Вы уже научились изготавливать цилиндрические и конические детали ручными инструментами. Легче, быстрее и удобнее обрабатывать такие детали на токарных станках. Токарными называют станки, в которых заготовка вращается, а режущий инструмент перемещается вдоль или поперёк её оси.
В школьных мастерских учащиеся работают на токарных станках для обработки древесины СТД 120М. На станке можно выполнять следующие операции: точение наружных и внутренних цилиндрических, конических и фасонных поверхностей, сверление, прорезание канавок, обработку торцевых поверхностей, отрезку заготовок.
щлдшщНаибольший диаметр обрабатываемой заготовки 190 мм. Наибольшая длина точения 500 мм. Шпиндель станка имеет две скорости вращения: 840 об/мин и 1860 об/мин. Высота центров над уровнем станины 120 мм. Габариты станка: 1250 X 575 X 550 мм. Масса станка примерно равна 100 кг.
Станок СТД-120М (рис. 53) устанавливают на основание /, в качестве которого используют специальную подставку или стол. Станок имеет станину 3 с направляющими, на ней крепятся все части станка: передняя бабка 7 со шпинделем 8У который приводится во вращение от электродвигателя 2 с помощью ремённой передачи, задняя бабка 10, подручник 9. Рабочая зона станка защищена со всех сторон ограждением с защитным экраном 11 из органического стекла.
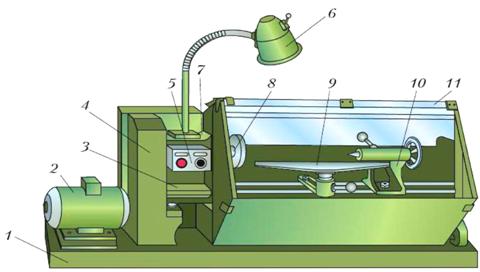 Рис. 53. Токарный станок для обработки древесины:
Рис. 53. Токарный станок для обработки древесины:
1 — основание (стол);
2 — электродвигатель;
3 — станина с направляющими;
4 — ограждение ремённой передачи;
5 — кнопочный выключатель;
6 — светильник;
7 — передняя бабка;
8 — шпиндель;
9 — подручник;
10 — задняя бабка;
11 — защитный экран
Для местного освещения зоны резания служит светильник 6. На кнопочном выключателе 5 кнопка включения окрашена чёрным цветом, а выключения — красным.
В передней бабке (рис. 54, а) имеется шпиндель 3 — вал, установленный в шариковых подшипниках 4 и получающий вращение от электродвигателя с помощью ремённой передачи 1, 2. Конец шпинделя имеет резьбу, на которую навинчивают необходимые приспособления для крепления левого конца заготовки.
Задняя бабка (рис. 54, б) может перемещаться вдоль направляющих станины и закрепляется неподвижно крепёжным болтом 6. Правый конец длинной заготовки поджимают центром 2, размещённым в пиноли (выдвижной втулке) 1 задней бабки. Центр перемещают с помощью винтового механизма 4 вращением маховика 5 и закрепляют рукояткой зажима 3.
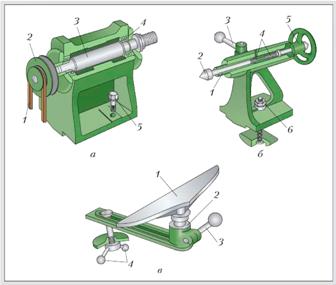 Рис. 54. Основные части станка СТД-120М:
Рис. 54. Основные части станка СТД-120М:
а — передняя бабка: 1 — клиновой ремень ремённой передачи;
2 — двухступенчатый шкив:
3 — шпиндель;
4 — подшипник шариковый;
5 — крепёжный винт;
б — задняя бабка: 1 — пиноль;
2 — центр;
3 — рукоятка зажима;
4 — винтовой механизм;
5 — маховик;
6 — крепёжный болт;
в — подручник в сборе: 1 — подручник;
2 — каретка (держатель):
3— рукоятка стопора;
4 — рукоятки крепления каретки
Подручник (рис. 54 г в) служит опорой для режущего инструмента (стамесок). Он находится в каретке (держателе) 2, может поворачиваться и фиксироваться рукояткой стопора 3. Каретка может перемещаться по направляющим как вдоль, так и поперёк станины и закрепляться в нужном положении поворотом рукояток 4.
