При дуговой сварке на весу стыковых соединений из металла толщиной 0,5-3 мм возможно сквозное проплавление дугой кромок с образованием отверстий, трудно поддающихся последующему исправлению. Вместе с тем из-за ограниченной возможности регулировании тепла дуги прямого действия помимо прожогов в таких швах обнаруживаются непровары, шлаковые включения и другие дефекты.
Для обеспечения необходимого качества сварки тонколистовой стали применяют отбортовку кромок, временные теплоотводящие подкладки, остающиеся стальные подкладки или расплавляемые элементы, электроды со специальным покрытием, специальное сварочное оборудование.
Сварку с отбортовкой кромок выполняют главным образом на постоянном токе металлическим или угольным электродом. Хорошие результаты достигаются при установке кромок в наклонное положение (45-65˚) и при сварке на спуск.
Для подбора диаметра металлического электрода и тока при сварке стыковых соединений из тонколистовой стали можно пользоваться данными таблицы 2. При сварке нахлесточных соединений ток увеличивают на 10-15, при сварке тавровых соединений - на 15-20%.
Угольный электрод применяют диаметром 6-10 мм, сварочный ток должен быть 120-140 А, полярность прямая.
Таблица 2. Режимы ручной дуговой сварки стыковых соединений из тонколистовой стали
| Толщина металла, мм | Диаметр электрода, мм | Сварочный ток, А |
| 0,5 | 10-20 | |
| 1,6-2 | 30-35 | |
| 1,5 | 35-45 | |
| 2,5 | 50-65 | |
| 2,5 | 2,5-3 | 65-100 |
В качестве временных теплоотводящих подкладок используют массивные медные и бронзовые плиты (бруски). Сборку осуществляют без зазора, обеспечивая плотное прилегание свариваемых листов к подкладке.
Для стыковых соединений применяют стальную остающуюся подкладку, если это допускается проектом. Сварку ведут с проплавлением элементов из тонколистовой стали и приваркой их к стальной подкладке. Применяют также присадочный пруток или стальную полоску, укладываемые вдоль свариваемых кромок, которые расплавляют дугой вместе с кромками основного металла.
Для сварки на малых токах используют электроды со специальным покрытием (марок ОМА-2, МТ-2 и др.) и постоянный ток обратной полярности. При этом применяют источники питания дуги с повышенным напряжением холостого хода, допускающие регулирование малых токов (например, преобразователь ПСО-120, выпрямители ВКСГ-30, ВД-101 и др.).
Строительные материалы: строительный кирпич и мелкие стеновые блоки
Строительный кирпич
Кирпич является самым древним строительным материалом. Хотя вплоть до нашего времени широчайшее распространение имел во многих странах необожженный кирпич-сырец, часто с добавлением в глину резанной соломы, применение в строительстве обожженного кирпича также восходит к глубокой древности (постройки в Египте, 3-2-е тысячелетие до н.э.). Особенно важную роль играл кирпич в зодчестве Месопотамии и Древнего Рима, где из кирпича (45х30х10) выкладывали сложные конструкции, в том числе арки, своды и т.п.
Материалы для производства кирпича. Для производства обыкновенного строительного кирпича применяют всевозможные простые сорта легкосплавных песчанистых глин, а иногда и мергелистые глины, не содержащие вредных примесей грубых камней, известковых “дутиков”, колчедана, гипса, крупных включений органических веществ и т.п.
При небольших производствах разработку глины производят вручную, а при больших часто применяют экскаваторы и механические лопаты, что также зависит от свойства глины, характера её залегания и т.д. Разработку очень плотных залежей глины производят взрывным способом.
На разработке глины получили распространение одноковшевые и многоковшевые экскаваторы. При некаменистых, но очень плотных глинах применяют экскаваторы с определённо направленными ковшевыми цепями. Эти машины имеют более сильные двигатели, но изнашиваются скорее. Производительность экскаватора зависит от характера глины, глубины её залегания, типа экскаватора и мощности двигателя и составляет от 15 до 60 м3/час (от 4800 до 19200 кирпичей). Доставка глины на завод производится в опрокидывающихся вагонетках.
