Мелитопольский Профессиональный Лицей
Железнодорожного Транспорта
Курсовая работа
По сварке
на тему:
Способы выполнения сварных швов по длине и сечению
Выполнил:
Учащийся группы ТУ-6
Проверил:
Иванов О.К
Мелитополь — 2014 г
Содержание
Введение
Способы выполнения сварных швов по длине и сечению
Сварка в различных пространственных положениях
Сварка стыковых швов
Сварка угловых швов
Сварка металла большой толщины
Сварка тонколистового металла
Строительные материалы: строительный кирпич и мелкие стеновые блоки
Строительный кирпич
Мелкие стеновые блоки
Требования, предъявляемые к системам отопления
Заключение
Список использованной литературы
Введение
В настоящее время рабочие профессии востребованы во всех отраслях промышленности. С развитием экономики государства повышается спрос на высококвалифицированных специалистов (сварщиков, строителей, монтажников и т.д.). Постоянное внедрение новых технологий, увеличение объема работ, расширение материальной базы требует повешенного внимания к подготовке, переподготовке, повышении квалификации специалистов данных профессий.
Сварка металла представляет собой технологический процесс получения неразъемного соединения за счет установления межатомных или межмолекулярных связей или диффузии. Применяют ее для соединения однородных и разнородных металлов и их сплавов, металлов с некоторыми неметаллическими материалами (керамикой, стеклом и др.), а также пластмасс. Сварка является экономически выгодным, высокопроизводительным и в значительной степени механизированным технологическим процессом. Она широко применяется практически во всех отраслях машиностроения и строительной промышленности, в судостроении при изготовлении цельносварных корпусов судов.
Все здания и инженерные сооружения возводятся из разнообразных строительных материалов, поэтому правильный их выбор, умение оценить их качество и степень сохранности и обеспечить нормальные условия эксплуатации конструкций из этих материалов - все это необходимо для строителей любой специальности.
Трудно назвать отрасль народного хозяйства, в которой не применялась бы тепловая энергия. Обеспечение нормальных микроклиматических условий в помещениях жилых, общественных зданий и зданий промышленного назначения, обеспечение нормального хода технологических процессов в промышленности, обеспечение чистоты атмосферы в помещениях и на рабочих местах - далеко не полный перечень сторон разнообразной деятельности и жизни человека, требующих применения тепловой энергии. Поэтому так остро поставлены вопросы развития техники теплогазоснабжения и вентиляции.
Дипломная работа состоит из введения, трех частей, заключения и списка использованной литературы. В первой части рассмотрим способы выполнения сварных швов по длине и сечению, а именно технику сварки стыковых и угловых швов, технику сварки металла большой толщины и тонколистового металла в различных пространственных положениях. Во второй - виды строительных материалов - строительные кирпичи и мелкие стеновые блоки (назначении, размеры, виды кладки, растворы). Третья часть посвящена требованиям, предъявляемым к системам отопления.
Способы выполнения сварных швов по длине и сечению
Сварка в различных пространственных положениях
Сварка начинается с зажигания сварочной дуги, которое происходит при кратковременном касании концом электрода изделия. Благодаря протеканию тока короткого замыкания - методом «впритык» или скользящим движением конца электрода с кратковременным касанием изделия - методом «спички» (рис. 1). При обрыве дуги повторное зажигание ее осуществляется впереди кратера на основном металле с возвратом к наплавленному металлу для вывода на поверхность загрязнений, скопившихся в кратере. После этого сварку ведут в нужном направлении.
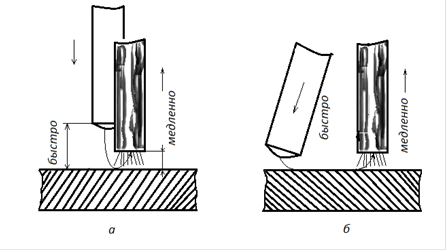
Рис. 1 Зажигание сварочной дуги: а - кратковременным прикосновением электрода к поверхности изделия; б - чирканьем конца электрода о поверхность изделия.
Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика. Дугу перемещают таким образом, чтобы обеспечивалось проплавление свариваемых кромок и получалось требуемое качество наплавленного металла при хорошем формировании шва. Это достигается поддержанием дуги постоянной длины и соответствующим перемещением конца электрода (рис. 2). При ручной сварке длина дуги в зависимости от марки и диаметра электрода, условий сварки составляет 0,5-1,2 диаметра электрода. Большое увеличение дуги приводит к снижению глубины провара, ухудшению качества шва, увеличению разбрызгивания, а иногда и к порообразованию; значительное уменьшение - к ухудшению формирования и короткому замыканию.

