СОЕДИНЕНИЯ ТИПА ВАЛ-СТУПИЦА
Основные определения
Шпоночное соединение – соединение типа вал-ступица с помощью шпонки
Шлицевое соединение - соединение двух деталей: вала и ступицы колеса (шкива и т.п.), причем вал имеет выступы - зубья, входящие во впадины (шлицы) соответствующей формы в ступице.
Штифтовое соединение – соединение типа вал-ступица с помощью штифта.
Прессование - соединение деталей под прессом, путем запрессования или напрессование детали (изучалось выше, это есть соединение с натягом).
Шпонка - деталь шпоночного соединения, закладываемая одновременно в пазы вала и ступицы.
Штифт – это деталь в виде цилиндрического или конического стержня устанавливаемая с натягом радиально или параллельно оси (круглая шпонка).
Профильное соединение – это неподвижное соединение вала и ступицы, причем вал имеет определенный профиль поперечного сечения и входит в соответствующее отверстие ступицы.
Шариковое шлицевое соединение – это подвижное соединение вала и ступицы, рабочими элементами которого являются шарики входящие в соответствующие пазы вала и ступицы.
Шпоночные соединения
Функциональное назначение
Они предназначены для угловой или осевой фиксации ступиц деталей (зубчатых колес, звездочек, шкивов и т.п.) на валах.
Шпоночные соединения осуществляются при помощи специальных дополнительных деталей-шпонок, которые представляют собой стальной брус, вставляемый в пазы вала и ступицы.
Классификация соединений и виды шпонок
Шпоночные соединения делят на две группы:
- ненапряженные, в которых используют призматические или сегментные шпонки;
- напряженные, осуществляемые клиновыми, тангенциальными и
круглыми шпонками.
Наиболее полная классификация шпоночных соединений дана на рисунке 6.1.
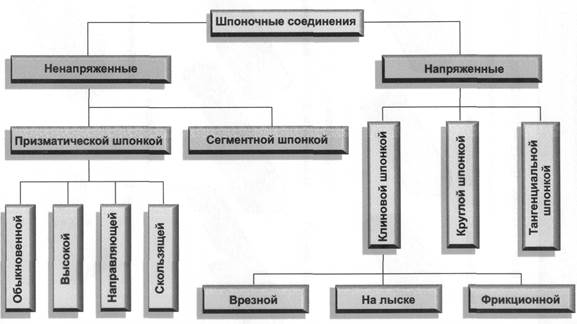
Рисунок 6.1 – Классификация шпоночных соединений
Различают неподвижные и подвижные шпоночные соединения. В неподвижных шпоночных соединениях ступицы не могут перемещаться по валу в осевом направлении, а у подвижных соединений ступицы могут перемешаться по валу, в этом случае используют достаточно длинные направляющие шпонки которые крепятся к валу винтами.
Наибольшее применение в машиностроении имеют ненапряженные соединения, поэтому ограничимся их рассмотрением. Заметим, что в курсе машиностроительного черчения студенты уже знакомились с конструкцией таких соединений, геометрическими параметрами шпонок и их обозначением.
В напряженных шпоночных соединениях используют клиновые шпонки, однако они вызывают радиальное смещение ступиц относительно валов, что приводит к появлению дисбаланса. В настоящее время клиновые шпонки применяются крайне редко. Конструкция наиболее распространенных разновидностей напряженных шпоночных соединений дана на рисунке 6.2.


Рисунок 6.2 – Наиболее распространенные конструкции напряженных шпоночных соединений
Соединения призматическими шпонками
Эти соединения наиболее широко применяют в машиностроении; призматические шпонки стандартизованы и их размеры выбирают по ГОСТ 23360-78.
Достоинства: простота конструкции и низкая стоимость.
Недостатки: вал и ступица ослаблены шпоночными пазами; в зоне шпоночного паза возникает концентрация напряжений, что снижает усталостную прочность деталей соединений; трудно обеспечить их взаимозаменяемость, последнее вызывает необходимость ручной подгонки или подбора шпонки по пазу; малонадежная работа соединений при действии ударных, реверсивных и циклических нагрузок.