Для крепления заготовок используют следующие приспособления, которые навинчивают на резьбовой конец шпинделя: патрон, трезубец, планшайбу, Патрон (рис. 55, л и 56, а) применяют для закрепления в нём небольших коротких заготовок. Заготовку с одного конца обрабатывают на конус, вворачивают её этим концом в патрон и крепят винтом.
Трезубец (рис, 55, б и 56, б) служит для закрепления длинных заготовок, второй конец которых поджимают задним центром. Для надёжной установки трезубца в левом торце заготовки делают ножовкой пропил на глубину 5...8 мм, а для надёжного поджатия заготовки задним центром в середине правого торца сверлят отверстие 0 3...4 мм или делают углубление с помощью кернера.
Планшайба (рис. 55, в и 56, в-д) предназначена для закрепления плоских заготовок большого диаметра и небольшой длины, например заготовок для изготовления декоративных тарелок, ваз, шкатулок и др. Планшайбу прикладывают к заготовке и шилом размечают центры крепёжных отверстий (см. рис. 56, в).

Рис. 55. Приспособления для закрепления заготовок:
а — патрон;
6 — трезубец;
в — планшайба
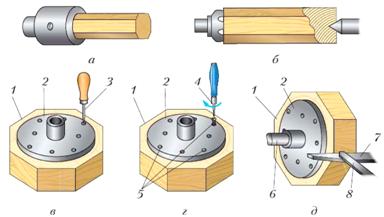
Рис. 56. Крепление заготовки:
а — в патроне винтом;
б — с помощью трезубца и заднего центра;
в—д — на планшайбе: 1 — заготовка;
2 — планшайба;
3 — шило;
4 — отвёртка;
5 — шурупы;
6 — шпиндель;
7 — подручник;
8 — режущий инструмент (стамеска)
После этого в размеченных центрах прокалывают шилом или просверливают глухие отверстия глубиной, равной длине ввинчиваемой части шурупа (обычно 15...20 мм). Затем шурупами (саморезами) скрепляют заготовку с планшайбой (см. рис. 56, г) и навинчивают планшайбу с заготовкой на шпиндель станка (см, рис. 56, Э). Чтобы ввинченные шурупы не попали в зону резания заготовки, на ней размечают линию глубины расположения шурупов.
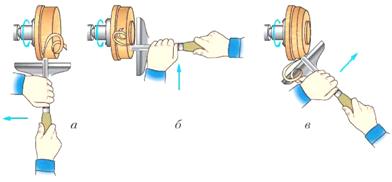 Различают несколько видов точения: продольное, при котором режущий инструмент (стамеска) во время вращения детали перемещается вдоль оси заготовки (рис. 57, а); поперечное, когда стамеска перемещается поперёк оси заготовки (рис. 57, б); продольно-поперечное, при котором инструмент перемещается одновременно и вдоль, и поперёк оси вращения заготовки (рис. 57, в).
Различают несколько видов точения: продольное, при котором режущий инструмент (стамеска) во время вращения детали перемещается вдоль оси заготовки (рис. 57, а); поперечное, когда стамеска перемещается поперёк оси заготовки (рис. 57, б); продольно-поперечное, при котором инструмент перемещается одновременно и вдоль, и поперёк оси вращения заготовки (рис. 57, в).
Рис. 57, Виды точения: а — продольное;
б — поперечное; в — продольно-поперечное
Станок СТД-120М может быть подключён к установке для сбора стружки и древесной пыли, что уменьшает количество мусора в мастерской.
На предприятиях токарные станки обслуживают токари.

1. Не включать станок без разрешения учителя.
2. Работать на станке только в спецодежде и в защитных очках.
3. Работать только при опущенном защитном экране.
4. Не опираться на станок, не класть на него инструменты и заготовки.
5. Не отходить от включённого станка.
 Токарь — одна из наиболее распространённых профессий рабочих, занимающихся обработкой древесины и металла. Токарь должен знать устройство станков, уметь читать чертежи, знать назначение и способы применения различных инструментов и приспособлений, уметь пользоваться контрольно-измерительными приборами, разбираться в свойствах древесины, металлов, сплавов и др.
Токарь — одна из наиболее распространённых профессий рабочих, занимающихся обработкой древесины и металла. Токарь должен знать устройство станков, уметь читать чертежи, знать назначение и способы применения различных инструментов и приспособлений, уметь пользоваться контрольно-измерительными приборами, разбираться в свойствах древесины, металлов, сплавов и др.