Рис. 2. Основные виды траектории поперечных движений рабочего конца электрода
При отсутствии поперечных колебательных движений конца электрода ширина валика равна 0,8-1,5 d электрода. Такие швы (или валики) называют узкими, или ниточными. Их применяют при сварке тонкого металла и при наложении первого слоя в многослойном шве. Получение средних швов (или валиков), ширина которых обычно не более 2-4 d электрода, возможно за счет колебательных движений конца электрода. Основные варианты колебательных движений конца электрода показаны на рисунке 2. Движения, не способствующие усиленному прогреву обеих свариваемых кромок - на рис. 2, в-ж; способствующие усиленному прогреву одной кромки - на рис. 2, з-и; способствующие прогреву корня шва - на рис. 2, к.
Сварку нужно стремиться выполнять в нижнем положении, так как при этом создаются наиболее благоприятные условия для получения швов хорошего качества. В этом положении расплавленный металл переносится в сварочную ванну, которая занимает горизонтальное положение, в направлении силы тяжести. Более того, сварку в нижнем положении выполнять удобнее и легче наблюдать за процессом.
Существуют различные способы сварки швов по длине и сечению. Выбор их зависит от длины шва и толщины свариваемого металла. Условно принято швы длиной до 250 мм называть короткими, 250-1000 мм - средними, более 1000 мм - длинными.
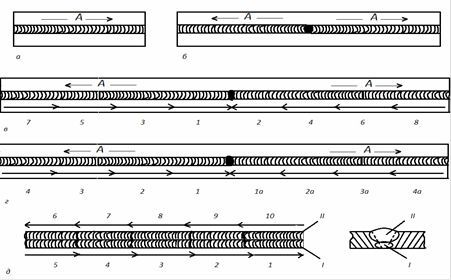
Рис. 3. Сварка швов различной протяженности: а - короткий шов; б - средний шов; в-д - длинные швы; I, II - слои шва; 1-10 - порядок и направление сварки участков шва; А - общее направление сварки
Короткие швы сваривают на проход, т. е. при неизменном направлении сварки, от одного конца шва к другому (рис. 3, а); швы средней длины - от середы соединения к концам (рис. 3, б); длинные швы - обратноступенчатой сваркой, при которой сварный шов выполняется следующими один за другими участками а направлении, обратном приращению шва (рис. 3, в). Длина ступени (участка) принимается в пределах 100-350 мм, причем более короткие ступени назначают при сварке тонкого металла и более длинные - при сварке толстого металла.
Обратноступенчатая сварка ведется преимущественно при общем направлении А от середины к концам и может выполнятся одним или двумя сварщиками (рис. 3, г, участки 1 и 1а, 2 и 2а и т.д.).
При многослойных швах (рис. 3, д) также используется обратноступенчатая сварка, при этом смежные участки вышележащих слоев выполняют в направлении обратном сварке нижележащих швов. Концы швов смежных участков должны быть смещены относительно друг друга на 25-30 мм.
Сварка швов в положении, отличных от нижнего, имеет ряд особенностей.
При сварке в вертикальном положении металл в сварочную ванну переносится перпендикулярно силе тяжести. Поэтому сварка покрытыми электродами должна выполняться по возможности наиболее короткой дугой. При этом диаметр электродов должен быть не более 4-5 мм, а ток на 15-20% ниже значений тока при сварке в нижнем положении. При переходе металла электрода в сварочную ванну количество жидкого металла в ней увеличивается и под действием силы тяжести металл может вытечь. Поэтому электрод необходимо быстро отвести в сторону, чтобы металл затвердел. Сварку вертикальных швов веду сверху вниз (рис. 4 а) или снизу вверх (рис. 4 б).
