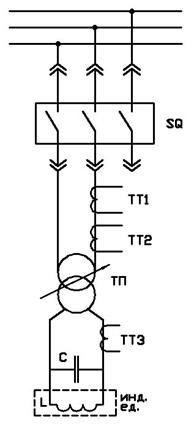
Индукционные канальные печи питаются от сетей промышленной частоты через трансформаторы. Трансформаторы имеют возможность регулировать напряжение для регулирования мощности печи.
Число основных трансформаторов равно число индукционных единиц. Печь снабжают дополнительными трансформаторами или автотрансформаторами для разогрева печи или ее работы на холостом ходу. Номинальная мощность основных трансформаторов может быть до 6000 кВА. Печи с трансформаторами мощностью больше 360 кВА выпускаются на напряжение 6 или 10 кВ, установки меньшей мощности подключаются к сети 380 В. Низкое значение cosj повышают, включая параллельно индуктор, компенсирующий конденсатор. Так как cosj в течение плавки не меняется, то емкость конденсаторной батареи остается постоянной.
В состав установки входят также элементы защиты, аппаратура двигателя для загрузки и слива, вентиляторы. Иногда есть приборы для автоматического регулирования температуры.
Механизмы наклона
Для разливки жидкого расплава печь должна наклоняться. Это не относится к печам с прямоугольной стационарной ванной и к двухкамерным печам. При небольших печах самым дешевым и наиболее подходящим способом наклона является механическое опрокидывание вокруг центра тяжести печи, при этом приходится мириться с перемещением сливного носка (рис. 3-26).
Печи средних и больших размеров с цилиндрическим печным объемом (вертикальная ось) наклоняются с помощью гидравлического механизма вокруг сливного носка (рис. 3-27).
Печи барабанного типа оборудуются механизмами наклона с электромеханическими приводами (рис. 3-28)
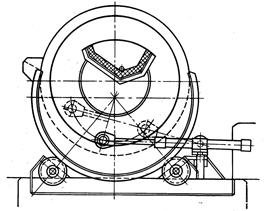
Рис. 3-28. Поворот барабанных канальных печей на катках
|
|
О хлаждение
В печах, охлаждаемых воздухом, вентиляторы располагаются непосредственно на индукционной единице, что имеет место прежде всего в малых печах (рис. 3-29), или воздух подводится к индукционной единице через металлический рукав от компрессора, находящегося непосредственно за печной рабочей камерой. Расположение этого рукава для сжатого воздуха на индукционной единице осуществляется так, чтобы воздух обтекал магнитопровод, индуктор и внутренний кожух. Для эффективного охлаждения необходимо за счет соответствующей скорости воздуха обеспечить требуемый теплообмен между воздухом и охлаждаемой поверхностью. Воздушные выходные каналы, предусмотренные в >печи, не должны быть зафутерованы или перекрыты. Расчет параметров вентиляторов приведен в § 4-3. При выполнении печи с водяным охлаждением снабжение охлаждающей водой значительно проще. Однако, так как имеются по меньшей мере две цепи с охлаждающей водой (индуктор, охлаждаемая рубашка), при протекании воды в каждой ветви охлаждения должны контролироваться и регулироваться соответствующими элементами количество протекающей воды и ее температура (§ 4-2).
Требования к установке печей
При отсутствии ограничений в отношении производственных площадей решающими при установке печи являются вопросы, связанные с загрузкой шихты и отбором жидкого металла. Уровень сливного носка над полом металлургического цеха представляет собой исходный пункт для размещения печи. Размерами печи определяется необходимая для печи площадка, а массой печи и ее распределением по фундаменту определяется выполнение этой площадки. Установка печи существенно упрощается, если все возникающие при наклоне печи силы воспринимаются ее механическими конструкциями. В этом случае фундамент нагружен только давлением. При определении участка, занимаемого под печь, необходимо предусмотреть место для свободного доступа при обслуживании и контроле всех элементов печи и особенно индукционных единиц. Важно так организовать рабочий участок печи в отношении его внешних размеров, конструктивного исполнения и возможностей дальнейшего обслуживания, чтобы в случае прорыва металла из печи свести к минимуму его последствия. Нижние опоры печи, трубопроводы для?подачи масла, воды и воздуха должны быть максимально облицованы керамикой. Необходимо обеспечить слив расплава в случае прорыва тигля в аварийный котлован, сухое состояние которого должно быть гарантировано.
