Содержание
1. Конструкция
2. Неисправности и ремонт
2.1 Сушка электрических машин
2.2 Шлифование и обточка коллектора тягового генератора на тепловозе
2.3 Ремонт тяговых генераторов
Список использованных источников
Конструкция
Генератор ГС501, предназначен для питания тяговых электродвигателей постоянного тока через выпрямительную установку.
Классификация
Генераторы классифицируются по номеру модели и климатическому исполнению.
Структура условного обозначения ГС [*]А[*]2:
Г – генератор;
С – синхронный;
[*] – номер модели (501, 515, 517);
А – конструктивное исполнение;
[*]2 – климатическое исполнение (У, УХЛ) и категория размещения (2)
по ГОСТ 15150—69.
Особенности конструкции
Генераторы переменного тока ГС501АУ1— 12-полюсный. Генератор выполнен с фланцем для присоединения к валу дизеля, с одним щитовым подшипником качения и свободным концом вала со стороны контактных колец, снабжены лапами для монтажа на поддизельной раме. Исполнение генераторов защищенное. Система вентиляции генераторов принудительная нагнетательная.
Изоляция обмотки статора и обмоток полюсов не ниже класса F, а контактных колец — класса В ГОСТ 8865—87, влагостойкая.
Тяговый синхронный генератор. В приемлемых для локомотива габаритах тяговый синхронный генератор может быть выполнен для тепловозов секционной мощностью до 7500 кВт.
Синхронный генератор более надежен из-за отсутствия коллекторно-щеточного аппарата и сложной легкоуязвимой изоляции на вращающейся части машины. Мощность, передаваемая на ротор, составляет не более 1,5 % мощности генератора, резко уменьшается трудоемкость при ремонтах.
Увеличиваются электромагнитные нагрузки вследствие исключения проблемы коммутации. Снижается масса генератора в основном за счет уменьшения расходов особо дорогостоящих материалов: электротехнической стали и меди.
Стоимость тягового генератора снижается потому, что уменьшается расход цветного металла и электротехнической стали, снижается трудоемкость вследствие упрощения конструкции. Частота вращения вала синхронного генератора может быть более высокой, чем у генератора постоянного тока, что позволяет снизить массу дизельгенератора.
Тяговый синхронный генератор (рис.1) представляет собой явнополюсную машину с двумя трехфазными обмотками 5 на статоре, сдвинутыми на 30 эл. градусов. В генераторе применена независимая осевая система охлаждения с поступлением воздуха извне и очисткой его специальными фильтрами. Подача воздуха осуществляется сверху со стороны привода, а выброс — через боковые патрубки щита. Расход охлаждающего воздуха 4,45 м3/с при напоре не более 1,5 кПа.
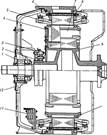
Рис. 1. Тяговый синхронный генератор ГС501А (продольный разрез)
Корпус ротора 9 синхронного генератора сварной, выполнен по типу корпуса якоря тягового генератора ГП311Б, т. е. имеет безвальную конструкцию. С одного конца в цилиндрическую часть корпуса (бочку) вварена литая стальная втулка, на которой монтируют токосъемные кольца 2 и подшипник 1, с другого вварен фланец для соединений с коленчатым валом дизеля призонными болтами. На корпусе ротора расположен индуктор (магнитопровод-ное ярмо) из листовой стали со штампованными пазами для крепления полюсов. Листы обода стянуты нажимными шайбами. Сердечники полюсов 7 набраны из отдельных листов электротехнической стали толщиной 1,4 мм марки 0,8 КП, стянутых между собой при помощи нажимных шайб, шпилек и гаек.
Тяговый генератор имеет 12 полюсов, прикрепляемых к индуктору ротора при помощи клиновидных шпонок в трапецеидальных пазах (крепление типа «ласточкина хвоста»). Катушки полюсов 4 выполнены из шинной меди 1,35x25 мм, намотанной на узкое ребро, и закреплены на полюсе при помощи заливки эпоксидным компаундом, который служит также изоляцией катушки от корпуса. Класс изоляции Р типа «Монолит-2», число витков на полюсе 66. Сопротивление обмотки при температуре 20°С 0,458 Ом. Все катушки соединены последовательно. Начало и конец обмотки возбуждения выведены на стальные контактные кольца и присоединены к ним шпильками с гайками. Полюсы имеют успокоительную (демпферную) обмотку 10, выполненную из восьми медных или стальных стержней диаметром 12 мм, соединенных по концам дугами с помощью пайки латунью. Стержни вложены в специальные пазы, расположенные в полюсном башмаке. Успокоительная обмотка предназначена для уменьшения потерь и перенапряжений, возникающих при аварийных режимах.
