Классификация стальных канатов
Стальные канаты имеют большое число типов и конструкций и различаются по назначению, типу свивки прядей, сочетанию направлений свивки. Далеко не все канаты, изготавливаемые промышленностью, могут быть применены на кранах. Как показывают исследования и опыт эксплуатации, число конструкций крановых канатов может быть ограничено 8-10. Специальная обработка канатной проволоки обеспечивает её высокие механические свойства. Так, маркировочная группа (временное сопротивление разрыву) проволок изменяется в широком диапазоне 1372…2352 МПа. В зависимости от количества проволок в пряди, прядей в канате, их конструкции и формы, сочетания направлений свивки элементов каната, наличия и типа сердечника и других факторов возможны самые различные конструктивные формы стальных проволочных канатов (таблица 1.1).
Таблица 1.1 — Классификация стальных канатов
| Признаки, по которым подразделяются канаты | Обозначение |
| 1. По назначению: | |
| грузолюдские | ГЛ |
| грузовые | Г |
| 2. По краткости свивки: | |
| одинарной — канат изготавливается из центральной проволоки, вокруг которой по винтовой линии в несколько слоев навивается проволока | |
| двойной — изготавливается из прядей одинарной свивки, свитой вокруг сердечника | |
| тройной — изготавливается из прядей двойной свивки, свитой вокруг сердечника | |
| 3. По типу сердечника: | |
| пеньковый | |
| асбестовый | |
| стальной (применяется при высоких температурах, для увеличения разрывного усилия — прядь или канат двойной свивки) | |
| 4. По механическим свойствам проволок: | |
| высшей марки — для канатов типа ГЛ | В |
| первой марки — для всех канатов | I |
| второй марки (с согласия потребителя) | II |
| 5. По виду покрытия поверхности проволок: | |
| из светлой проволоки без покрытия — для лёгких условий работы | — |
| из оцинкованной проволоки для агрессивных условий работы | С |
| из оцинкованной проволоки для жёстких агрессивных условий работы | Ж |
| из оцинкованной проволоки для особо жёстких агрессивных условий работы (коррозионно стойкие, но дороже) | ОЖ |
| 6. По направлению свивки прядей: | |
| правая — преимущественная (свивка справа налево вниз) | — |
| левая — слева направо вниз | Л |
| 7. По сочетанию направлений свивки проволок в прядях и прядей каната: | |
| крестовая — применяется в основном: направления свивки проволок в прядях и прядей разное, не раскручиваются | — |
| односторонняя — направления свивки проволок в прядях и прядей одинаковое, более гибкие | О |
| 8. По способу свивки: | |
| нераскручивающиеся — с обжатием прядей | Н |
| раскручивающиеся | Р |
| 9. По роду свивки: | |
| с точечным касанием проволок одинакового диаметра — углы навивки проволок в разных слоях неодинаковы, что повышает давление между проволоками и увеличивает их изнашивание, но они не раскручиваются под нагрузкой | ТК |
| с линейным касанием проволок — углы навивки проволок в разных слоях одинаковы, более гибкие, долговечные, срок службы на 30-40% выше, чем ТК | ЛК |
| с линейным касанием проволок одинаковых диаметров в верхнем слое пряди | ЛК-О |
| с линейным касанием проволок разных диаметров в верхнем слое пряди — имеют лучшее заполнение сечения | ЛК-Р |
| с линейным касанием проволок разного и одинакового диаметра по отдельным слоям пряди | ЛК-РО |
| с точечным и линейным касанием проволок в пряди | ТЛК |
На ГПМ применяют канаты только двойной свивки, шестипрядные, крестовые. Внешне канат крестовой свивки отличается тем, что проволоки на его поверхности располагаются параллельно оси каната. Проволоки каната односторонней свивки располагаются под углом к его оси рисунок 1.2.

Рисунок 1.2 — Типы свивки стальных канатов:
а — канат крестовой свивки; б — канат односторонней свивки
Канаты различаются по диаметру каната, по маркировочной группе, по количеству проволок в прядях и количеству прядей в канате.
Способы крепления концов канатов
Петля на конце каната при креплении его на кране, а также петля стропа, сопряжённая с кольцами, крюками или другими деталями, должна быть выполнена:
с применением коуша и заплёткой свободного конца каната или установкой зажимов (рисунок 1.3а, в);
с применением стальной кованой, штампованной, литой втулки с закреплением клином (рисунок 1.3б);
другим способом в соответствии с нормативными документами.
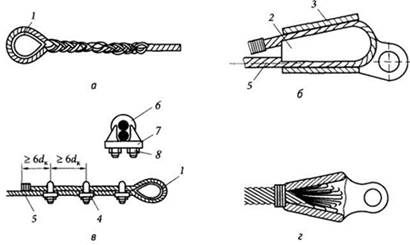
Рисунок 1.3 — Способы выполнения петли на конце каната: a — заплётка свободного конца; б — применение клиновой втулки; в — установка винтовых зажимов; г — заливка в конусной втулке; 1 — коуш; 2 — клин; 3 — клиновая втулка; 4 — винтовой зажим; 5 — рабочая ветвь; 6 — скоба; 7 — планка; 8 — гайка
Корпуса, втулки и клинья не должны иметь острых кромок, о которые может перетираться канат. Клиновая втулка и клин должны иметь маркировку, соответствующую диаметру каната.
Конструкция зажимов должна соответствовать нормативным документам.
Количество зажимов определяется при проектировании с учётом диаметра каната, но должно быть не менее трёх. Шаг расположения зажимов и длина свободного конца каната за последним зажимом должны составлять не менее шести диаметров каната. Скобы зажима должны устанавливаться со стороны свободного конца каната.