Технология проведения местной термообработки сборочной единицы
«Обварка труб в трубной решетки»
З-з 200800866
Вид термической обработки: стабилизирующий отжиг
Технология термообработки:
- Установить емкость на роликоопоры.
- Установить на трубную решетку нагревательные коврики согласно схемы – 2 и 3
установки нагревательных ковриков и теплоизоляции. Нагревательные коврики установить на предварительно приваренные аккумуляторной машинкой шпильки, поверх нагревательных ковриков на те же шпильки установить теплоизоляцию Cerablanket 7320х610х25 в 2 слоя согласно схемы установки.
- Так же установить специальные нагревательные ленты по кругу, снаружи обечайки. Поверх специальных нагревательных лент на те же шпильки установить теплоизоляцию Cerablanket 7320х610х25 в 2 слоя согласно схемы установки. Поверх шпилек установить прижимные скобы и загнуть шпильки. Дополнительно поджать теплоизоляцию по краям проволочными хомутами из отожженной проволоки Ø 1,2 ER 347Si.
- Установить термопары.
Принцип установки термопар:
- Разметить места установки проводных термопар типа К на изделии, согласно схеме -3 расстановки термопар. Термопары устанавливать снаружи решетки.
- Закрепить термопары на изделии согласно схеме 4.
- Установить приборы контроля температуры МР-12/180 (mR-20000) и бесперебойный источник питания.
- Подключить приборы контроля температуры МР-12/180 (mR-20000) к бесперебойному источнику питания, бесперебойный источник питания подключить в питающую сеть 220В.
- Подключить термопары каждой зоны к на соответствующий канал ВД-1200 (6 канальный).
- Подключить ВД-1200 к прибору регистрации температуры МР-12/180 (mR-20000) с помощью термокомпенсационных проводов. (Работа прибора контроля температуры МР-12/180 (mR-20000) при отрицательных температурах, без применения термошкафа, не допускается).
- Включить приборы-регистраторы, проверить работоспособность, включающую в себя следующие настройки:
- скорость движения диаграммы – 20 мм/час;
|
|
- шкала: 0ºС – 1300 ºС;
- тип термопреобразователей: K;
- количество выбранных каналов для регистрации: N1 – N12.
- Произвести прогрев регистраторов в течение 30 минут перед началом проведения цикла регистрации термической обработки.
- Подключить нагревательные коврики к источникам питания. Включить источники питания проверить работу нагревательных ковриков.
- Включить регистрацию записи цикла термической обработки в приборах-регистраторах МР-12/180.
- Произвести нагрев аппарата до 600оС. Скорость нагрева по мощности установки подключенных нагревательных ковриков.
- Произвести нагрев с 600оС до 800оС
Скорость нагрева
- не менее 100оС/ч, (время нагрева не более 2-х часов).
При появлении разности в показаниях температуры отдельных термопреобразователей более 80оС, убавить мощность, выдаваемую источником питания, добиться выравнивания температуры до значений разности не более 40 оС.
- Выдержать при температуре 870 оС - 920 оС – в течении 2 часов 30 минут.
- Произвести охлаждение шва на спокойном воздухе.
- Отключить приборы контроля температуры.
Режимы термической обработки представлены в соответствии с СТО 00220368-019-2017.
Разработал:
Инженер-технолог по сварке III категории В.А. Ершов
Проверил:
Главный сварщик Д.А. Черных
Перечень используемых материалов
|
|
1. Нагревательные коврики:
Нагревательный коврик 255×210 - 28 штук «Позиция 1а-28а на схеме – 1»;
Нагревательный коврик 300×180 - 44 штук «Позиция 1-46 на схеме – 1»;
2. Кабели разветвители 4х-8ми ходовые – 38 штук;
3. Кабели удлинители – 38 штук;
4. Источник питания ВД-1200 – 2 штуки;
5. Машинка аккумуляторная – 1 штука;
6. Шпильки для крепления теплоизоляции – 250 штук;
7. Скобы для крепления теплоизоляции – 250 штук;
8. Теплоизоляция Cerablanket 7320х610х25 – 45 рулонов;
9. Термопары ХА, тип К с разъёмами длиной 5 метров – 19 штук;
10. Компенсационные провода с разъёмами для подключения термопар длиной 10 метров – 19 штук (разъем – вилка + розетка);
11. Провода длиной 2 метра (вилка + вилка) – 5 штуки;
12. Провода длиной 5 метров (вилка + вилка) – 14 штук;
13. Прибор регистратор МР12/180 (mR-20000) – 2 штуки;
14. Бесперебойный источник питания – 1 штука;
15. Болт из нержавеющей стали М8-М12 с бобышками с прорезями для крепления термопар – 22 шт.
