Ремонт типовых деталей и сборочных единиц трансмиссии и ходовой части гусеничных тракторов.
Тема: Ремонт типовых деталей и сборочных единиц трансмиссии и ходовой части гусеничных тракторов.
План:
1. Характерные дефекты и способы восстановления типовых деталей трансмиссии, ходовой части гусеничных тракторов.
2.Технология сборки и регулировки сборочных единиц трансмиссии.
3. Технология сборки и регулировки сборочных единиц ходовой части гусеничных тракторов.
1.Характерные неисправности и дефекты.
Изучая материал, предусмотренный предложенным планом, следует обратить внимание на то, что большинство узлов и сборочных единиц трансмиссии и ходовой части тракторов (гусеничных в частности) состоит из однотипных деталей: валов, осей, шестерен, подшипников, корпусных деталей (изучено ранее) и других, так как двигатели различных марок из блоков цилиндров, коленчатых валов и т. д.
Технологические процессы восстановления таких деталей можно отнести к групповым, т. е. определяющим технологию ремонта деталей, различных по конструктивным и одинаковых по технологическим признакам.
Групповые технологические маршруты восстановления деталей достаточно подробно изложены в учебнике [2] на указанных страницах.
Изучая названный учебный материал следует обратить внимание на то, что в названном учебнике в каждом из параграфов, описывающих технологию ремонта группы типовых деталей, содержатся сведения об особенностях их конструкции, материалах, используемых для изготовления, характеристики поверхностей, характеристика основных дефектов и технологический маршрут восстановления. Перечисленная информация может быть использована при выполнении курсовых и дипломных проектов.
При оформлении конспекта следует избегать изложения материала в развернутом виде, т. е. так, как он приведен в учебнике.
Рациональнее использовать схематические, табличные и другие формы записи, что позволит уменьшить объем чисто технической работы, т. е. переписывания, стимулирует осмысление и структуризацию материала и его усвоение, создает основу для обнаружения внутри - и межпредметных связей и практического применения полученных знаний.
Пример возможного варианта изложения материала параграфа 4.2. Ремонт деталей "стержни круглые" [2 с. 189 - 191], [1 с. 247].
Группа деталей "стержни круглые" включает в себя:
· валы гладкие и ступенчатые (валы коробки передач, полуоси и т. п.);
· валы шлицевые (как правило, в одной детали объединены гладкие (ступенчатые) и шлицевые валы);
· коленчатые валы;
· распределительные валы.
Изготавливаются из:
· из углеродистых сталей (45, 35, 50)
· из легированных сталей (40Х, 25ХГТ, 50Г, 18ХГТ) – до 25% от общего числа деталей данной группы;
· из сталей обычного качества – в пределах 4%.
Характерные дефекты и средний коэффициент повторяемости W деталей "Валы гладкие и ступенчатые":
· изгиб – 0,08;
· износ посадочных мест подшипников качения – 0,37;
· износ посадочных мест подшипников скольжения – 0,31;
· износ, повреждение наружной резьбы – 0,15;
· износ, повреждение шпоночных пазов – 0,35;
· износ, повреждение резьбовых отверстий – 0,12;
· износ осевых отверстий – 0,12;
· износ вспомогательных отверстий – 0,15;
· износ поверхностей неподвижных сопряжений – 0,19;
· биение фланцев – 0,01;
· трещины в сварных швах – 0,02;
· износ лысок – 0,04.
Средства контроля технического состояния:
- микрометр – дефекты цилиндрических поверхностей;
- индикатор часового типа, штатив – изгиб вала, биение фланца;
- шаблоны, калибры – износ конических, фасонных и резьбовых поверхностей.
Средняя допустимая величина износа:
* посадочные места под подшипники качения – не более 0,07 мм;
* посадочные места под сальники и манжеты – не более 0,5…0,8 мм;
* шпоночная канавка – увеличение ширины до 15 %.
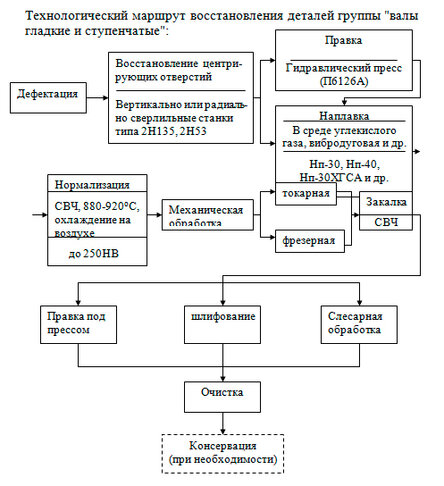
Технологический маршрут восстановления деталей группы "валы гладкие и ступенчатые
Способы восстановления резьбы:
· прогонка метчиком (леркой);
· обтачивание и последующим нарезанием резьбы ремонтного размера;
· вибродуговой наплавкой, обтачиванием с нарезанием резьбы нормального размера.