|
|
ТИГЕЛЬНЫЕ ПЕЧИ
Типы конструкций
Керамический тигель индукционной тигельной печи имеет простейшую форму и надежен в эксплуатации. По этой причине тигельная печь является самым распространенным типом индукционной печи.
Принцип работы всех тигельных печей одинаков и соответственно одинаково их назначение. Разнообразие применения определяет и различие конструктивных форм. Существуют три конструкции, различные по способу проведения магнитногопотока с внешней стороны индуктора (рис. 3-35): а) Магнитный поток проходит по магнитопроводам из трансформаторной стали; б) магнитный поток проходит по воздуху, стальные конструктивные части защищаются от интенсивного нагрева с помощью медного листа, экранирующего магнитное поле; в) магнитный поток проходит по воздуху.
|
|
Эти три варианта имеют наименования: а) закрытая конструкция; б) экранированная конструкция; в) открытая конструкция.
Каждое из этих конструктивных решений необходимо рассмотреть более подробно.
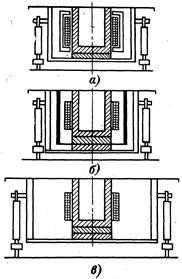
Рис. 3-35. Три варианта проведения магнитного потока вне тигля
а – магнитный поток проходит по магнитопроводам; б – магнитный поток проходит по воздуху, стальные конструктивные элементы защищены медным экраном;
в – магнитный поток проходит по воздуху
Открытая конструкция. Вне тигля магнитное поле проходит по воздуху (рис. 3-36). Чтобы исключить индуктивный нагрев конструктивных элементов, последние должны быть неметаллическими или их следует располагать на таком удалении, чтобы магнитное поле не оказывало на них влияния. В непосредственной близости от индуктора можно использовать только древесину твердых породили подобный материал, на среднем удалении—немагнитный металл и лишь на большом удалении — сталь. Приблизительно можно считать, что при использовании стали должен существовать промежуток по меньшей мере в один диаметр индуктора.
Из-за этого, особенно для крупных печей, требуется большая площадь, что может свести на нет преимущество (низкая стоимость) этого типа конструкции. При увеличении габаритов печи растет давление набивочных масс. Для хорошей стойкости тигля необходимо, чтобы это давление хорошо воспринималось конструкцией и тем самым достигалось возможно лучшее уплотнение набивочной массы. Поэтому открытая конструкция в основном целесообразна для малых печей.
Закрытая конструкция. В такой конструкции (рис. 3-37) магнитный поток вне катушки проходит по радиально расположённым пакетам трансформаторной стали магнитопровода. Число магнитопроводов и их параметры зависят от габаритов печи, мощности и частоты. Параметры должны, гарантировать отсутствие чрезмерного нагрева магнитопроводов при естественном охлаждении и прохождении части магнитного потока по магнитопроводам за счет высокой их магнитной проводимости.
Это решение позволяет получить очень компактную конструкцию, и благодаря этому для печи требуется относительно малая площадь. Прохождение магнитного потока по магнитопроводам, кроме того, снижает долю тока намагничивания первичного потока. Имеет место улучшение коэффициента мощности и некоторое улучшение к. п. д. печи. Ввиду изложенного закрытая конструкция находит все большее применение. Ее применяют почти исключительно в печах (промышленной частоты и начинают использовать также и в индукционных печах повышенной частоты большой емкости.
