Измерение резьб.
Резьбу можно измерять измерительной линейкой, резьбомером, резьбовыми калибрами, специальными шаблонами и др.
Измерительную линейку и резьбомер применяют преимущественно для измерения шага наружной резьбы. Измерительной линейкой измеряют длину определенного количества витков, например, десяти; разделив полученную длину на число витков, находят размер одного шага. При измерении дюймовой резьбы определяют число витков, которое приходится на длину одного дюйма (25,4 мм).
Резьбомер (рис. 245) служит для проверки шага резьбы. Он состоит из набора стальных пластинок, из которых каждая снабжена вырезами, точно соответствующими профилю резьбы определенного шага. На каждой пластинке выбиты цифры, указывающие шаг резьбы в миллиметрах или число витков на 1". При проверке шага резьбы прикладывают пластинку к проверяемой резьбе параллельно ее оси (рис. 245). Совпадение пластинки резьбомера с резьбой проверяется на просвет.
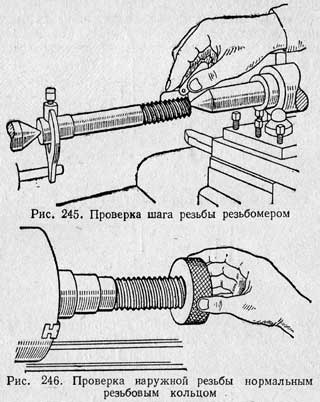
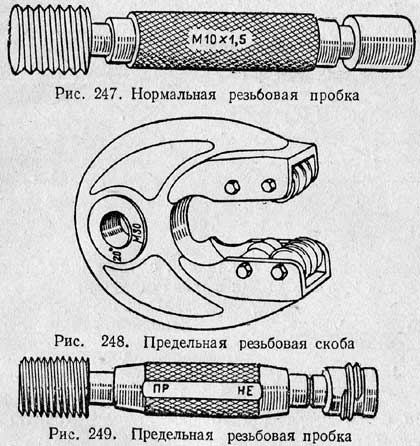
Одним из измерительных инструментов для проверки резьб являются нормальные резьбовые калибры. Наружная резьба проверяется нормальным резьбовым кольцом (рис. 246), а внутренняя — нормальной резьбовой пробкой (рис. 247). Правый гладкий конец пробки служит для проверки диаметра отверстия под резьбу, а левый резьбовой конец — для проверки самой резьбы. Правильность резьбы нормальными калибрами определяют на ощупь по отсутствию качания и трудности свинчивания калибра и детали.
Значительно более точна и производительна проверка резьбы предельными калибрами.
Наружную резьбу проверяют предельными резьбовыми скобами.
Скоба (рис. 248) имеет две пары роликов: передняя пара является проходной, а задняя — непроходной.
|
|
Способ измерения предельной резьбовой скобой такой же, как и при измерении гладких размеров, т. е. резьба должна свободно пройти через проходную сторону калибра, а непроходная сторона калибра должна задержать резьбу.
Внутреннюю резьбу проверяют предельными резьбовыми пробками (рис. 249). Проходной конец пробки имеет длинную резьбу полного профиля; он должен полностью ввинчиваться в резьбовое отверстие по всей длине. Непроходной конец пробки имеет два-три витка срезанного профиля, он не должен ввинчиваться в измеряемое отверстие.
Как гладкие, так и резьбовые предельные калибры применяются обычно при изготовлении большого количества одинаковых деталей и вообще в тех случаях, когда детали должны, иметь точные размеры с определенными допусками.
Инструмент, используемый при изготовлении резьбы.
Резьбу нарезают плашками, метчиками, резцами, резьбонарезными и накатными головками.
Нарезание резьбы плашками.
Плашка представляет собой кольцо, изготовленное из инструментальной стали, и имеющее такую же резьбу, для нарезания которой она предназначена. В плашке в зависимости от ее размеров просверлено 3—8 отверстий, пересекающих резьбу. На пересечении поверхности отверстий с поверхностью резьбы образуются режущие гребенки, причем благодаря фаскам гребенки имеют режущие части, которые выполняют работу резания. На цилиндрическом участке резьбы образуется калибрующая часть плашки (5 — б витков), которая калибрует резьбу по размеру и обеспечивает требуемую шероховатость поверхности резьбы (см.рис.).
|
|
Плашки используются с двух сторон. Для компенсации износа применяют регулируемые плашки с прорезью.
