Лекция 1 осень 2017
Дисциплина «Проектирование технологической оснастки»
Объём учебных занятий
в осеннем семестре: лекции 16 а.ч.
практические занятия 32 а.ч.
Аттестация: экзамен
Рекомендуемая литература
1. Ансеров М.А. Приспособления для металлорежущих станков. -Л.: Машиностроение, 1975. -656с.
2. Станочные приспособления: Справочник в 2-х томах. / под ред. В.Н. Вардашкина и др.- М.:Машиностроение,1984.
3. Корсаков В.С. Основы конструирования приспособлений: Учебник- М.: Машиностроение, 1983.-277с.
4. Кузнецов Ю.И., Маслов А.Р., Байков А.Н. Оснастка для станков с ЧПУ: Справочник. - М.: Машиностроение, 1990.-512с.
Роль дисциплины в формировании компетенций специалиста
Технологическое обеспечение производствана машиностроительном предприятии осуществляет Отдел главного технолога (ОГТ), укомплектованный сотрудниками технологических специальностей с высшим и средним техническим образованием.
Основными функциями ОГТ являются (рис. 1,1):

Сотрудники ОГТ должны обладать знаниями, умениями и навыками для выполнения названых функций/работ. По этой причине в учебных планах подготовки специалистов технологических специальностей обязательно присутствуют дисциплины и технологической и конструкторской подготовки.
Дисциплина «Проектирование технологической оснастки»предназначена формировать компетенции (знания, умения)в области проектирования технологической оснастки.
Технологическая оснасткана машиностроительных предприятиях
Технологическаяоснастка — это совокупность приспособлений для установки и закрепления заготовок и инструментов, выполнения сборочных операций, транспортирования заготовок, деталей или изделий.
На разных этапах производства в машиностроении используется разная по назначению технологическая оснастка. Например, в литейных цехах в состав технологической оснастки входят литейные модели, опоки, стержневые ящики, инструмент для формовки, литейные формы и др.; в кузнечных цехах - кузнечный инструмент, штампы, пресс-формы. Состав технологической оснастки в механических цехах показан на рис. 1.2.

Каждый вид технологической оснастки имеет свои функции при выполнении технологических операций.Вспомогательный инструмент, контрольно-измерительные и сборочные приспособления выполняют основные функции (базирование и закрепление), аналогичностаночным приспособлениям. По этой причине, во избежание повторов - о них кратко, а станочные приспособления будут являться основным объектом дисциплины, и потому подробно о них позднее.
Перед запуском в производство нового изделия предприятие выполняет широкий перечень работ, объединяемых термином «подготовка производства». Одним из разделов подготовки производства является проектирование и изготовление специальной или специализированной (для запускаемого в производство изделия) технологической оснастки.
Вспомогательный инструмент
Вспомогательным инструментом называют устройства, предназначенные для установки и закрепления на станках и в магазинах инструментов режущих инструментов, электрод-инструментов, волноводов и т.п.
Примерами вспомогательного инструмента являются: резцовые державкинерегулируемые и регулируемые, патроны и державки для сверлильных инструментов, расточные борштанги, державки для расточных резцов, фрезерные оправки и фрезерные угловые головки.
Резцовые державки по рис. 1.3 предназначены для токарно-револьверных станков. Корпус державки устанавливают и закрепляют в отверстии револьверной головки. В квадратном или круглом отверстии державки закрепляют резец соответствующего сечения с помощью винта 4 и стержня 2.

 На рис. 1.4 показана аналогичная державка, позволяющая регулировать положение закреплённого в ней резца и, благодаря этому, ускорить наладку резца на выполняемый размер с помощью каретки 1 и регулировочного винта 3 с круговой шкалой 4. Винт 2 закрепляет каретку 1 в отрегулированном положении.
На рис. 1.4 показана аналогичная державка, позволяющая регулировать положение закреплённого в ней резца и, благодаря этому, ускорить наладку резца на выполняемый размер с помощью каретки 1 и регулировочного винта 3 с круговой шкалой 4. Винт 2 закрепляет каретку 1 в отрегулированном положении.
Для закрепления сверлильных инструментов и концевых фрез с цилиндрическим хвостовиком широко используют цанговые патроны (рис.1.5, а, б, рис. 1.6). Фрезерные головки (см. рис.1.5, в) позволяют расположить ось фрезы перпендикулярно оси шпинделя станка.


Для установки развёрток в шпинделе сверлильного станка применяют шарнирные патроны, позволяющие развёртке автоматически установиться соосно с обрабатываемым отверстием и избежать поломок инструмента в случае отклонения оси отверстия (в пределах допуска) (рис. 1.7). Такой патрон состоит из корпуса 3 и шарнирной оправки 1. Байонетный замок позволяет быстро заменять шарнирные оправки с закреплёнными в них инструментами при обработке точного отверстия последовательно несколькими развёртками.

