Тема занятия: Шлицевые (зубчатые) соединения
Шлицевые соединения можно рассматривать как многошпоночные, в которых шпонки как бы изготовлены заодно с валом. Рабочими поверхностями являются боковые стороны зубьев. В последние годы, в связи с общим повышением напряжений в деталях машин, шлицевые соединения получили самое широкое распространение взамен шпонок. Этому способствует оснащение промышленности специальным оборудованием - шлицефрезерными и протяжными станками. Некоторые авторы называют их зубчатыми соединениями.
Классификация шлицевых соединений
Шлицевые соединения образуются выступами - зубьями на валу, ходящими во впадины соответствующей формы в ступице. Вал и отверстие в ступице обрабатывают так, чтобы боковые поверхности зубьев или участки цилиндрических поверхностей (по внутреннему или наружному диаметру зубьев) плотно прилегали друг к другу.
По характеру соединения различают: неподвижные – для закрепления детали на валу; подвижные - допускающие перемещение детали вдоль вала (например, блока шестерен коробки передач станка).
В зависимости от профиля зубьев различают три основных типа соединений:
- с прямобочными (рис. 16, а) зубьями - число зубьев Z = 6, 8, 10, 12 для диаметров валов 14≤d≤125 мм;
- с эвольвентными (рис. 16, б) зубьями - число зубьев Z = 12, 16 и до 82 для диаметров валов 4≤d≤500 мм;
- с треугольными (рис. 16, в) зубьями - число зубьев Z = 24, 36 и более.
Прямобочные шлицы в поперечном сечении имеют боковые стенки в виде прямой линии, боковая поверхность эвольвентных шлицов в поперечном сечении образует эвольвенту, а треугольные шлицы в поперечном сечении имеют форму треугольника со срезанной вершиной.
По направлению продольной оси шлицы бывают: прямолинейные, продольная ось которых направлена вдоль образующей несущего цилиндра, и винтовые, имеющие продольную ось, направленную по винтовой линии под некоторым углом к образующей несущего цилиндра.
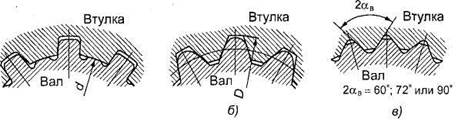
Рис. 16. Типы зубчатых (шлицевых) соединений: а — прямобочные зубья; б — эвольвентные зубья;
в — треугольные зубья
Рис. 17. Прямобочные зубья (шлицы)
Шлицевые валы изготавливаются в массовом производстве по технологии, аналогичной технологии изготовления зубчатых колёс (метод обкатки, способ – нарезание посредством червячных фрез), в штучном и мелкосерийном производстве используется метод копирования (требует наличия специального инструмента), а в случае отсутствия специнструмента валы изготавливаются методом фрезерования на универсальных фрезерных станках.
Шлицевые пазы в отверстиях ступиц при массовом производстве изготавливаются методом протягивания (инструмент – протяжка) или долблением специальными долбяками. В штучном производстве изготовление ведётся только долблением.
Наибольшее распространение в машиностроении имеют прямобочные зубчатые соединения (рис.17). Их применяют в неподвижных и подвижных соединениях. Стандартом предусмотрены три серии прямобочных зубчатых соединений — легкая, средняя и тяжелая, отличающиеся одна от другой высотой и числом зубьев (чаще применяют соединения с шестью-десятью зубьями).
Структура условного обозначения шлицевого прямобочного соединения должна иметь следующий вид:
где 1 - обозначение поверхности центрирования;
2 - числа шлицов соединения;
3, 6, 9 - номинальные размеры d, D и b;
4, 7, 10, 5, 8, 11 - обозначения полей допусков отверстий и валов по диаметрам d, D и по боковым сторонам шлицов b.
В обозначении допускается не указывать допуски нецентрирующих диаметров.
Допуски и посадки прямобочных шлицевых соединений приведены в таблицах.
Пример условного обозначения соединения, втулки и вала:
- для шлицевого соединения с числом шлицев z=8, внутренним диаметром d=42 мм, наружным диаметром D=46 мм, шириной шлица b=8 мм, с центрированием по d, с посадками по d - H7/f7 и по b - D9/h9:
- для отверстия этого же соединения:
d- 8 ×H7× 46 × 8 D 9,
- для вала этого же соединения:
d- 8 × 42 f7× 46 × 8 h 9.
Соединения с эвольвентным профилем зубьев тоже стандартизованы и используются так же, как и прямобочные, в подвижных и неподвижных соединениях. Угол профиля образующей рейки α= 30°. Высота шлица (0,8… 1,0) m. Ножка зуба усилена. Соединения выполняются по ГОСТ 6033-80 с центрированием по боковым поверхностям зубьев (рис.19,а), реже по наружному диаметру (рис.19,б).
Рис.19. Эвольвентное зубчатое зацепление: а – центрирование по боковым граням;б – центрирование по наружному диаметру
По сравнению с прямобочными зубьями имеют повышенную прочность, лучше центрируют вал в ступице, позволяют применять типовые процессы зубонарезания, имеют высокую технологичность и более низкую стоимость изготовления шлицевых валов. Эвольвентные шлицы создают меньшую концентрацию напряжений (примерно в 2 раза) у основания шлица, поэтому в настоящее время получают преимущественное распространение. Вследствие высокой стоимости протяжек для изготовления шлицев в ступицах малых и средних размеров – эвольвентные шлицевые соединения применяются реже прямобочных.
Эти соединения удобно изготавливать по технологии изготовления зубчатых колёс (методом обкатки). Шлицы вала при этом могут изготавливаться фрезерованием модульной червячной фрезой на зубофрезерном станке, а пазы ступицы либо долблением на зубодолбёжном станке, либо протягиванием.
Соединения с треугольным профилем зубьев не стандартизованы, их применяют главным образом как неподвижные соединения. Имеют большое число мелких зубьев, поэтому мало ослабляют вал. Рекомендуются для тонкостенных ступиц, пустотелых валов, а также для передачи небольших вращающих моментов. Центрирование такого соединения осуществляется только по боковым граням.
По отраслевым стандартам соединения изготовляют со следующими параметрами:
угол профиля 2α=90о; 72о; 60о;
наружный диаметр D =5-75 мм;
модуль m =0,2-1,5 мм;
число зубьев z =20-70.
Иногда треугольное шлицевое соединение для удобства сборки выполняют конусным при конусности 1:16.