ОСНОВЫИНЖЕНЕРНОЙ ГРАФИКИ
.12.2020
Тема 29-30. Практическое занятие. Чтение сборочного чертежа со сварным соединением.
Алгоритм чтения сборочного чертежа и наглядного изображения сборочной единицы:
1. Определить название изделия.
2. Установить число наименований деталей и их количество.
3. Определить масштаб изображения.
4. Проанализировать количество и характер изображений на чертеже или на наглядном изображении сборочной единицы.
5. Определить очертание каждой детали сборочной единицы на всех изображениях чертежа.
6. Проанализировать геометрическую форму каждой детали.
7. Определить виды соединения деталей в данной сборочной единице.
8. Проанализировать и установить тип размеров.
9. Выявить условности и упрощения, использованные на сборочном чертеже или на наглядном изображении сборочной единицы.
10. Установить последовательность сборки изделия.
Сварная сборочная единица представляет собой неразъемное соединение двух или нескольких деталей, осуществленное с помощью сварки.
Соединение деталей сваркой широко применяется в самых различных отраслях машиностроения и строительства. На рис. 211 приведены типовые сварные сборочные единицы. Сварное соединение получается в процессе местного нагрева соединяемых деталей. Имеется несколько способов сварки, различающихся в основном по виду применяемых источников тепла и способу соединения деталей. В зависимости от источника тепла различают газовую и дуговую сварку.
При газовой сварке для концентрированного нагрева применяют горючий газ (ацетилен или другие газы, сжигаемые в кислороде); при дуговой — тепловую энергию электричества. В машиностроении находят широкое применение дуговая и контактная сварка. >Дуговая сварка — сварка плавлением, для нагрева применяется тепловая энергия электрической дуги.
Контактная сварка (точечная, шовная и др.) —сварка давлением, пластическая с применением внешних сил, сжимающих детали в свариваемых местах; где нагревания применяют электрическую энергию, превращенную в тепловую. Более подробные сведения о видах сварки, применяемой аппаратуре и технологии сварки можно получить в специальных курсах. Детали сварной сборочной единицы часто изготовляют из листового материала и различных профилей. В сварных сборочных единицах применяют литые, штампованные и другие детали. Места соединения деталей с помощью сварки называют сварными швами. Сварные швы различаются взаимным расположением свариваемых деталей (вид соединения), подготовкой кромок, характером выполненного шва. В зависимости от толщины материала и требований к прочности и герметичности шва кромки свариваемых деталей могут быть обработаны или не обработаны, может быть сделан скос кромки (фаски) на одной или на обеих сторонах, у одной из свариваемых деталей или у обеих деталей. При сварке внахлестку применяют еще один вид подготовки деталей — отверстия в одном из свариваемых листов.
Шов может свариваться с одной стороны (односторонний) или с обеих сторон (двусторонний) непрерывной линией или с перерывами. Если двусторонний шов делают прерывистым, то проваренные участки могут располагаться в шахматном порядке (шахматный прерывистый шов) или один рядом с другим (цепной прерывистый шов). Эти признаки отражены в стандартах на швы сварных соединений для различных видов сварки, установлены шифры швов, обозначения способов сварки. ГОСТом 2.312—72 установлены изображения и обозначения на чертежах различных сварных швов. Соединение пайкой производится при сравнительно незначительном нагреве деталей. Пайкой соединяют детали не только из однородных металлов (стали любых марок, чугун), но и разнородных, например: латуни или меди со сталью, латуни и меди между собой и др.

На сборочном чертеже указывают материал припоя; изображение и обозначение -по ГОСТ 2.313-82 (СТ СЭВ 138-81).Если на одной детали указано несколько мест пайки разными припоями, то следует обращать внимание на очередность пайки в зависимости от температуры плавления припоя. Начать пайку надо с припоя, имеющего наиболее высокую температуру плавления. Рассмотрим особенности построения чертежей сварных сборочных единиц.1. Чертеж сварной сборочной единицы содержит минимальное, но достаточное количество изображений, по которым можно ясно понять взаимное расположение всех деталей.