Щетки марки ЭГ-4 (размер 25x32x64 мм), помещенные в латунные щеткодержатели 3, подводят ток от возбудителя (или специальной обмотки) к обмотке возбуждения.
Генератор имеет один сферический радиальный роликовый подшипник 1, расположенный в торцевом щите сварной конструкции. В подшипниковом щите имеется выемная ступица (капсула) 12, обеспечивающая замену подшипника без снятия генератора. Станина 6 сварная, выполнена так, чтобы при заданном внешнем диаметре статора получить максимальный момент инерции и минимальную массу.
В станине собирается сердечник статора 8 из сегментов электротехнической стали, которые стягиваются при помощи шпилек и нажимных шайб. Нажимные шайбы и обмоткодержатели изготовлены из стального проката. Сердечник статора набран из листов электротехнической стали 1513 (Э43) толщиной 0,5 мм; имеет 144 паза и 120 вентиляционных отверстий диаметром 27 мм. От «распушения» зубцы сердечника статора предохраняются нажимными пальцами. Обмотка статора двухслойная, волновая, стержневая. Шаг по пазам 1—13—25. Сопротивление одной фазы при 20°С 0,0011 Ом. Обмотка выполнена из медного изолированного провода размером 2,1 х9,3 мм (рис. 8.8) и уложена в пазы. Изоляция обмотки класса Н. Пайка катушек между собой и к выводным шинам производится серебряным припоем. Концы катушек обмотки соединены медными гильзами (хомутами) и закрыты от попадания грязи и пыли прессованными изоляционными коробочками.
Обмотки в пазах закреплены пластмассовыми клиньями, лобовые части — специальными колодками, притянутыми к изолированным кольцам, укрепленным на ребрах нажимных шайб. Генератор имеет шесть выводов фаз 11 (см. рис. 8.7), два вывода от нулевых точек обмоток статора и два вывода от обмотки полюсов ротора.
Синхронный генератор допускает превышение частоты вращения в
аварийных режимах до 19 с-1. Срок службы изоляции до полной заме
ны устанавливается для статора 1,2 млн км, для ротора – 1,5 млн км, в перспективе для статора и ротора — до 2,5 млн. км. Срок службы тягового генератора составляет 25 лет.

Рис. 2. Разрез паза тягового генератора ГС501А.1 — клин; 2. 3 — изоляционные прокладки;
Неисправности и ремонт
В период эксплуатация электрических тепловозов могут возникнуть следующие неисправности.
Понижение сопротивления изоляции обмоток, обычно возникающее при попадании в электрическую машину грязи, масла, влаги. Для устранения неисправности машину очищают и сушат.
Пробои изоляции обмоток на корпус являются чаще всего следствием значительного понижения сопротивления изоляции. Они могут также возникнуть при механических повреждениях изоляции или при выгорании изоляции от образовавшейся внутри машины дуги. Для устранения неисправности требуется ремонт вышедшей из строя катушки.
Перекрытие по коллектору может быть различной интенсивности вплоть до кругового огня. Перекрытие часто сопровождается перебросом дуги на корпус и выгоранием деталей машины, попавших в область горения дуги. Возникает обычно при загрязнении и замасливании коллектора, скоплении угольной пыли в межламельных канавках, при механических повреждениях или неравномерной выработке коллектора. Меры, необходимые для устранения последствий перекрытия, зависят от его интенсивности. В некоторых случаях достаточно очистить и промыть коллектор и щеточный аппарат, сменить вышедшие из строя щетки и продуть коллекторную камеру сухим сжатым воздухом; в других — требуется ремонт вышедших из строя деталей или узлов.
Нарушение коммутации может возникнуть по причинам электрического и механического характера. К первым относится сдвиг щеток с нейтрали, нарушение цепи обмотки добавочных полюсов, в частности ослабление межкатушечных соединений, работа при неисправных щетках и др. В эксплуатации износ щеток допускается примерно наполовину. Причины механического характера сводятся обычно к нарушению в процессе эксплуатации правильной формы коллектора (местные биения, эллиптичность, эксцентричность), а также к его повреждениям при попадании посторонних предметов. Меры устранения плохой коммутации зависят от причины ее возникновения. При нарушении формы или повреждении коллектора требуется его проточка.
Межвитковые замыкания в обмотках возникают при нарушении целости изоляции. Необходимо заменить обмотки (катушки).
