 Станочные приспособления весьма разнообразны, и в их названиях отражают несколько характерных признаков (табл.1.1). Названия должны кратко и максимально понятно для персонала предприятия отражать технологические возможности конкретного приспособления. По усмотрению проектировщиков приспособления в названии СП могут быть указаны один или несколько признаков.
Станочные приспособления весьма разнообразны, и в их названиях отражают несколько характерных признаков (табл.1.1). Названия должны кратко и максимально понятно для персонала предприятия отражать технологические возможности конкретного приспособления. По усмотрению проектировщиков приспособления в названии СП могут быть указаны один или несколько признаков.
Классификация по степени универсальности.
Степень универсальности отражает возможность использования одного и того же приспособления для установки и закрепления разных по размерам и форме заготовок.В разных типах производства требуется разная степень универсальности технологической оснастки.
Универсальные приспособления (УП) применяют в единичном и мелкосерийном производстве,когда во время одной рабочей смены может многократно изменяться вид выполняемой работы, ина одном рабочем месте в течение рабочей смены приходится обрабатывать заготовки, отличающиеся своими размерами и формой. Эти приспособления позволяют без дополнительных сменных устройств устанавливать и закреплять разные по форме и размерам заготовки: трехкулачковые самоцентрирующие патроны, планшайбы, прихваты, машинные тиски, магнитные плиты (рис. 1.12, а). Например, самоцентрирующие токарные 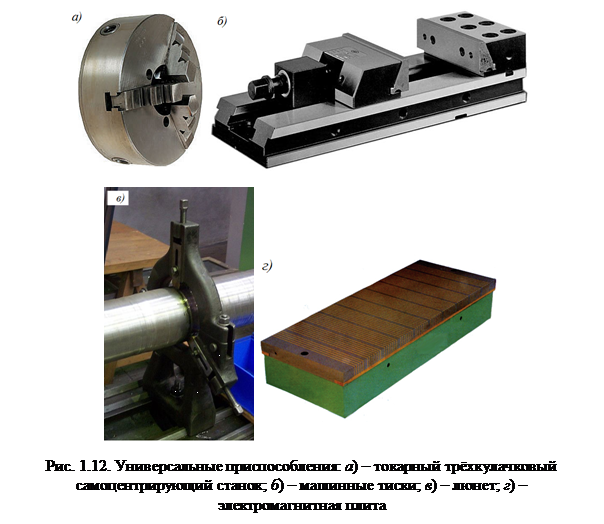 патроны позволяют закреплять валы, кольца, диски, втулки за наружную или внутреннюю поверхность, а диаметры установочной поверхности на заготовках может варьироваться в широких пределах. Переналадка патронов может состоять в изменении диаметра расположения зажимных кулачков с помощью механизмов в конструкции патрона.
патроны позволяют закреплять валы, кольца, диски, втулки за наружную или внутреннюю поверхность, а диаметры установочной поверхности на заготовках может варьироваться в широких пределах. Переналадка патронов может состоять в изменении диаметра расположения зажимных кулачков с помощью механизмов в конструкции патрона.
Похожими свойствами обладают машинные (рис. 1.12, б) и слесарные тиски, используемые для закрепления заготовок за призматические или цилиндрические участки их поверхности при обработке на фрезерных, сверлильных и других станках, слесарных верстаках. В соответствии с размером закрепляемой поверхности заготовки изменяют расстояние между зажимными губками тисков. Перечень поверхностей, за которые можно закреплять заготовку в тисках расширяется, если применять сменные зажимные губки.
К универсальным приспособлениям относят также жёсткие и вращающиеся центры, токарные планшайбы, поводковые патроны, люнеты (рис. 1.12, в), магнитные и электромагнитные плиты (рис. 1.12, г).
Люнеты используют для повышения жёсткости обрабатываемых валов на токарных и круглошлифовальных станках. Установочные элементы 1 люнета, контактирующие с валом 2, можно регулировать и таким образом люнет используется для валов разных диаметров. Люнетом устраняют провисание длинного вала и тем самым исключают появление погрешности геометрии продольного профиля – бочкообразной формы.
Магнитные и электромагнитные плиты позволяют закреплять разнообразные по форме ферромагнитные заготовки. Обязательным условием их применения является наличие на заготовке опорной плоскости с достаточной для надёжного закрепления площадью. С помощью дополнительных наладок на них можно закреплять заготовки из немагнитных материалов и заготовки, не имеющие достаточной опорной площадки для установки и закрепления на плите.
Универсально-наладочные приспособления (УНП) состоят из универсальной (базовой) части и сменной наладки. Универсальная часть приспособления представляет собой корпус и привод с механизмами для перемещения подвижных частей, либо создания усилия для закрепления заготовки. Постоянная часть УНП используется многократно с различными наладками. Сменные наладки просты по конструкции и в изготовлении, воспроизводят схему базирования и закрепления конкретных заготовок. Применение УНП в серийном производстве позволяет существенно сократить сроки подготовки производства и затраты на технологическую оснастку. УНП удобны при групповой технологии обработки заготовок.
