Сварка в углекислом газе является разновидностью сварки под флюсом. Она производится плавящимся электродом и широко применяется для монтажных работ, ремонта и восстановления тонкостенных деталей. Применение сварки в среде углекислого газа
Простота процесса, малый расход материалов и доступность сварки в двуокиси углерода позволяет использовать ее во многих отраслях. Наибольшее распространение сварка и наплавка в среде углекислого газа получила в таких направлениях:
-судостроение;
-машиностроение;
-строительство и ремонт трубопроводов;
-монтажные работы;
-производство котлов и аппаратуры;
-заварка повреждений стального литья и других.
Сварочные работы в среде углекислого газа применяются, в частности, для восстановления тонкостенных деталей кузова автомобиля.
Преимущества сварки в углекислом газе
Сварочные работы в среде углекислоты имеют ряд преимуществ по сравнению с другими видами сварки:
Видимость процесса сварки и горения дуги для сварщика.
Отсутствие необходимости в приспособлениях для подачи и отвода флюса.
Хорошее качество швов. Сварные швы не требуют последующей очистки от остатков флюсов и шлака.
Увеличенная производительность сварки в углекислом газе, вследствие качественного использования тепла дуги.
Возможность проведения работ в разных пространственных положениях в режимах автоматической и полуавтоматической сварки.
Низкая стоимость углекислого газа.
Использование для сварки электрозаклепками и металлов небольших толщин.
Доступность сварочных работ на весу без использования подкладки.
Сущность процесса сварки в углекислом газе
Углекислый газ препятствует негативному воздействию атмосферы на процесс сварки.
Высокая температура дуги частично разлагает углекислый газ на окись углерода и кислород. В результате образуется смесь из трех газов в зоне дуги: кислорода, углекислого газа и окиси углерода.
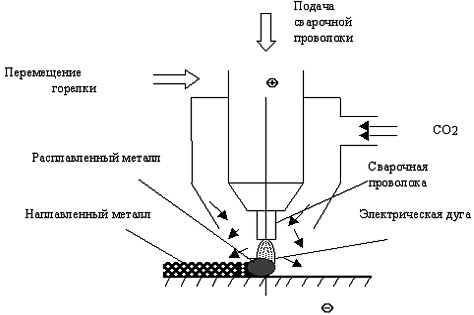
Кислород вступает в реакцию окисления с металлом. Температура электрической дуги значительно выше, чем температура сварочной ванны, поэтому выгорание (дополнительный расход) металла происходит, в первую очередь, в сварочной проволоке. Основной металл в сварочной ванне окисляется не так интенсивно.
Для снижения негативных последствий выгорания, сварочная проволока изготавливается с добавлением легирующих добавок. Повышенное содержание марганца, титана и кремния уменьшает количество окиси углерода и препятствует образованию пор в сварочном шве. Степень окисления увеличивается при возрастании расхода потребляемого напряжения. Уменьшение интенсивности окисления происходит при увеличении плотности тока. Прямая полярность тока при сварке углекислым газом приводит к большему окислению, чем обратная.
Технология сварки в углекислом газе
Перед сваркой поверхность кромок очищают от ржавчины, загрязнений, окалины и шлака. Потолочные и вертикальные швы выполняют проволоками малого диаметра и на небольших токах.
Проведение сварочных работ в двуокиси углерода может происходить с использованием следующих процессов:
с частыми принудительными короткими замыканиями;
с крупнокапельным переносом;
с непрерывным горением дуги.
Выбор процесса переноса электродного металла зависит от типа сварочной проволоки. Обычно сварочные работы в среде углекислого газа проводят на переменном токе. Реже применяется постоянный ток. Диаметр сварочной проволоки и величина тока зависят от размещения шва в пространстве и толщины свариваемого металла.
Материалы для сварки в среде углекислого газа
Сварочные работы двуокисью углерода производится в полуавтоматическом или автоматическом режиме. Выбор материалов для сварки в среде углекислого газа определяется особенностями этого метода работ. Для их выполнения используют:
Полуавтоматы или автоматы для сварочных работ в среде двуокиси углерода должны иметь горелки, которые обеспечивают ламинарное выделение газа из сопла. При применении нестандартных держателей стоит учитывать, что они должны гарантировать радиальное по отношению к оси электрода истечение газа.
Перед пропусканием проволоки в шланг, ее конец нужно завальцевать, дополнительно, наконечник с мундштука снять, а шланг проверить на отсутствие перегибов. Эти нормы должны соблюдаться постоянно. Несоответствие правилам может вызвать деформацию проволоки в роликах, износу деталей держателя и шланга.
Список литературы
1. Материаловедение в машиностроении и промышленных технологиях: учеб.-справ. руководство / В. А. Струк [и др.]. – Долгопрудный: Интеллект, 2010. – 536 с.
2. Перинский В.В.. Лясников В.Н., Фетисов Г.П. Материаловедение специальных материалов машиностроения: учебное пособие / В.В. Перинский, В.Н. Лясников, Г.П. Фетисов. Саратов: СГТУ, 2011. 504 с.
3. Адаскин, А.М. Материаловедение и технология материалов: Учебное пособие / А.М. Адаскин, В.М. Зуев.. - М.: Форум, НИЦ ИНФРА-М, 2013. - 336 c.
4. Зарембо, Е. Г. Материаловедение: иллюстрированное учебное пособие (альбом)/ Е.Г. Зарембо.-М.: ГОУ «УМЦ ЖДТ», 2008.
5. Учебно-методический центр по образованию на железнодорожном транспорте, 2009. – 49 с. – Режим доступа: http/www.iprbookshop.ru/16216. – ЭБС «IPRbooks»