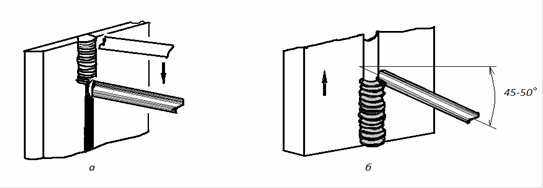
Рис. 4. Схема сварки вертикальных швов: а - сверху вниз; б - снизу вверх
Более удобной является сварка снизу вверх, когда дуга возбуждается в самой нижней точке, где образуется площадка для затвердевшего металла, на которой удерживаются следующие капли расплавленного металла. Выполнять сварку сверху вниз значительно труднее, чем снизу вверх. Обычно этот метод применяется для сварки тонкого металла. В начале сварки электрод располагают перпендикулярно поверхности и дуга возбуждается в верхней точке шва. После появления заметной капли жидкого металла на свариваемой поверхности электрод наклоняют вниз под углом 10-15˚, а дугу направляют на расплавленный металл.Горизонтальные швы сваривать труднее, чем вертикальные, поэтому их выполняют сварщики более высокой квалификации. Чтобы расплавленный металл не мог стечь, кромки на нижнем листе не скашивают, а сварку начинают на кромке нижнего листа, затем проваривают корень шва и переносят дугу на кромку верхнего листа (рис. 5). При наложении верхних уширенных валиков поперечные колебания конца электрода совершают под углом 45˚ к оси шва. Сварку ведут электродами тех же диаметров и на тех же режимах, что и сварку вертикальных швов.
По технике выполнения сварка потолочных швов наиболее трудная. В данном случае сила тяжести препятствует переносу капель металла электрода в сварочную ванну и они стремятся стечь вниз. Преодолеть силу тяжести и удержать расплавленный металл от вытекания можно при небольшом объеме сварной ванны. Для этого сварку осуществляют электродами диаметром не более 4 мм при силе тока на 20-25% меньше, чем при сварке в нижнем положении короткой дугой и узкими валиками. Дуга должна быть как можно короче для перехода капель металла электрода в металл шва (рис. 6).

Рис. 6. Сварка потолочных швов
Сварка стыковых швов
Стыковые соединения без скоса кромок сваривают уширенным швом с одной или двух сторон стыка.
Стыковые соединения с разделкой кромок выполняют однослойными (однопроходными) или многослойными (многопроходными), в зависимости от толщины металла и формы подготовки кромок (рис. 7).

Рис. 7. Сварка стыковых швов: а-г - формы поперечных сечений швов; 1-7 - порядок выполнения слоев шва; 0 - подварочный шов
Рекомендации по числу слоев стыковых многослойных швов приведены в таблице 1.
Таблица 1 Число слоев при сварке стыковых и угловых швов
| Шов | Число слоев в зависимости от толщины свариваемого металла, мм | |||||||
| 1-5 | 18-20 | |||||||
| Стыковой | 2-3 | 3-4 | 4-5 | 5-6 | 5-6 | |||
| Угловой | 2-3 | 3-4 | 5-6 |
Сварку многослойных швов начинают, тщательно проваривая корень шва электродом диаметром не более 4 мм, а последующие швы направляют уширенными валиками, используя электроды большего диаметра.
В ответственных конструкциях корень шва удаляют вырубкой, зубилом или газовым резаком для поверхностной резки, а затем накладывают подварочный шов.
Сварка угловых швов
Наилучшие результаты при сварке угловых швов обеспечиваются при установке плоскостей соединяемых элементов в положении «в лодочку» (рис. 8, а), т.е. под углом 45 к горизонтали. При этом достигается хорошее проплавление угла и стенок элементов без опасности подреза или непровара, а также создается возможность наплавлять за один проход швы большего сечения. Однако не всегда можно установить соединяемые элементы в положение «в лодочку».

Рис. 8. Сварка угловых швов: а-г - формы поперечных сечений и положение деталей при сварке; 1-4 - порядок выполнения слоев шва
В ряде случаев соединяемые элементы занимают иное (рис. 8, б-г) положение в пространстве. Сварка таких угловых швов сопровождается дополнительными сложностями, так как возможны непровары вершины угла соединения или горизонтальной стенки, а также подрезы стенки вертикального элемента. В этих случаях катеты однослойного углового шва не должны превышать 8 мм. Швы с катетами свыше 8 мм выполняют в два слоя и более.
Угловые швы таврового соединения с двумя симметричными скосами одной кромки сваривают в один слой или в несколько слоев в зависимости от толщины свариваемого металла.
Технология сварки угловых швов в вертикальном и потолочном положениях существенно не отличается от сварки стыковых швов со скосом кромок. Для обеспечения необходимого провара вершины угла первый слой выполняют электродами диаметром 3-4 мм.
При сварке угловых швов нахлесточных соединений нельзя допускать излишнего проплавления (подреза) кромки верхнего элемента и наплыва металла (при недостаточном сплавлении) на плоскость нижнего элемента.