Примерами УНП могут служить универсально-делительные головки, делительные и поворотные столы (рис. 1.13, а), скальчатые кондукторы, электромагнитные плиты с наладками для обработки немагнитных заготовок и др.
 Корпус 1 поворотного стола 3 крепят на столе станка. На плоскости А крепят сменные наладки и прихваты для установки и закрепления заготовок. Вращение столу 3 можно сообщать либо от привода станка через валик 2, либо вручную маховиком 4.
Корпус 1 поворотного стола 3 крепят на столе станка. На плоскости А крепят сменные наладки и прихваты для установки и закрепления заготовок. Вращение столу 3 можно сообщать либо от привода станка через валик 2, либо вручную маховиком 4.
Скальчатый кондуктор (рис. 1.13, б) состоит из корпуса 1, кондукторной плиты 2 и механизма 3 для подъёма-опускания и закрепления кондукторной плиты. На площадке А размещают сменную наладку для установки заготовки, на площадке Б размещают сменную кондукторную плиту с кондукторными (направляющими) втулками, расположение которых соответствует требуемому расположению просверливаемых отверстий.
Специализированные наладочные приспособления (СНП) предназначены для закрепления заготовок, близких по конструктивно-технологическим признакам и требующих для их обработки выполнения однотипных операций и специальных наладок. Такие приспособления используют при организованной на предприятии групповой технологии обработки для выполнения одной и той же технологической операции на заготовках, позволяющих использовать одну и ту же схему базирования. В конструкции СНП предусмотрена возможность регулирования опор, и зажимных элементов для установки и закрепления однотипных деталей, отличающихся размерами. Здесь тоже могут быть использованы сменные наладки для расширенияуниверсальности приспособлений.
На рис. 1.14 показан пример СНП, предназначенного для сверления отверстия в заготовках с наружной или внутренней цилиндрической базовой поверхностью. Приспособление состоит из плиты 1, стойки 2 с самоцентрирующим патроном 3, стойки 6 с кондукторной плитой 5. Патрон 3 позволяет закреплять заготовки с разными диаметрами базовой поверхности. Расположение кондукторной втулки 4 можно регулировкой изменять по высоте и вдоль оси заготовок.
Специализированные наладочные приспособления бывают одноместные и многоместные. После завершения использования такого приспособления его разбирают, и нормализованные детали конструкции используют для нового приспособления. Применение СНП позволяет в несколько раз сократить количество специальных приспособлений и, следовательно, снизить сроки подготовки производства при переходе к выпуску нового изделия,снизить затраты на технологическую оснастку. Недостатком является пониженная жёсткость сборного корпуса, что заставляет снижать интенсивность режимов обработки на таком приспособлении.
Неразборные специальные приспособления (НСП)используют для выполнения только определенныхтехнологических операций и при обработке конкретной детали. Такие приспособления не подлежат повторной сборке-разборке или переналадке с целью обработки другой по форме или размерам заготовки. Специальные НСП применяют в серийном, крупносерийном и массовом производстве.Конструкция НСП может иметь в своём составе привод для создания силы закрепления, привод вспомогательных перемещений заготовки, привод и механизмы для автоматизации закрепления и удаления заготовки.
Имея литой или сварной корпус. НСП обладают повышенной жёсткостью, по сравнению со сборными и переналаживаемыми приспособлениями. По этой причине позволяют использовать более интенсивные режимы обработки.
Вместе с тем, проектирование и изготовление НСП существенно увеличивает стоимость и сроки подготовки производства.
 Сборно-разборные приспособления (СРП). Система СРП содержит комплексы стандартных базовых частей(плиты, угольники, планшайбы, др.) и сборочных единиц (зажимных, установочных и т. д.)с базовыми поверхностями для сборки различных приспособлений (рис. 1.15). Приспособления в этой системе собирают с механическим креплением корпусных элементов. Каждое такое приспособление предназначено для обработки заготовокодного типоразмера. По окончании эксплуатации (при смене объекта производства) приспособление разбирают на сборочные единицы,которые используют в новых приспособлениях.
Сборно-разборные приспособления (СРП). Система СРП содержит комплексы стандартных базовых частей(плиты, угольники, планшайбы, др.) и сборочных единиц (зажимных, установочных и т. д.)с базовыми поверхностями для сборки различных приспособлений (рис. 1.15). Приспособления в этой системе собирают с механическим креплением корпусных элементов. Каждое такое приспособление предназначено для обработки заготовокодного типоразмера. По окончании эксплуатации (при смене объекта производства) приспособление разбирают на сборочные единицы,которые используют в новых приспособлениях.
