Неразъемное соединение, или сросток, постоянно соединяет два волокна. Существуют два типа соединений (сростков):
1. Механическое соединение.
2. Сварное соединение.
Самое важное в процедуре формирования неразъемного соединения (или сращивания) — точно выровнять концы двух волокон перед их соединением. Хорошая полировка концов волокон и их очистка также важны при совершении этой процедуры.
Механическое соединение
Механическое соединение — небольшой участок механически соединенного оптоволокна — сросток длиной 6 см и диаметром 1 см. Этот сросток осуществлен путем точного выравнивания двух концов волокон и их надежного постоянного механического соединения. Сросток закреплен с помощью быстросхватывающего покрытия или клеевой обвязки, или с использованием того и другого. Механические сростки допустимы как для организации постоянного, так и временного соединения. Вносимые потери за счет механического соединения обычно выше, чем сварного соединения, и имеют порядок 0,1 — 0,8 дБ.
Одномодовое волокно, учитывая небольшой размер его сердечника и, следовательно, малый диаметр поля моды, более чувствительно к ошибкам выравнивания волокна в месте сращивания. Следовательно, устройства механического сращивания, способные обеспечить достижение приемлемых вносимых потерь в бюджет потерь одномодового волокна, стоят дороже, требуют больше времени для сращивания и могут потребовать затрат на капиталовложения, сравнимых с теми, что используются для сварки.
Механическое сращивание подразделяется на активное или пассивное в зависимости от того производится ли выравнивание волокна для оптимизации потерь или нет.
При механическом сращивании отдельных волокон доминируют три технологии:
- четырехстержневые направляющие компании TRW;
- эластомерные сростки компании GTE;
- вращаемый сросток компании AT&T.
Начиная с 1980 г., компания TRW освоила выпуск механических сросток Optasplice. Основой этой конструкции является направляющие, состоящие из четырех стеклянных стержней, которые образуют ромбоидальное отверстие с четырьмя V-образными желобками (рисунок 10.8).

Рисунок 10.8 – Четыре стеклянных стержня
Волокна вставляют в отверстие, а пустые пространства заполняют выравнивающим клеем, который затвердевает под действием ультрафиолетового излучения. Поверх направляющих надевают защитную трубку из нержавеющей стали.
В 1981 г. компания GTE освоила выпуск механических сростков, основу которых составляют две вставки из эластомерного полистирола (рисунок 10.9).

Рисунок 10.9 – Две вставки из эластомерного полистирола
Одна из вставок имеет по всей длине V-образный желобок с углом 600, а вторая - плоскую поверхность. Сложенные вставки центрируют и прижимают предварительно заготовленные волокна. Надетая поверх стеклянная трубка фиксирует сросток. Свободные пространства заполняют затвердевающим клеем.
Точной подстройки можно добиться во вращаемом механическом сростке компании AT&T, внедренном в 1985 г. (рисунок 10.10).
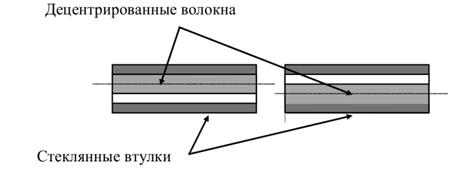
Рисунок 10.10 – Точность подстройки
В этом сростке для подготовки торцов волокон используют полировку. Сросток можно легко подстраивать путем вращения двух стеклянных втулок, в которые вставляются волокна. Втулки закрепляются в треугольных муфтах. После выравнивания волокон свободные пространства заполняют затвердевающим клеем.
И, наконец, в 1988 г. компания 3М освоила выпуск сростка ОВ: Fibrlock (рисунок 10.11).

Рисунок 10.11 – Сросток типа Fibrlock
В этом сростке волокна выравнивают и зажимают в V-образном элементе из алюминиевого сплава. Сжимание производится с помощью пластмассовой крышки. Все пустоты заполняются выравнивающим веществом.
Без активной подстройки все расмотренные механические сростки обеспечивают величину затухания при сращивании одномодовых световодов не более 0,2 дБ. При подстройке потери на сростке не превышают 0,05 дБ.
Многоволоконные соединители целесообразно использовать при сращивании волокон ленточных кабелей.
Фирмой AT&T разработан быстрый ленточный сросток, который обеспечивает одновременное соединение 12 волокон в полевых условиях.
Все сростки в ленте полируют одновременно, зачищают и укладывают в пазы на гравированной полимерной подложке. Поверх накладывают гравированную крышку и зажимают пружинами. Через отверстстие в крышке заполняют все пустоты выравнивающим веществом. Средние потреи при сращивании многомодовых волокон составляют менее 0,3 дБ и для одномодовых волокон - 0,5 дБ.