Шпонки общемашиностроительного назначения обычно изготавливают из углеродистых сталей 45 и 50 из проката, либо чисто тянутых профилей. В сильно нагруженных соединениях применяют шпонки из легированных сталей, например из стали 40Х с термической обработкой до твердости 35…45 HRC.
Ширину b и высоту h призматических шпонок выбирают по ГОСТ23360-78 в зависимости от посадочного диаметра d соединения.
Наиболее распространенные конструкции призматических шпонок даны на рисунке 6.3.
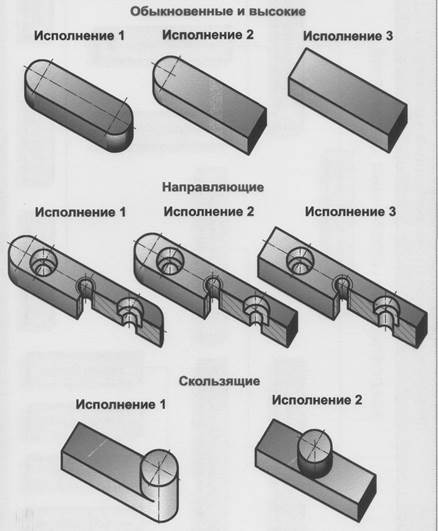
Рисунок 6.3 – Конструкции призматических шпонок
Обычно призматические шпонки вставляют в паз вала с натягом без дополнительного крепления, а в паз ступицы с небольшим зазором. Осевое фиксирование шпонки на валу наиболее просто осуществляют применением глухого паза, изготовленного концевой (пальцевой) фрезой. Однако. Наиболее предпочтительно изготовление паза на валу дисковой фрезой, при этом достигается более высокая точность изготовления размера b шпоночного паза и меньшая концентрация напряжений, однако, при этом осевая фиксация шпонки менее надежна.
Шпоночные пазы в ступице выполняют долблением (строганием) или протягиванием одношлицевой протяжкой.
Расчет шпоночного соединения с призматической шпонкой представлен на рисунке 6.4.
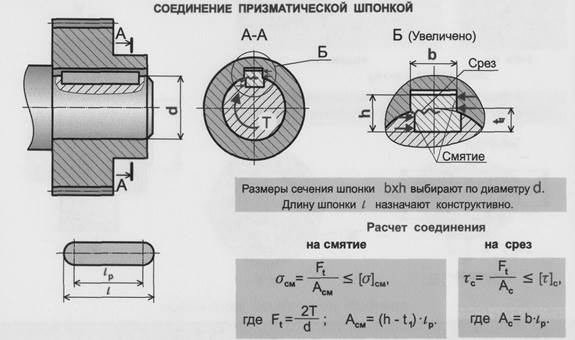
Рисунок 6.4 – Расчет соединения с призматическими шпонками
Действующий на соединение вращающий момент Т вызывает напряжения среза и напряжения смятия на боковых гранях шпонки. И пазов ступицы и вала. При стандартизации размеры поперечного сечения шпонок, а также глубину врезания шпонок в ступицу и в вал принимают таким образом, чтобы несущую способность соединения определяли напряжения смятия на боковых гранях шпонки. Для упрощения расчетов считают, что напряжения смятия (давление)  распределены равномерно по площади контакта боковых граней шпонок и шпоночных пазов, а плечо равнодействующей этих напряжений равно половине диаметра вала в месте установки шпонки При этом, давлением на рабочие поверхности шпонок и пазов, возникающие при посадке шпонок в паз вала с натягом, пренебрегают.
распределены равномерно по площади контакта боковых граней шпонок и шпоночных пазов, а плечо равнодействующей этих напряжений равно половине диаметра вала в месте установки шпонки При этом, давлением на рабочие поверхности шпонок и пазов, возникающие при посадке шпонок в паз вала с натягом, пренебрегают.