Для использования системы СРП на предприятии должны быть созданы альбомы стандартных (нормализованных) деталей приспособлений. Стандартные детали приспособлений в этой системе изготавливают партиями впрок и хранят на складе. Изготовление деталей партиями удешевляет их производство. Конструктор при проектировании специального приспособления использует альбомы нормализованных деталей. При сборке нового приспособления допускается обработка отдельных поверхностей сборочных единиц. В итоге и проектирование, и изготовление приспособлений требуют меньших сроков и затрат.
Механически собранные корпусы приспособлений имеют пониженную жёсткость (по сравнению с НСП), что заставляет при их использовании ограничивать режимы обработки. Система СРП успешно используется при изготовлении приспособлений для сварки.
Универсально-сборные приспособления (УСП) представляют собой систему приспособлений, собираемых из универсального набора («комплект УСП») высокоточных, закалённых, взаимозаменяемых деталей и узлов (рис. 1.16). Для станков с 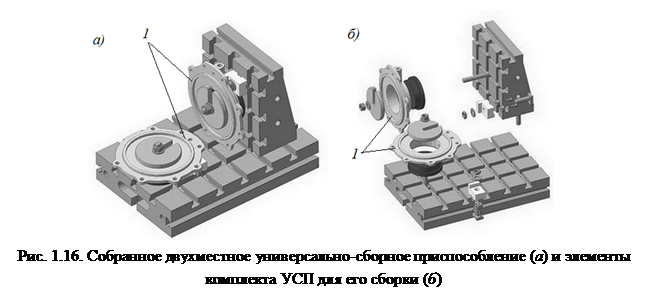
ЧПУ созданы комплекты УСПМ-ЧПУ, имеющие в своём составе базовые плиты с встроенными гидроцилиндрами.
При создании приспособления УСП не требуется проектирование и изготовление специальных деталей. Мастер высокой квалификации собирает на стенде приспособление для конкретной технологической операции, пользуясь только технологическим эскизом операции, на котором отражена схема базирования заготовки. Время сборки приспособления средней группы сложности – 4 часа.Быстрота сборки обеспечивается универсальной конструкцией, высокой точностью и взаимозаменяемостью элементов.Соединение элементов комплектаУСП и сборочных единиц между собой производится с помощью болтов, шпилек и винтов; фиксация (друг относительно друга) — с помощью шпонок. Конструкция элементов, габаритные и присоединительные размеры, допуски и шероховатость поверхностей даны с учетом взаимозаменяемости и собираемости элементов в различных комбинациях без натягов и пригонки.
Пример двухместного приспособления для обработки заготовки 1 с вертикальным и горизонтальным расположением её оси показан на рис. 7.
Набор УСП содержит широкую номенклатуру взаимозаменяемых элементов, и каждый элемент имеется в нескольких экземплярах. По окончании эксплуатации собранного приспособления его разбирают, отправляя его детали и узлы в исходный комплект для последующего многократного использования в других сборках.
Комплекты УСП различают по ширине Т-образных пазов на базовых элементах: УСП-8 для заготовок с массой до 5 кг, УСП-12 для заготовок с массой до 60кг, УСП-16 для заготовок с массой до 3000 кг.
Стоимость комплекта УСП достаточно высокая, но окупается в течение короткого периода времени за счет:отсутствия затрат на проектирование и изготовление приспособлений, незначительных затрат времени на сборку,снижения нагрузки на инструментальный цех и высвобождения его производственных площадей, снижения затрат на материалы, возможности многократной оборачиваемости элементов УСП.
УСП используют на заводах с опытным, единичным и мелкосерийным типом производства и при освоении новой продукции в серийном производстве. УСП используютна операциях различных видов механической обработки и в качестве измерительных приспособлений для контроля деталей.
Классификация по типу оснащаемого станка
Здесь различают токарные, фрезерные, сверлильные, расточные, шлифовальные и другие приспособления.
Классификация по характерной выполняемой функции
Здесь различают установочно-зажимные, самоцентрирующие, делительные, поворотные, кондукторы, копировальные и др.
Классификация по степени механизации
На немеханизированных приспособлениях («ручных») закрепление заготовки производится вручную, мускульной силой оператора.
На механизированных приспособлениях для закрепления заготовки и для выполнения дополнительных функций в конструкции предусмотрен механизированный привод, управление которым осуществляет оператор.
Автоматизированное приспособление снабжено механизированным приводом. Оператор включает-выключает привод, который далее выполняет функции приспособления без участия оператора.
Автоматическое приспособление включается-выключается и выполняет все функции без участия оператора. Управление приспособлением производится по управляющей программе станка.
Классификация потипу привода механизации
Названия типов привода отражают вид используемой энергии: пневматический, гидравлический, пневмогидравлический, электрический, электромагнитный, магнитный (на постоянных магнитах), электростатический, вакуумный, криогенный. Подробно приводы будут рассмотрены во второй части курса.