При производстве строительного кирпича подготовка глины производится одним из следующих способов. Глину, подаваемую с карьера, сбрасывают в творильные бетонированные ямы, где она послойно разравнивается, заливается водой и оставляется на 3-4 дня. Затем глину подают сначала в склад или непосредственно на завод для переработки на машинах. По другому способу глину непосредственно с карьера подают на завод к дробильной и увлажняющей машине. В целях получения более однородной массы глину подвергают выветриванию и вымораживанию в невысоких (около 1м высотой и 2м шириной) на открытом воздухе. Способ обработки сырья зависит от его характера и рода изделия.
Формование, сушка и обжиг кирпича. Глина из-под бегунов проходит одну или две пары гладких вальцов и поступает в кирпичный ленточный пресс, который соединяют с резательным аппаратом. Проволока резательного автомата отрезает кирпич от глиняной ленты и мгновенно отходит обратно. Отрезанный кирпич попадает (на ребро) на подкладочные деревянные рамы, движущиеся на 2-3 см ниже глиняной ленты. Так как скорость движения рам несколько больше, чем глиняной ленты, то между отрезанными кирпичами образуются промежутки, необходимые при последующей сушке. После расфасовки по рамам, сырец подаётся в сушильную камеру. По заполнении камера плотно запирается и обогревается.
Сушка кирпича производится в сушилах следующих типов с естественной сушкой, с искусственной и комбинированной. Естественные способы применяются главным образом, при небольшой производительности завода. Естественная сушка довольно продолжительна и при большом объёме производства не вполне рентабельна, так как требуется много складского пространства и успех работы в значительной степени зависит от погоды. Для искусственной сушки применяют тепло отработанного пара, остывающего обожженного кирпича, а в некоторых случаях тепло дымовых газов. Нагретый воздух (350-400 С) отсасывается из обжиговой печи эксгаустром и подаётся в сушильную камеру. Благодаря постепенному подъёму температуры, в закрытой сушильной камере с течением времени образуются испарения воды без заметного движения воздуха. Это весьма благоприятно влияет на сушку кирпича, особенно из чувствительных к режиму сушки глин в первый период. Сырец нагревается во влажном воздухе и преждевременного высыхания его поверхности не происходит, а влага равномерно испаряется из всей массы сырца. Для обеспечения равномерности тяги и работы в печи устанавливают вентиляторы. Газы продуктов горения используются для сушки сравнительно реже, т.к. они действуют разрушающим образом на дерево и железо. Их следует пропускать по трубам или каналам под полом сушилки.
Высушенный кирпич при помощи различного рода подъёмников и вагонеток подаётся в печь для обжига. Обжиг кирпича обычно производится в кольцевых печах или “зиг-заг“, а в последнее время в туннельных печах. Данная операция производится при температуре от 900 до 1000 градусов. При получении же так называемого “железняка” обжиг производится до начала спекания. В зависимости от состава глины и часто от степени обжига изделия получают различную окраску: при нормальном обжиге - красную, при слабом - розовую, при сильном - темно-красную. Имеются также глины, богатые известью, придающие кирпичу желтую или розово - желтую окраску. Хороший стеновой кирпич должен иметь матовую поверхность (не стекловидную), при ударе давать звонкий, ясный звук, не иметь трещин на лицевых сторонах (ложковой и тычковой), раковин и внутренних пустот. Он должен иметь однородный излом, быть достаточно пористым и лёгким. Согласно ОСТ 90035-39 в зависимости от прочности и других показателей кирпич делится на сорта: марка 150, марка 100, марка 75.
Сорта кирпичей. Кроме обыкновенного строительного кирпича вырабатываются ещё так называемые фасонные сорта: лекальные (для кладки круглых дымовых труб и сводов), клиновые, карнизные и т.п. Кроме того, делают пустотелые и фасонные кирпичи и легковесные кирпичи, которые получили широкое применение в строительстве.
Облицовочный кирпич (лицевой, фасонный) изготовляется из чистых однородных глин, обладающих повышенной вязкостью и имеющих раннее спекание, с интервалом не менее 100-200 градусов. Глины должны быть свободны от крупных включений и не содержать растворимых солей. Облицовочный кирпич может быть полнотелым или пустотелым и изготовляется как пластическим, так и полусухим способом. Фактура на лицевой поверхности кирпича достигается с помощью приспособленных к мундштуку валиков с обработанной рельефом поверхностью или путём допрессовки сырца в подвяленном состоянии. Облицовачный кирпич применяется, главным образом, для облицовки фасадов зданий (декорирования окон, дверей, карнизов и пр., изготовляется разных профилей.