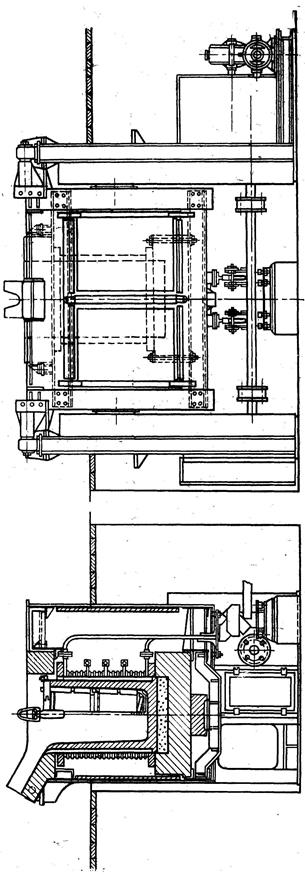
Рис. 3-36. Схематический чертеж высокочастотной индукционной печи
Экранированная конструкция. Как указывалось в § 1-4, выделение мощности в теле, помещенном в электромагнитное поле, зависит от величины его удельного электрического сопротивления. Поэтому в медном кожухе энергия поля поглощается с незначительными 'потерями. Если между индуктором и элементами 'конструкции расположен замкнутый медный кожух (рис. 3-38), то стальные часта могут быть расположены ближе к индуктору снаружи медного кожуха. Благодаря этому получается также компактная конструкция, что, однако, достигается ценой дополнительных затрат и потерь. Кроме того, замкнутый экранирующий кожух не позволяет осуществить удобное и всестороннее наблюдение за индуктором. В связи с этим экранированная конструкция не может получить широкого применения.
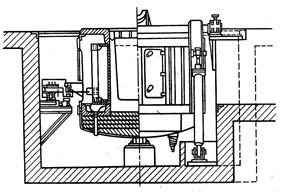
Рис. 3-38. Разрез высокочастотной индукционной печи с медным экраном.
Частота
1-4 подробно представлены зависимости между продолжительностью плавки, размерами кусков шихты при пуске печи, глубиной проникновения и частотой.
Изменение частоты является для тигельной печи подходящим техническим средством для оказания воздействии на продолжительность плавки, поведение печи в период пуска и интенсивность движения жидкой ванны.
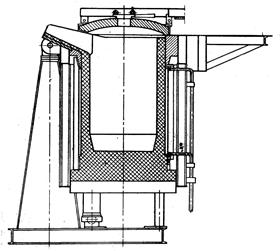
Рис. 3-39. Вертикальный разрез индукционной печи емкостью 140 дм3
Принципиально связь между габаритами печи и частотой определяется условием: диаметр тигля больше или равен 3,5 глубины проникновения.
При увеличении габаритов печи тепловые потери, соответствующие величине площади поверхности, возрастают по квадратичному закону, а величина объема растет пропорционально третьей степени, поэтому тепловые потери, отнесенные к объему, в малой печи больше, чем в крупной печи. Поэтому в малых печах важно иметь более высокую удельную мощность.
Ориентировочное соотношение между габаритами печи и частотой приведено в табл. 3-8.
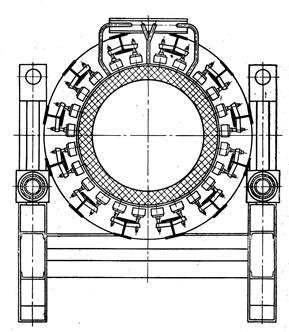
Рис. 3-40. Горизонтальный разрез индукционной печи емкостью более 140 дм3
Особенности электрооборудования индукционных тигельных печей
Электрооборудование включает в себя: печь, комплект измерительных приборов с трансформаторами, генератор повышенной или высокой частоты, коммутационную и защитную аппаратуру, конденсаторную батарею, емкость которой можно менять.
Электрооборудование и измерительные приборы в случае повышенной и высокой частоты должно иметь специальное исполнение, допускающее использование специальной аппаратуры в зоне повышенных частот.
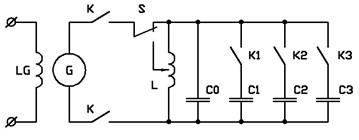
Переключатель S позволяет изменять в процессе плавки коэффициент связи индуктора и садки. Такое изменение необходимо в связи с тем, что активное сопротивление шихты различно в различные моменты процесса.
