Устройство ленточного конвейера
Ленточный конвейер, схема представлена на рисунке 1, состоит из замкнутой гибкой ленты 1, огибающей ведущий (приводной) 2 и хвостовой (поворотный) 3 барабаны. Приводной барабан получает вращение от электродвигателя через редуктор. Тяговое усилие от барабана на ленту передается трением. Барабаны 4 являются вспомогательными, отклоняющими ленту. Благодаря их применению увеличивается угол охвата приводного и поворотного барабанов лентой, что улучшает условия сцепления ленты с поверхностями этих барабанов и уменьшает пробуксовывание ленты.
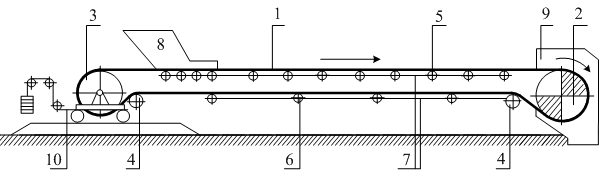
Рисунок 1 – Схема ленточного конвейера
Натяжение ленты осуществляется натяжным устройством 10, расположенном в данной схеме, на хвостовом барабане.
Часть ленты, на которой располагается груз, называется рабочей, груженой или несущей ветвью, а свободная от транспортируемого материала – порожней ветвью.
Лента поддерживается роликовыми опорами 5 на груженой ветви и 6 на порожней ветви, установленными на раме 7.
Материал подается на ленту по загрузочному желобу 8 и перемещается к разгрузочному концу конвейера, где сбрасывается в направляющий лоток 9.
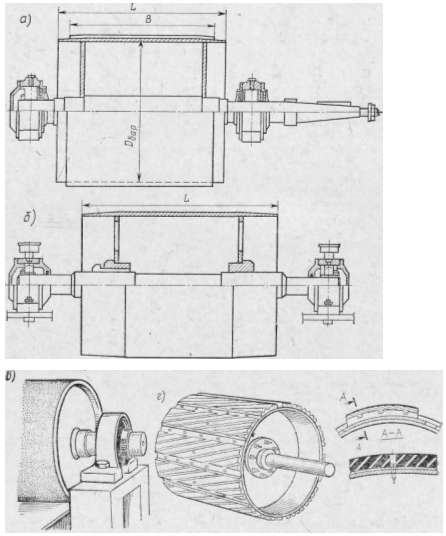
Грузонесущая ветвь ленты конвейера в поперечном сечении может иметь желобчатую (лотковую) (рисунок 2, а), реже плоскую (рисунок 2, б) форму. Порожняя ветвь – всегда плоская. Лотковая форма придается ленте роликовыми опорами.
Несущей ветвью является, как правило, верхняя, но в некоторых случаях для перемещения груза используется нижняя ветвь, а иногда и обе ветви ленты одновременно.
Материал поступает на ленту вблизи хвостового барабана либо в промежуточных пунктах, расположенных по длине конвейера.
|
|

Рисунок 2 – Расположение роликоопор в поперечном сечении:а – с желобчатой формой ленты грузонесущей ветви;б – с прямым расположением ленты
В последнем случае погрузочные пункты оборудуются стационарными или передвижными загрузочными воронками.
Разгрузка материала производится с концевого барабана, где лента меняет направление движения, или в промежуточных пунктах конвейера посредством специальных сбрасывающих устройств.
Транспортирование груза ленточными конвейерами осуществляется в горизонтальном или наклонном (вверх или вниз) направлениях, при этом возможен переход от горизонтального перемещения к наклонному и наоборот.
Барабаны
В ленточных конвейерах различают приводные, концевые, натяжные и отклоняющие, служащие для изменения направления движения ленты, барабаны (рис.3). Чем больше диаметр барабана, тем меньше напряжение от изгиба ленты и тем больше срок ее службы. При эксплуатации лент установлено, что резинотканевую ленту обычно приходится заменять из-за ее расслаивания, которое происходит от многократных изгибов ленты на барабанах. Барабаны ленточных конвейеровунифицированы.В качестве основной характеристики, используемой при выборе барабанов из установленного ряда типоразмеров, принятанагрузочная способность барабана. Для неприводных барабанов нагрузочная способность определяется как нагрузка от натяжения ветвей ленты, огибающей барабан, а для приводных барабанов, кроме того, следует учесть еще и максимальный передаваемый крутящий момент.
|
|
Рис.3 Барабаны: а-приводной; б-хвостовой и откланяющий; в,г- с футеровкой.
Поддерживающие роликоопоры
Чтобы лента под влиянием собственной силы тяжести и веса груза не провисала, на раме конвейера устанавливают поддерживающие роликоопоры. Ролики являются самыми многочисленными элементами конвейеров. Их ежегодно выпускают миллионы штук. От надежной и долговечной работы роликоопор зависят в большой степени надежность и долговечность всей машины, а также потребляемая ею энергия, эксплуатационные затраты и т. п.