Легковесный пористый кирпич применяется для возведения стен и как заполнитель каркасных зданий. Отличается от обычного строительного кирпича меньшей теплопроводностью. Он изготовляется из смеси глины с древесными опилками, торфом или другими органическими материалами, которые при обжиге выгорают и оставляют в массе кирпича поры. Для изготовления легковесного кирпича применяют жирные чистые глины, не содержащих посторонних включений. Технология производства в основном аналогична технологии производства обычного строительного кирпича. Согласно ОСТ 4729 легковесный пористый кирпич должен иметь размеры 250х120х65 мм; в зависимости от объёмного веса он подразделяется на марки.
Сухой способ производства строительного кирпича не требует устройства специальных дорогостоящих сушильных установок, так как отпрессованный кирпич, не подвергаясь сушке, непосредственно или после вылеживания в течении суток поступает в обжиговую печь. При производстве кирпича методом сухого прессования используют тощие глины. В процессе производства принимают участие прессы ударного действия, рычажные и револьверные. Обжиг происходит в печах типа гофманских и реже “зиг-заг”, а также в тунельных печах с небольшим сечением обжигательного канала, чтобы избежать значительных перепадов температур. Температура обжига колеблется от 950 до 1100 градусов и редко выше.
Виды кирпичной кладки и системы ее перевязки. По конструктивным и технологическим особенностям кирпичную кладку разделяют на сплошную, облегченную, армированную, декоративную, кладку с облицовкой.
Сплошная кладка. Так называют кладку, выполненную в виде монолитного массива толщиной, кратной 0,5 кирпича. Ряды сплошной кладки состоят из кирпичей, уложенных вдоль наружных граней стены, называемых верстами, и заполнения между ними - забутки. В ряду кирпич укладывают вдоль стены длинной или короткой стороной и в зависимости от этого называют ложком или тычком. От того, как уложены кирпичи в стену, весь ряд называют ложковым или тычковым. Забутку выкладывают тычками или используют половинки.
При сплошной кладке стен применяют однорядную (цепную) или многорядную системы перевязки; для узких простенков (шириной до 1 м) и столбов - трехрядную.
При однорядной (цепной) системе перевязки тычковые и ложковые ряды чередуются. Каждый вертикальный шов нижнего ряда перекрывается кирпичами верхнего ряда. При этом в каждом ряду вертикальные поперечные швы перекрываются на 1/4, а вертикальные продольные - на 1/2 кирпича. Для перекрытия вертикальных поперечных швов на '/2кирпича начинают кладку ряда с трехчетверок (3/4кирпича). С фасадной стороны связанные между собой кирпичи по вертикали образуют рисунок в виде цепочки, чем объясняется сохранившееся до сих пор название - цепная перевязка. Кладка с однорядной системой перевязки отличается высокой прочностью; в ней полностью соблюдаются все три правила разрезки. Однако она требует значительных затрат труда на укладку большого объема верстовых рядов (составляющих 75% общего объема кладки при толщине стен в два кирпича) и заготовку трехчетверок.
Многорядная система перевязки основана на чередовании одного тычкового ряда с пятью ложковыми. При этом вертикальные поперечные швы перекрывают вышележащими кирпичами в каждом ряду, а продольные швы - только через пять рядов. В такой кладке несущая способность составляет 94% по отношению к этому показателю кладки с однорядной системой перевязки. Однако она менее трудоемка благодаря уменьшению объема верстовых рядов (58% общего объема кладки при толщине стен в два кирпича) за счет увеличения забутки и сокращения заготовки трехчетверок.
Трехрядная система перевязки (предложена Л. Н. Онищиком) допускает совпадение вертикальных продольных и поперечных швов в трех смежных рядах, перевязывая их четвертым рядом кладки. Несущая способность такой кладки составляет 97% однорядной кладки.