Контакторы К1, К2, К3 позволяют изменять в процессе плавки емкость компенсирующей конденсаторной батареи и поддерживать cosj=1 в цепи индуктора. Это приходится делать, потому что во время плавки также изменяется и индуктивное сопротивление садки, так как изменяется магнитная проницаемость, величины вихревых токов и т.д.
Описание конструкции
Наибольшее распространение в промышленности получили печи емкостью более 140 дм3. Печи этой группы (рис. 3-39—3-41) работают на промышленной частоте или на повышенных частотах, получаемых от статических или вращающихся преобразователей частоты.
Индукционная единица (индуктор вместе с несущей крепежной конструкцией, встроенный в кожух, образованный магнитопроводами и жесткими профилями стали, (рис.4-42) в этих печах с помощью жесткого болтового соединения подвешивается к опрокидывающейся раме (рис. 3-43), вместе с которой поворачивается вокруг сливного носка при разливке.
Межвитковая изоляция индуктора осуществляется изоляционными прокладками; рассчитанными на витковое напряжение. Индуктор в целом покрыт электроизоляционным материалом, обеспечивающим его изоляцию от конструктивных элементов печи, имеющих потенциал земли. Снаружи индуктор полностью защищен от проникновения пыли и брызг защитной облицовкой. Внутри индуктор обмазан керамической массой, имеющей хорошие электроизоляционные свойства. Благодаря этому создается гладкая плотная опора для рабочей футеровки. На внутренней поверхности индуктора выложен слой асбеста, толщина которого выбирается такой, чтобы обеспечить перепад температуры, необходимый для хорошей стойкости футеровочной массы. Этот перепад выбирается таким образом, чтобы образовался тонкий, прочный, оплавленный слой (примерно 1/3 всей толщины), прочный спеченный слой (примерно 1/3) и ближе к индуктору — рыхлый слой, хорошо воспринимающий деформации, связанные с температурными изменениями. В противоположность этому асбестовый слой должен быть плотным. Для стойкости керамического тигля является чрезвычайно важным, чтобы путем тщательного нанесения асбеста (в случае необходимости предварительно увлажнённого и затем высушенного с сохранением формы) образовалась гладкая, жесткая опора для набивного слоя.
Изоляция индуктора выполняется таким образом, чтобы из тигля через индуктор могла удаляться влага. Пакеты трансформаторной стали встраиваются в конструкцию из стальных профилей и могут быть установлены вплотную к индуктору. При тщательной стяжке магнитопроводов, постоянном контроле и подтягивании их в процессе эксплуатации создается очень жесткое цилиндрическое тело, в котором расположен набивной тигель. Число и размеры магнитопроводов определяются габаритами и производительностью печи.
Пакеты так встраиваются в конструкцию печного кожуха, чтобы они могли быть хорошо закреплены около индуктора, а в случае повреждения могли бы быть отдельно заменены без монтажа его и выбивания тигля
Верхняя опрокидывающаяся рама установлена на основной раме вместе с двумя своими опорами. В ней расположено вращающееся крепление обоих гидравлических цилиндров наклона.
Тигель закрывается футерованной крышкой. Эта крышка может выполняться как поворотная (рис. 3-44) или откидная (рис. 3-45 и 3-46).
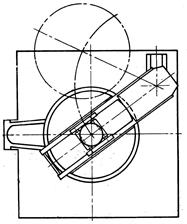
Рис. 3-44. Поворотная крышка индукционной печи
В откидном варианте открытая крышка является средством защиты от брызг расплава стоящего сзади обслуживающего персонала. Поворотная крышка имеет то преимущество, что она, будучи полностью открытой, со всех сторон обеспечивает доступ к расплаву при подаче шихты и, в частности, сзади в отличие от откидной. Так как баланс преимуществ и недостатков зависит от местных производственных условий, то для реализации может быть выбран тот или другой вариант выполнения крышки.
В обоих вариантах крышка приводится в действие гидравлически от маслонапорной установки. Масло под давлением поступает от той же установки, которая обеспечивает подачу масла в цилиндры наклона.