Изменение передаточного отношения пониженной передачи раздаточной коробки с 2.135 до 3,0 если раздатка старого образца – крупномодульная или до 2,9375 если раздатка нового образца -мелкомодульная. Данная переделка раздаточной коробки даст прирост 40/38 %.
Раздаточная коробка стандарт (2,135) Крупномодульная Мелкомодульная
Ведущий вал: шестерни повышенной/пониженной 35/26 39/29
Промежуточный вал шестерни повышенной/пониженной 28/37 32/42
Шестерня дифференциала 42 47
Раздаточная коробка модифицированная Крупномодульная (3,0) Мелкомодульная (2,9375)
Ведущий вал: шестерни повышенной/пониженной 35/21 39/21
Промежуточный вал шестерни повышенной/пониженной 28/42 32/42
Шестерня дифференциала 42 47
Для переделки потребуются: ведомая шестерня с дифференциала старого образца крупномодульная 42 зуба (Шестерня РК 2121-1802180), и шестерня 3 передачи с ВАЗ на 21 зуб (Шестерня 3-й пердачи 2101-1701131).

Данные предоставил Дмитрий Taifun.
Межосевое расстояние у пары 21\42 для понижайки 3.0 — 93.75-93.85 мм.
128.6 и 69.1 мм наружные диаметры
123.6 и 64.1 мм делительные диаметры
187.7 мм сумма делительных
93.85 мм межосевое у модифицированной раздатки.
93.5 мм штатное межосевое у стандартной раздаточной коробки
Также, при изготовлении раздатки 3.0 рекомендуется использовать б\у шестерни дифа и третьей скорости, меньше придется прикатывать.
по б/ушным шестерням подтверждаю.. на раздатках старого образца всегда для перевенцовки промвала шестерню беру с родного дифа.. а новую ставлю на диф..

Токарь снимает венец с «родного» промежуточного вала в размер 75,3 мм. Резец заводить рекомендуется сбоку. Точить промежуточный вал с допуском плюс 0,2-0,3 мм. Для последующей шлифовки промвала. Шлифовку делают на кругошлифовальном станке, биение должно отсутствовать. Шлифовка производится в размер 75 ммплюс 0,03. Этого достаточно для обеспечения необходимого нагяга при напресовки нового венца. Сам венец с шестерни дифференциала можно не точить и не шлифовать. У него внутренний размер точный.

Венец надо напрессовывать вровень с внутренней поверхностью промвала.. в противном случае корпус дифа придется еще больше протачивать.. что не желательно.. на взаимное расположение шестерен можно забить.. После напресовки нового венца снять фаски под сварку — 5х45°. Суммарный угол разделки 90°.

Сварку можно использовать эл. дуговую – “постоянку”. Электроды для среднеуглеродистых сталей. Я использовал углекислотку. Зубья и посадочные места подшипников при сварке необходимо укрыть, от капель. После сварки оставить шестерни остывать на воздухе. Варил промвал в четыре захода прерывисто по сантиметру сварки в трех местах на сторону за раз.

За один заход попеременно варил обе стороны венца с полным остыванием между циклами сварки. После цикла сварки до венца можно было дотронутса рукой. Стараемся не перегревать.

После сварки, шов со стороны корпуса раздатки необходимо зачистить для обеспечения отсутствия выступающих приливов.

Корпус дифференциала раздаточной коробки точится в размер 76,5 мм х 16 мм.
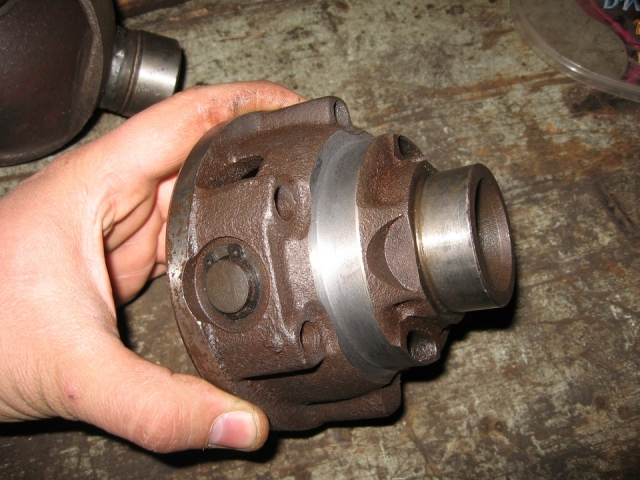
Корпус раздаточной коробки подтачивается для обеспечения зазора между шестерней и корпусом раздаточной коробки.
В модифицированной раздаточной коробке применять подшипники только со стальным сепаратором. Чтобы не было вот такого.

После сборки раздаточной коробки очень важен процесс обкатки. Мои рекомендации: после установки переделанной раздатки на машину 10-15 км. передвигаться только на пониженной, замена масла. до 500 км. пробега пониженная/повышенная не выше 60 км/ч, замена масла. до 1500 км. пробега пониженная/повышенная не выше 80 км/ч, замена масла. Дальше можно эксплуатировать в нормальном режиме. На масле экономить не рекомендую, лейте нормальное качественное масло Mobil, Castrol.



