Распайка петушков коллектора возникает во время чрезмерного перегрева машины (нарушение вентиляции, длительной перегрузки) или как следствия перекрытия. Повреждение можно устранить только при ремонте якоря.
Выход из строя роликоподшипников чаще всего происходит, из-за провертывания внутреннего кольца (недостаточный натяг), несвоевременной смазки или образования в кольце трещины при увеличенном натяге. Иногда разрушаются сепараторы или сминаются ролики от попавших частиц металла.
Техническое обслуживание ТО-1 выполняется локомотивной бригадой при приемке и сдаче тепловоза. Сдающий машинист информирует принимающего о состоянии основных узлов, о неисправностях, встретившихся в пути следования, о выполненном ремонте. Принимающая бригада обязана осмотреть узлы тепловоза, от, которых зависит безопасность движения.
Техническое обслуживание ТО-2 производится слесарями, устраняющими неисправности, которые были замечены в пути следования и записаны машинистом в книгу технического состояния тепловоза. При работающём дизеле продувают тяговый генератор сухим сжатым воздухом давлением 20—30 Н в защитных очках и респираторе. Наконечник шланга рекомендуется держать на расстоянии не менее 150 мм от обдуваемой поверхности. Проверяют работу генератора, двухмашинного агрегата, электродвигателей, маслопрокачивающего и топливоподкачивающего насосов, вентиляторов калорифера и кузова.
Дизель останавливают, снимают крышки коллекторных люков электрических машин и осматривают коллекторы, щеткодержатели, щетки. Изношенные щетки заменяют, коллекторы при необходимости протирают салфеткой, смоченной в бензине. Обнаруженные на торцах пластин брызги металла от переброса огня, если они не замыкают пластины коллектора или не выходят на дорожку под щетки, могут быть оставлены до ближайшего технического обслуживания ТО-3. Брызги металла, замыкающие пластины или выходящие на дорожку под щетками, зачищают с последующим продораживанием (углублением миканита).
Большое внимание уделяют креплению щеткодержателей, шунтов щеток, так как выпадение болта, крепящего шунт щетки к щеткодержателю, или опускание щеткодержателя на коллектор вследствие ослабления болтов приводит, к разрушению коллектора.
Устанавливаемые новые щетки должны быть притерты по коллектору. После притирки щеток коллектор, продувают, и ставят поднятые ранее соседние щетки на место. При наличии, на изоляторах копоти или пыли их протирают салфеткой.
Техническое обслуживание ТО-3 и текущие ремонты ТР-1, ТР-2 выполняются в депо слесарями комплексных и специализированных бригад. При техническом обслуживании ТО-3 все машины обдувают воздухом при открытых люках. Изоляторы, бандаж на переднем миканитовым конусе коллектора протирают салфеткой, смоченной в бензине. Следы перебросов, законченности зачищают стеклянным полотном, протирают салфеткой и покрывают дугостойкой эмалью. В случае прожогов, сдвига витков, ослабления или поперечных трещин ленточный бандаж заменяется. Болты крепления щеткодержателей, шунтов щеток проверяют и подтягивают ключом.
Сушка электрических машин
В эксплуатации тяговые машины повреждаются из-за увлажнения изоляции, которое происходит из-за попадания снега внутрь машины при метелях или отпотевания. При вводе тепловоза с охлажденными до минус 15° С машинами в депо, где температура плюс 15° С, на их обмотках выделится около 2 кг влаги. Чтобы этого не происходило, постановка тепловоза в отапливаемый цех должна осуществляться при температуре электрических машин, превышающих температуру цеха на 4—6° С. Поэтому следует тепловоз ставить в цех для ремонта сразу же после поездки или подогревать машины током от собственного тягового генератора или от калориферной установки. При сушке машина или ее части должны нагреваться до температуры не менее 80° С и интенсивно продуваться.
Заканчивают сушку, когда сопротивление изоляции достигло сравнительно высокого значения и перестает изменяться. Для машин с незначительным увлажнением процесс сушки может продолжаться несколько часов; для крупных машин (тяговые генераторы) С сильно увлажнённой изоляцией процесс сушки может продолжаться сутками. При сушке машин необходимо медленно поднимать температуру не более чем на 100 С в течение 1 ч. Чем крупнее машина тем медленнее должен быть подъем температуры. При слишком быстром подъеме температуры изоляцию обмоток, можно повредить. Замер сопротивления изоляции производят мегаомметром на 500 В. Увлажненную изоляцию можно легко «пробить» поэтому пользоваться мегаомметром на 1000 В нельзя.