Способы восстановления шпоночного паза:
· фрезерование на ремонтный размер с изготовлением ступенчатой шпонки;
· фрезерование паза нормального размера на новом месте.
В аналогичной форме может быть представлен материал и иных параграфов.
Технология сборки и регулировки сборочных единиц трансмиссии.
В конспекте достаточно отметить основные моменты и особенности технологии сборки тех или иных узлов и привести технические требования и технологию их регулировки.
По каждому виду узлов трансмиссии или ходовой части следует привести перечень неисправностей и указать причины и признаки их наличия.
Например:
Коробка передач.
Основные неисправности:
· повышенный шум;
· нагрев корпуса ми других деталей;
· затрудненное включение и выключение передач;
· самопроизвольное выключение передач;
· снижение крутящего момента в коробках с гидравлическим управлением фрикционами передач;
· подтекание масла.
Причины неисправностей:
· износ посадочных отверстий под подшипники и их гнезда и нарушение соосности, параллельности валов, пятна контакта зубьев шестерен, зазоров в сопряжении подшипник – корпус и т. п.;
· образование трещин в перемычках между отверстиями в корпусе;
· повреждение установочных штифтов и резьб;
· износ или разрушение зубьев шестерен;
· износ и деформация рычагов, вилок, фиксаторов и других деталей механизма переключения;
· износ синхронизаторов;
· износ фрикционов и других узлов и деталей гидросистемы коробки передач.
Следует повторить из ранее изученного способы устранения дефектов основных деталей коробок передач.
Рассматривая технологию сборки коробок передач, следует отметить, что последовательность монтажа отдельных шестерен, валов и других деталей определяется особенностями конструкции. Целесообразно разработать такую последовательность, пользуясь чертежом любой из коробок передач, приведенных в учебниках по тракторам и автомобилям.
К общим техническим требованиям к сборке КПП можно отнести следующие:
· зазоры в сопряжениях деталей должны находиться в пределах допускаемых значений, определенных технической литературой, например в сопряжении шестерня – вал 0,025…0,4 мм, подвижные шестерни должны перемещаться вдоль вала без заеданий;
· допустимое несовпадение зубьев шестерен во включенном положении: для новых – не более 0,5…1,0 мм, для шестерен б\у – 2 мм;
· зазор между торцом наружного кольца подшипника и буртиком гнезда не более 0,1 мм, между торцом внутреннего кольца и буртиком вала – не более 0,05 мм;
· положение конической шестерни выходного (вторичного) вала относительно привалочной плоскости корпуса должно соответствовать норме [1 с.252, рис. 132], например: МТЗ-80 – 58+0,15 мм.
Обкатка коробок передач:
- на стендах с электрическим приводом и электрическим ли гидравлическим тормозом;
- подготовка к обкатке: установка на стенд, осмотр, заправка обкаточной жидкостью (М-8-В2, М-10-Г2, ТЗМ-18);
- обкатка на всех передачах в режиме:
· без нагрузки – 17…25 мин (автомобильные),
- 20…25 мин (тракторные);
· под нагрузкой 10…50% от максимального крутящего момента двигателя в течение 10…35 минут при частоте вращения ведущего вала 1000…1500 мин-1 (Т-150К (СМД-62) – 65 кгс * м.)
Аналогично рассмотреть технологию ремонта и сборки ведущих мостов, дополнительно отметив требования к установке и регулировке зацепления зубьев шестерен главной передачи, технологию контроля величины зазора (уметь воспроизвести в письменных контрольных работах).
3. Технология сборки и регулировки сборочных единиц ходовой части гусеничных тракторов.
Форма и структура конспекта аналогична предложенной в вопросе 2.
Дополнительно отметить:
· способы и технологию восстановления ведомых и ведущих колес и звеньев гусениц;
· технические требования и способы регулировки подшипников в направляющих колесах, осях опорных катков и поддерживающих роликов, натяжения гусениц.