Конструкция резцовой державки для обработки отверстий с диаметрами 300-600 мм (рис. 1.8) на горизонтально-расточном станке позволяет быстро менять 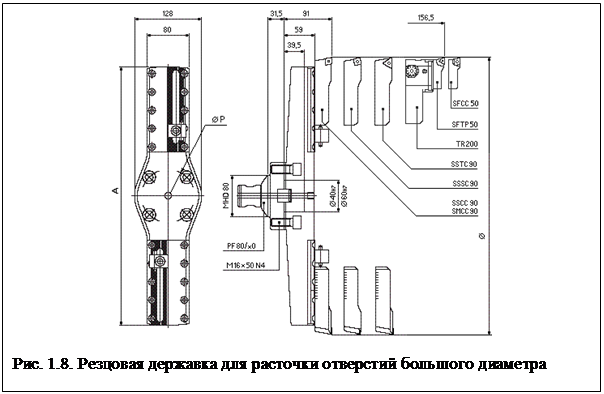 наладки с расточными резцами и регулировать резцы по диаметру растачиваемого отверстия.
наладки с расточными резцами и регулировать резцы по диаметру растачиваемого отверстия.
Конструкции вспомогательного инструмента для многооперационных станков, снабжённых автоматически управляемыми магазинами инструментов, должны обеспечивать кроме точной установки инструмента в заданном положении на станке, - возможность их автоматического закрепления на станке и в инструментальном магазине и возможность их захвата автоматическим манипулятором для переноса инструмента из инструментального магазина на станок и в обратном
Конструкции вспомогательного инструмента характеризуются большим числом нормализованных деталей, что объясняется нормализацией и стандартизацией самих режущих инструментов, конструкций для их установки и закрепления на станке и в инструментальных магазинах.
Контрольно-измерительныеинструменты и приспособления
Эти виды технологической оснастки предназначены для контроля выполняемых размеров, формы поверхностей, взаимного расположения поверхностей в процессе выполнения технологической операции и после её окончания.
Различают универсальные, специализированные и специальные контрольно-измерительные инструменты. Универсальные инструменты позволяют измерять различные по форме и размерам элементы деталей. Примерами универсальных инструментов являются: концевые меры длины, штангенциркули, микрометры, штангенрейсмассы.
Специализированные инструменты используют для измерения однотипных размеров на деталях одного назначения. Например, - штанген-зубомеры позволяют измерять только шаг зубьев, но на зубчатых колёсах, различающимися модулями и числами зубьев.
Специальные инструменты предназначены для контроля конкретного размера (гладкие и резьбовые калибры-пробки, калибры-кольца, калибры-скобы), либо формы поверхности (шаблоны). Эти инструменты не определяют численное значение контролируемого размера, но позволяют судить о нахождении размера (или комплекса размеров) в пределах допуска.
Измерительные приспособления по большей части являются специальными, созданными для измерения конкретного размера или другого параметра на деталях одного типа, измерение которых невозможно универсальными измерительными инструментами. Развитием измерительных приспособлений являются измерительные машины с частичной или полной автоматизацией сложных измерений(подробнее см. курс «Метрология, стандартизация и сертификация»).
Контрольно-измерительные приспособления применяют:
- для контроля заготовокна стадиях производства и обработки;
- для окончательного контроля деталей перед сборкой на изделии:
- для проверки собранных узлов и изделия в целом;
- для установки мерительного инструмента.
Специальные контрольно-измерительные приспособленияобеспечивают, аналогично СП, базирование и закрепление объекта измерения на столе прибора/измерительной машины. В этом их общность со станочными приспособлениями и вспомогательным инструментом.
Сборочные приспособления
Сборочные приспособления используют при выполнении сборочных операций, требующих большой точности сборки и приложения больших усилий.
Специальные либо специализированные подъёмно-транспортные технологические устройства
К этой группе технологической оснастки относят приспособления для захвата, подъёма на уровень стола станка, перемещения и кантованиямассивных заготовок при выполнении технологических операций.
Станочные приспособления.
Этим термином обозначают устройства, предназначенные для установки заготовок на металлорежущем или электрофизическом станке (или другом технологическом оборудовании). Станочные приспособления (далее для краткости – СП) могут выполнять несколько функций, среди которых уместно различать основные (обязательные для СП) и дополнительные функции (рис. 1.9).
Основными функциями СП являются базирование и закрепление заготовки, – обязательные для подавляющей части применяемых СП.

Основные функции позволяют:
1. повысить точность обработки:
- устранением разметкии выверки заготовок на станке перед обработкой путём базирования заготовки на опорах приспособления;
2. повысить режима обработки, увеличить производительность и применить технически обоснованные нормы времени:
- механизированным закреплением заготовок с расчётной силой закрепления;
3. исключить деформирование заготовки при закреплении:
- механизированным закреплением заготовок с расчётной силой закрепления;
4.снизить физическую нагрузку станочника, обеспечить её безопасностьработы:
- механизированным закреплением заготовок с расчётной силой закрепления;
Дополнительные функции СП разнообразны, позволяют:
1. расширить технологические возможности станка, используемого на операции, например:
- сообщением заготовке подач или вспомогательных движений, не предусмотренных кинематикой станка (круговые подачи на фрезерных станках, делительные повороты или поступательные дискретные движения заготовок;
- сообщением заготовке движений, необходимых для образования фасонной поверхности при копировании на универсальных станках;
2. повысить точность выполняемых размеров, например:
- направлениемрежущего инструмента или электрод-инструмента (на сверлильных, расточных, протяжных, электроискровых и др. станках);
- повышением жёсткости заготовки на время обработки.
3. снизить время размерной наладки станка,например:
- применением «установов» в конструкции фрезерного приспособления;
4. снизить штучно-калькуляционное время при выполнении технологической операции, например:
- автоматической загрузкой и удалением заготовки из приспособления;
 Таким образом, применение станочных приспособлений позволяет (рис.1.10:
Таким образом, применение станочных приспособлений позволяет (рис.1.10:
Станочные приспособления многократно снижают затраты времени на выполнение технологической операции. Снижение непроизводительных затрат времени достигается тем, что заготовка при установке на СП не требует выверки её положения на станке. Применение приспособлений с механизированным приводом снижает физические нагрузки рабочего-станочника, сохраняя его высокую работоспособность в течение рабочего дня. Механизированный привод приспособления позволяет закреплять заготовки с регламентированным (расчётным) усилием, не допуская чрезмерной деформации заготовок и появления погрешности обработки по этой причине.