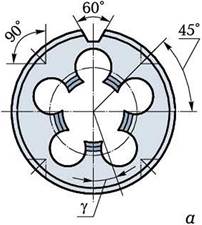
Рис. Внешний вид плашки в плане
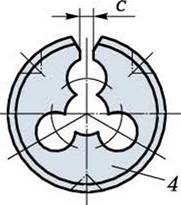
Рис. Разрезная регулируемая плашка.
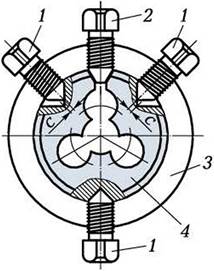
Рис. Закрепление плашки в плашкодержателе.
После износа режущей части с одной стороны плашку переворачивают в плашкодержателе и работу ведут другой стороной. На торце плашки маркируется размер нарезаемой резьбы. Резьбонарезная плашка крепится в ручном плашкодержателе-воротке.
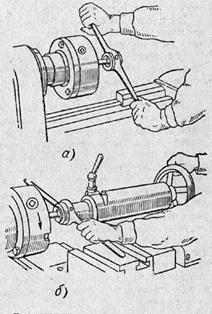
Плашка может устанавливаться в ручной или самовыдвижной качающийся плашкодержатель, закрепляемый в пиноли задней бабки.
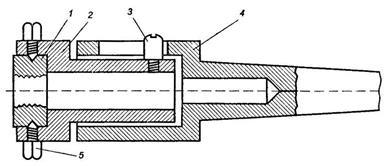
Рис. Самовыдвижной качающийся плашкодержатель
При нарезании резьбы плашкой, закрепленной в ручной плашкодержателе, ее подводят к заготовке, подпирая плашкодержатель торцом пиноли задней бабки. После нарезания двух-трех витков с поджимом дальнейшая подача плашки происходит самозатягиванием.

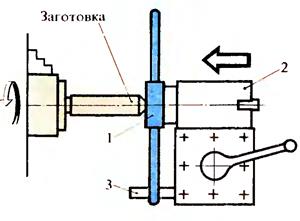
Рис. Применение упорной планки
Плашкодержатель можно поджимать упором, закрепленным в резцедержателе, а рукоятку резцедержателя упирать в планку, которая также закреплена в резцедержателе. При работе ручным плашкодержателем следует соблюдать осторожность, чтобы рука не попала между рукояткой плашкодержателя и опорой.
Стержень под нарезание резьбы плашкой обтачивают на несколько меньший диаметр, чем диаметр нарезаемой резьбы, для компенсирования некоторого выдавливания металла. Диаметр стержня под нарезание резьбы принимают по справочнику.
|
|
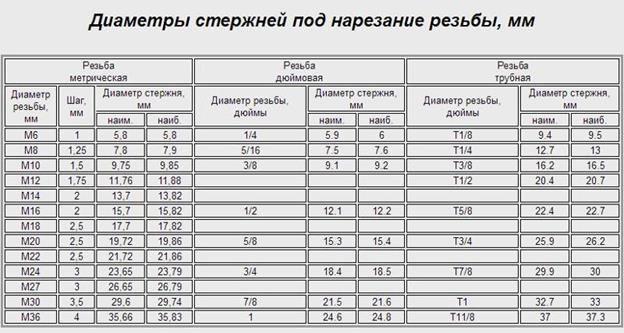
Перед началом нарезания резьбы на торце заготовки протачивают фаску для облегчения захода плашки. Нарезание резьбы плашками выполняют со скоростью резания 2-4 м/мин по стали и чугуна и до 10 м/мин по цветным металлам.
При нарезании резьбы плашками следует применять смазочно-охлаждающие жидкости. Для стали это эмульсия, минеральное масло, сульфофрезол, длЯ чугуна – керосин.