Независимо от принятой системы перевязки требуется ряды кладки - первый и последний, а также на уровне обрезов стен и столбов, в выступающих элементах (карнизах, поясах и т.п.), под опорными частями балок, плит и других конструкций - выкладывать тычками из целых кирпичей. Вынужденные разрывы в кладке допускается выполнять в виде наклонной или вертикальной штрабы. Для связи с примыкающей кладкой в швы вертикальной штрабы закладывают конструктивную арматуру - не менее трех стержней диаметром до 8 мм через 2 м по высоте и на уровне перекрытия. Разница в высоте возводимой кладки на смежных участках не должна превышать высоты этажа.
Облегченная кладка. В малоэтажном сельском строительстве распространены облегченные ограждающие конструкции, состоящие из двух параллельных стенок толщиной в полкирпича каждая, между которыми размещают теплоизоляцию в виде засыпки, легкого бетона, блоков-вкладышей, плитного утеплителя. Для связи стенок между собой применяют горизонтальные вутообразные армированные растворные и кирпичные диафрагмы, тычковые ряды, заходящие в термоизоляционный слой на полкирпича и кирпичные вертикальные стенки.
Армированная кладка. Для повышения несущей способности сильнонагруженных стен, столбов и узких простенков применяют поперечное и продольное армирование кладки, размещая арматуру в горизонтальных и вертикальных швах. При этом толщина швов в кладке должна превышать сумму диаметров пересекающейся арматуры на 4 мм, при соблюдении нормативной средней толщины шва. Поперечное армирование осуществляют сетками прямоугольной формы или типа «зигзаг» с диаметром стержней 3...8 мм, которые укладывают не реже чем через пять рядов кладки. Сетки «зигзаг» располагают в смежных рядах так, чтобы направление прутков в них было взаимно перпендикулярно. Отдельные (контрольные) концы стержней должны выступать на 2...3 мм.
Декоративная кладка. В последнее время широкое распространение получили две разновидности декоративной кладки: вертикальные швы по высоте здания в наружной версте совпадают во всех рядах. С наружной стороны стены кладка состоит из чередующихся трех ложковых и одного тычкового рядов. Вертикальные и горизонтальные швы выполняют одинаковой толщины, придерживаясь одного профиля при расшивке швов. В декоративных целях применяют также сочетание силикатного и глиняного кирпичей.
Кладка с облицовкой. При такой кладке наружную отделку стен выполняют одновременно с их возведением. Для облицовки возведением. Для облицовки используют лицевой кирпич, укладывая его в наружный верстовой ряд одновременно с кладкой обычных кирпичей, применяя многорядную систему перевязки. Лицевой слой кладки связывают при этом с массивом стены тычковыми рядами. Одновременно с кладкой стен выполняют также облицовку закладными или прислонными керамическими плитами.
Мелкие стеновые блоки
сварка строительный кирпич блок
На основе вяжущих и различных заполнителей изготовляют бетонные камни и мелкие блоки. Применение их для кладки стен вместо кирпича дает существенный экономический эффект, так как благодаря большому размеру камней и блоков достигается высокая производительность труда каменщика, а стоимость 1 м3 камней и блоков ниже стоимости такого же количества кирпича.
Бетонные стеновые камни для несущих и ограждающих конструкций всех типов зданий выпускают размерами, по длине, толщине и ширине кратными 100 мм, массой - не более 30 кг. Они производятся из тяжелых и легких бетонов на цементном, силикатном и гипсовом вяжущих. Применяют камни в наружных несущих и ограждающих конструкциях, во внутренних стенах и перегородках гражданских и промышленных зданий, а также в архитектурных элементах и малых формах. Для фундаментов камни изготовляют только из тяжелого бетона без пустот. Лицевые камни могут быть окрашены пигментами, с декоративным заполнителем или с фактурой под рваный камень.
Качество камней и блоков регламентировано СТБ 1008-95. Камни подразделяются на семнадцать марок: от М25 до М800. Технологии производства стеновых блоков различаются как видом используемого оборудования и степенью механизации процессов, так и видом используемого сырья.