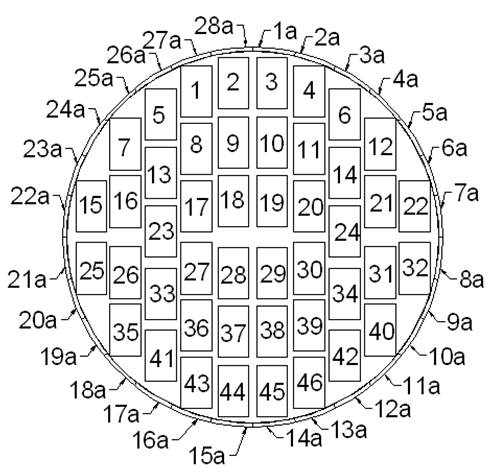
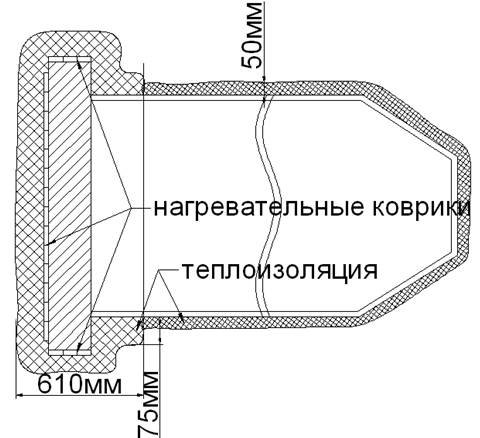
Схема – 1. Установка нагревательных ковриков и теплоизоляции
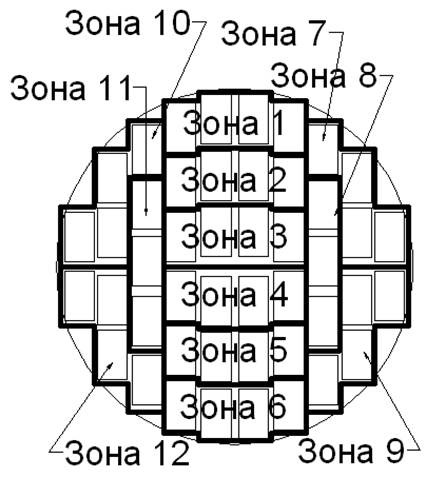
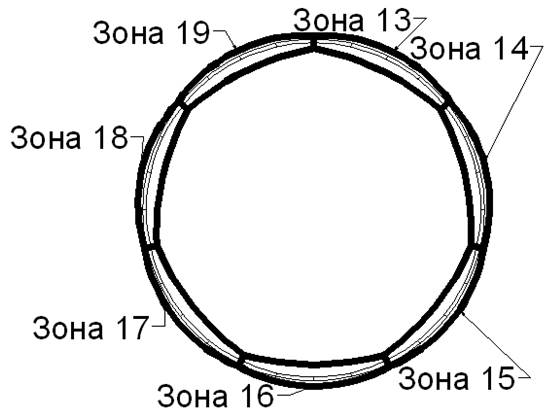
Схема – 2. Распределение нагревательных ковриков по зонам нагрева
Зону с 1 по 6 подключить к первой установке ВД-1200. Зону 7-12 подключить ко второй установке ВД-1200. Зоны с 13 по 19 подключить к соответствующим установкам ВДУ-505.

Схема – 3. Установка термопар
Схема – 4. Крепление термопар