; 11 - корпус; 12 - упорно-радиальный шариковый подшипник; 13,20,22 - регулировочные кольца; 14 - подшипник радиальной передней опора; 15 - оправка; 16 - регулировочное кольцо; 17 - шпонки; 18 - хвостовик инструментальной оправки; 19 - шарики; 21 - подшипник радиальной задней опоры шпинделя; 23 - шестерня-полумуфта; 24 - тарельчатые пружины; 25 - гайка; 26 - канал подачи сжатого воздуха; 27 - поршень; 28 - гидроцилиндр; 29 - упор.
Автоматическая смена инструментов МС производится по четырем принципиальным схемам:
а) без автооператора (рис. 8.8)
б) с автооператором (рис. 8.9, 8.10)
в) с автооператором и промежуточным носителем (рис.8.11)
г) с автооператором и позицией ожидания (рис.8.13)
На рис. 8.12 и 8.13 показаны конструкция и схема смены режущего инструмента.
Автоматизация загрузки заготовок МС обеспечивается путем установки и закрепления заготовок в специальном приспособлении-спутнике (рис.8.17, 8.18) и, как правило, производится вне рабочей зоны станка. Пока в рабочей позиции (рис. 8.18, 6) ведется обработка, в другой позиции стола производится снятие обработанной и установка новой заготовки, тем самым существенно сокраща- ется цикл обработки.
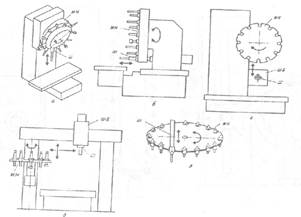
Рисунок 8.8. - Схема инструментов без автооператоров: а,б,в - при соосном расположении в магазине и шпинделе; г,д - при параллельном расположении в магазине и шпинделе; МН - магазин; Ш - шпиндель; ШБ - шпиндельная бабка.

Рисунок 8.9.- Устройство автоматической смены инструментов с автооператором: а,б,в - для горизонтальных многоцелевых станков; г,д - для вертикальных многоцелевых станков; МН - магазин; А — автооператор; Ш - шпиндель; ШБ - шпиндельная бабка.

Рисунок 8.10. - Устройства автоматической смены инструментов с автооператором и магазином:
а - с дисковым накопителем; б - с цепным магазином; МН - магазин; А - автооператор; Ш - шпиндель; ШБ - шпиндельная бабка.

Рисунок 8.11.- Устройства смены инструментов с промежуточным носителем:
а - для продольно-обрабатывающего многоцелевого станка; б - для горизонтального многоцелевого станка; 1,11 - позиции промежуточного носителя; МН - магазин; НП - носитель промежуточный; А - автооператор; КА - корпус автооператора; ШБ - шпиндельная бабка; КН - каретка промежуточного носителя; Ц1,Ц2 - гидроцилиндры перемещения
захватов.
Рисунок 8.12.- Автооператор: 1 - стакан; 2 - зубчатый венец; 3 - рейка; 4 - корпус автооператора; 5,7 - направляющие; 6 - гидроцилиндр подъёма корпуса 4; 8,21 - гидроцилиндры; 9,10 - рычаги- захваты; 11,12 - оси; 13 - пружина; 14,19 - шпонки; 15 - шток; 16 - шарикоподшипник; 17 - крышка; 18 - гильза; 20 - корпус захватов; 22 - поршень; К - внутренние концы рычагов 9 и 10.
|
Рисунок 8.13. - Устройства смены инструментов с позицией ожидания: 1-7 - последовательность смены инструментов; Ш - шпиндель: А - основной автооператор; ШБ - шпиндельная бабка; ПО - позиция ожидания; ДА - дополнительный автооператор; МН - магазин.
|



Рисунок 8.14. - Инструментальный магазин для отдельных инструментов и шпиндельных головок с устройством автоматической смены:
Ш — шпиндель; А - автооператор; МН — магазин; ПГМ - поворотное гнездо магазина; У - упор-фиксатор корпуса оправки многошпиндельной головки; МГ - многошпиндельная головка.

Рисунок 8.15. -Устройство для закрепления заготовки на приспособлении-спутнике:
а - плита с базовыми крепёжными элементами; б - приспособление-спутник с закреплённой заготовкой; 1 - плита; 2-6 - базовые элементы; 7-9 - шпильки; 10-12-упоры; 13-15 - прихваты; 16 - заготовка.

Рисунок 8.16. -Автоматический загрузчик с применением приспособле- ний-спутников:
а - общий вид; б — схема действий; I - направляющие ролики; 2,3 — базирующие планки; 4,5 - плиты-спутники; 6 - транспортирующий гидроцилиндр; 7,14 - захват; 8 - замок; 9,15 - замок; 10 - поворотный стол станка; 11 - станина; 12 - шток; 13 — поддерживающие ролики; X,Z - координатные оси перемещения узлов станка.

Профильный сверлильно-фрезерный станок с ЧПУ Profilmaster
Рисунок 8.17. - Профильный сверлильно-фрезерный станок с ЧПУ Profilmaster