Различают: легкого, тяжелого типа; обрезиненные; амортизирующие; дисковые; гирляндные и др. роликоопоры.
Приводы
Назначение привода — обеспечить движение тягового элемента конвейера с грузом. Создание необходимой тяговой силы конвейера обеспечивается силой трения, возникающей между лентой и поверхностью приводного барабана.
Привод (рис.4) состоит из двигателя 1, редуктора 3, барабана 5,а также муфт 2 к 4, соединяющих двигатель с редуктором и. редуктор с валом барабана.
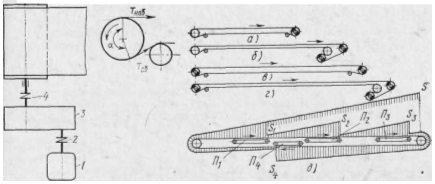
Рис.4Схемапривода конвейера.Ленточныеконвейерысразличными типами приводов
Ленточные конвейеры могут иметь следующие виды приводов: единичный головной однобарабанный (рис.4, а) или двухбарабанный(рис.4,6), раздельный (на головном и хвостовом барабанах (рис.4, в) и комбинированный — двухбарабанный в головной части и однобарабанный в хвостовой части (рис.4, г). На1 длинных и тяжелонагруженных конвейерах для преодоления местных и линейно распределенных сопротивлений необходимо очень большое натяжение S ленты (рис.4,д), что ведет к увеличению мощности привода и массы движущихся элементов конвейера и требует дальнейшего увеличения натяжения.
|
|
Натяжные устройства
Эти устройства предназначены для создания необходимого натяжения ленты, обеспечивающего сцепление ее с приводным барабаном без проскальзывания, а также для ограничения провисания ленты между опорами и компенсации вытяжки ленты в процессе эксплуатации. Натяжные устройства подразделяются на устройства, создающие нерегулируемое натяжение в ленте, и устройства, регулирующие натяжение ленты в зависимости от значения крутящего момента на приводном барабане.
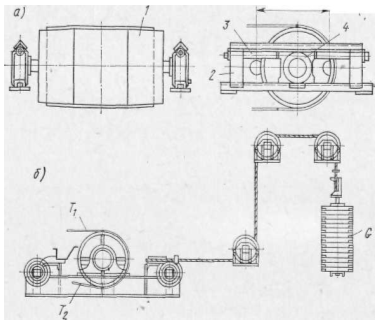
Рис.5Натяжные устройства. (а- ручное, б- грузовое)
Загрузка конвейеров
Загрузочное устройство должно обеспечить плавную подачу груза на движущуюся ленту, при этом для предупреждения повреждения и изнашивания ленты скорость подачи груза и направление его движения должны быть близки к скорости и направлению движения загружаемой ленты. Конвейер можно загрузить в любой точке его трассы. Однако обычно загрузку производят около хвостового барабана. Насыпные грузы обычно загружают с помощью воронки и лотка, устанавливаемого под воронкой (рис.6). Ширина лотка в начальной части В1 = 0,5В и в конечной части В2= (0,6-0,7) В, где В — ширина конвейерной ленты. После выхода из лотка груз рассыпается по ленте и занимает ширину, примерно равную 0,8В.
При транспортировке грузов (кроме угля) с кусками размером свыше 80 мм загрузочные пункты необходимо оборудовать амортизационными устройствами.
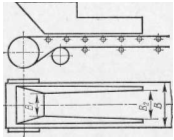
Рис.6 Лоток для сыпучих грузов.
Разгрузка конвейера
Наиболее простым и удобным способом разгрузки конвейеров, не требующим специальных устройств, является сброс груза с концевого барабана, (рис.7, а). Однако в ряде случаев возникает необходимость осуществлять разгрузку в различных точках по длине конвейера. Например, в литейном производстве одним конвейером подают формовочную землю к бункерам нескольких формовочных машин, расположенным вдоль линии конвейера. В этом случае применяют специальныеразгрузочные устройства, наиболее простыми из которых являются плужковыеразгружатели, т. е. щиты, устанавливаемые на ленте под углом к потоку груза (рис.7,6). При этом груз, двигаясь вдоль щита» сбрасывается с ленты на одну или на обе стороны (рис.7,в). Не» достатком плужковыхразгружателей является повышенный износ ленты, поэтому их нецелесообразно применять при больших скоростях движения ленты (свыше 1,6—2,0 м/с) и при транспортировании абразивных и крупнокусковых грузов.
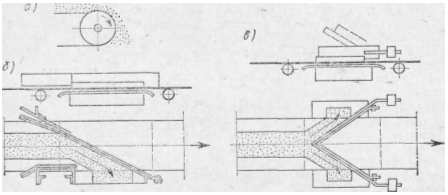
Рис.7 Разгрузка конвейера.
ленточный конвейер устройство эксплуатационная