Виды блоков по используемому в изготовлении сырью:
Керамзитобетонные блоки изготовляют пустотелыми на установках типа вибропресс. Из керамзитобетонной смеси следующего состава: цемента - 230 кг, песка -170 кг, керамзита - 520 кг и воды - 170......200 л - формуют блоки, укладывают на стеллажи и направляют на тепловую обработку в напольные щелевые пропарочные камеры. Для сокращения энергозатрат смесь подогревают до 40 °С, отформованные блоки выдерживают на стеллажах под колпаком в цеху трое суток в естественных условиях. Плотность блоков - 1300... 1600 кг/м3, марки по прочности - до М200.
Цементно-песчаные блоки на оборудовании американской фирмы «Besser» выпускает СП «Бессер-Бел». Технологическая линия включает: формовочный конвейер с вибропрессом, конвейер распалубки, конвейер возврата поддонов, перегружатель, камеры тепловлажностной обработки, ленточный конвейер подачи бетонной смеси из бетоносмесительного цеха. Марки по прочности готовых блоков - от Ml50 до М300, средняя плотность - 1700...2200 кг/м3. Изготавливают 18 типов блоков, в том числе окрашенные, колотые, полнотелые и пустотелые, а также облицовочные плиты размерами от 190x90x56 до 390x190x190 мм (51).
Термоблок содержит оболочку из мелкозернистого бетона, воспринимающую нагрузку, и заполнение из пеноцемента, выполняющее роль теплоизоляции. Свежеотформованный пустотелый блок заливают пеноцементом (пеногипсом) и подают на тепловлажностную обработку. Предварительно в турбулентном растворосмесителе готовят пену на основе раствора СДО и извести, а затем вводят цемент. Средняя плотность пеноцемента р - 350...400 кг/м3; Ясж= 0,3...0,4 МПа.
Опилкогипсоцементные блоки формуют из смеси примерного состава: цемента - 180 кг, гипса - 500 кг, опилок -100... 130 кг (в зависимости от влажности), воды - 650 л, добавка ЛСТ - 9 л. Производство блоков организовано на передвижной установке. Одновременно формуют восемь пустотелых блоков объемом по восемь кирпичей каждый. Формовочную смесь заливают в гнезда формующей установки, выравнивают поверхность, дают 10-минутную выдержку и гидроцилиндрами выталкивают блоки. Средняя плотность блоков - 800 кг/м3, марка по -прочности М20. При использовании блоков для возведения наружных стен их защищают от увлажнения слоем плотного цементно-песчаного раствора.
Освоено производство и других стеновых блоков и камней: опилкобетонных (арболит), стружкоцементных, из листотраволита, соломенных плит.
Мелкие стеновые блоки и камни применяют для возведения стен промышленных, сельскохозяйственных, жилых и общественных зданий и сооружений. При этом блоки и камни с использованием органического заполнителя или воздушных вяжущих для наружных стен необходимо защищать от увлажнения. Наибольшее распространение нашли керамзитобетонные и цементно-песчаные блоки и камни производства СП «Бессер-Бел». С применением последних разработаны конструкции стен жилых и общественных зданий.
Мелкоблочную кладку выполняют из искусственных и природных камней правильной формы с размерами и массой, допускающими ручную кладку. К искусственным материалам относят: керамические (ГОСТ 530-80) и силикатные (ГОСТ 379-79) камни, бетонные камни, грунтобетонные блоки и саман. Последние два вида мелких блоков применяют в сельскохозяйственном строительстве. В качестве природных материалов используют камни правильной формы, выпиленные из известняка, ракушечника, туфа и др. (ГОСТ 4001-84).
Цементные растворы, обладающие высокой прочностью, используют для кладки конструкций, несущих большие нагрузки, а также конструкций, расположенных в насыщенных водой грунтах.
Сложные растворы (цементно-известковые или цементно-глиняные) применяют при нормальных нагрузках на кладку в сухих и влажных местах.
Известковые растворы, имеющие невысокую прочность, но обладающие пластичностью, применяют только для кладки в сухих местах.
Глиняные растворы предназначены для кладки из самана наземной части стен одноэтажных сельскохозяйственных зданий и для печных работ.
Для улучшения теплотехнических показателей кладки пользуются легкими растворами, которые в отличие от обычных тяжелых имеют вместо кварцевого песка шлаковый или пемзовый. В зависимости от прочности на сжатие установлены марки растворов 4...300. Существенное значение имеет подвижность раствора, выражаемая величиной погружения стандартного конуса в сантиметрах. Растворы с большой подвижностью обеспечивают более высокую производительность труда при кладке. Для повышения подвижности и водоудерживающей способности к жестким цементным растворам добавляют пластификаторы- сульфитно-спиртовую барду, мылонафт и др. Подвижность раствора для кирпича и мелких блоков должна быть в пределах 9...13 см, при наличии в них пустот - 7...8 см, для бутовой кладки - 4...6 см; для заливки швов этой кладки - 13...15 см.
В зависимости от принятой отделки поверхности стен швы между отдельными камнями полностью заполняют раствором, придавая им определенную форму расшивкой, или оставляют незаполненными на глубину 1...1.5 см. Соответственно кладка носит название под расшивку и впустошовку. Кладку, выполненную впустошовку, впоследствии оштукатуривают или облицовывают. Согласно нормативным требованиям, для кирпича и камней правильной формы толщина горизонтальных швов должна быть не менее 10 и не более 15 мм (средняя 12), вертикальных в пределах 8...15 мм (средняя 10).
Наряду с совершенствованием технологии и организации каменных работ развиваются индустриальные методы возведения каменных конструкций с использованием для кладки стен вместо мелкоштучных камней крупных кирпичных блоков и виброкирпичных панелей.
Правила разрезки кладки. Для обеспечения работы кладки как монолитного массива и предотвращения перемещения камней под действием нагрузок в процессе эксплуатации конструкции необходимо располагать их, соблюдая определенные условия, которые принято называть правилами разрезки.
Первое правило - кладку необходимо вести рядами, ограниченными плоскостями, перпендикулярными направлению действующих сил. Руководствуясь этим правилом, каменную кладку, воспринимающую вертикальные нагрузки, ведут горизонтальными рядами. В арках и сводах плоскости, ограничивающие ряды кладки, должны быть перпендикулярными к кривой давления. При этом обеспечивается работа камней на сжатие и исключаются сдвигающие усилия. Допустимое отклонение перпендикуляра к плоскостям, ограничивающим ряды кладки, с направлением действующих сил, выражаемое углом не должно превышать 15...17°. Величину этого угла определяют из условия уравновешивания сдвигающего усилия от действия наклонной силы и противодействующей ему силы трения.
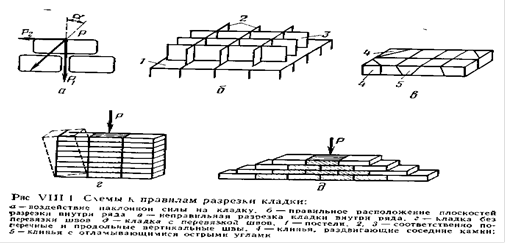
Рис. 10 Схемы к правилам разрезки кладки: а - воздействие наклонной силы на кладку; б - правильное расположение плоскостей разрезки внутри ряда; в - неправильная разрезка кладки внутри ряда; г - кладка без перевязки швов; д - кладка с перевязкой швов. 1 - постели; 2, 3 - соответственно поперечные и продольные вертикальные швы; 4 - клинья, раздвигающие соседние камни; 5 - клинья, с отламывающимися острыми углами.
Второе правило - внутри каждого ряда боковые грани камней должны образовывать две системы взаимно перпендикулярных плоскостей. При этом одна система плоскостей должна быть перпендикулярна постели и лицевой поверхности кладки, а вторая - параллельна лицевой поверхности и перпендикулярна постели. Эти плоскости образуют в кладке вертикальные поперечные и продольные швы. Если боковые грани камней в нарушение этого правила будут расположены наклонно, то они, уподобляясь клину, под действием нагрузок могут раздвинуть соседние камни, а кромки камней с острыми углами отколоть.
Третье правило - вертикальные поперечные и продольные швы в смежных рядах не должны совпадать, то есть иметь перевязку.
При использовании в кладке прочных растворов, на цементном вяжущем допускается оставлять без перевязки вертикальные продольные швы в пяти рядах или вертикальные поперечные швы в трех рядах кирпича. Если массив кладки разрезать по всей высоте вертикальными швами, то образуются отдельные неустойчивые столбы, которые под действием нагрузки могут деформироваться.