Кроме того, чертеж сварной сборочной единицы может иметь дополнительные изображения в виде сечений, на которых указывают радиусы сгиба, размеры деталей после гибки, развертки деталей для уточнения формы неясных элементов, т. е. в
се данные, пользуясь которыми можно изготовить из листового материала как плоские, так и детали, изготовляемые гибкой, не имея для них отдельных чертежей.Простановку размеров и знаков шероховатости поверхностей выполняют так же, как и на чертежах деталей. На детали сложной формы, полученные из листового материала путем штамповки с вытяжкой, а также литые, точеные, фрезерованные и др. составляют отдельные чертежи.

2. Места соединений деталей — сварные швы — изображаются и обозначаются условно согласно ГОСТ 2.312—72.По этим обозначениям на чертежах из соответствующих стандартов (см. прилагаемый перечень) можно установить все элементы швов для проведения сварочных работ.
Общая структура обозначения швов сварных соединений, выполняемых сваркой плавлением, показана на рис. 212, контактной сваркой — на рис. 213. Входящие в них буквенно-цифровые обозначения (шифры) различных швов приведены в приложениях 9 и 10.
Независимо от способа сварки видимый шов сварного соединения изображают сплошной основной линией (в том числе шов, выполняемый контактной шовной сваркой), невидимый — штриховой линией; видимую сварную точку — знаком «крест» (выполняется сплошными основными линиями длиной 5—10 мм); невидимую не изображают.
От изображения шва (или точки), предпочтительно видимого, проводят линию-выноску, за
канчивающуюся односторонней стрелкой, а на полке проставляют обозначение сварного шва соединения.
3. При изображении в разрезе отдельной сварной сборочной единицы штриховку его деталей в плоскости разреза выполняют в разных направлениях (встречная или со сдвигом). Сварную сборочную единицу, изображенную в сборе с другими сборочными единицами или деталями, штрихуют как целую (монолитную) деталь, при этом швы не показывают, а линии, разделяющие детали между собой, сохраняют.
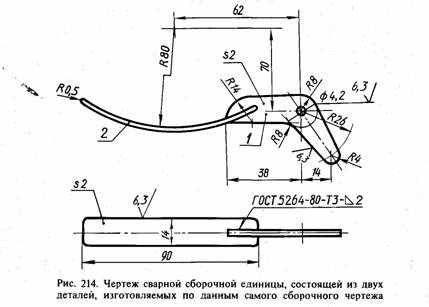
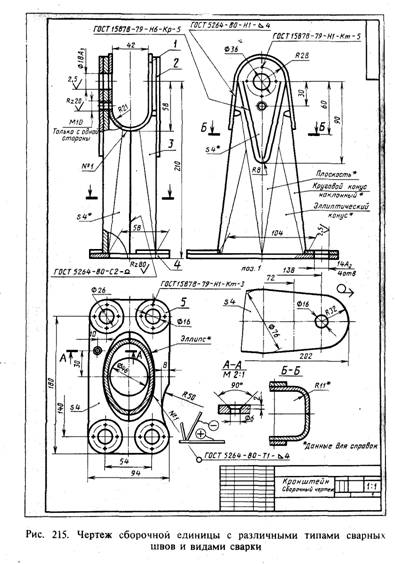
Приведенный на рис. 214 чертеж сборочной единицы, состоящий из деталей —поз. 1 и 2, служит не только для сборки (соединения деталей сваркой), но и для изготовления самих деталей. Для таких деталей, как деталь поз. 2, развертки не дают, а указывают размеры заготовки в спецификации.На рис. 215 показан чертеж кронштейна как пример более сложного чертежа сварной сборочной единицы. Кронштейн образован из деталей плоских и штампованных, изготовляемых гибкой, а соединения выполнены с помощью различных видов сварки, содержит различные типы швов, а поэтому и изображения, и обозначения их различаются. В поперечном сечении сварочный шов не изображают. Отметим, что у деталей толщиной до 2 мм подготовки кромок обычно не требуется.
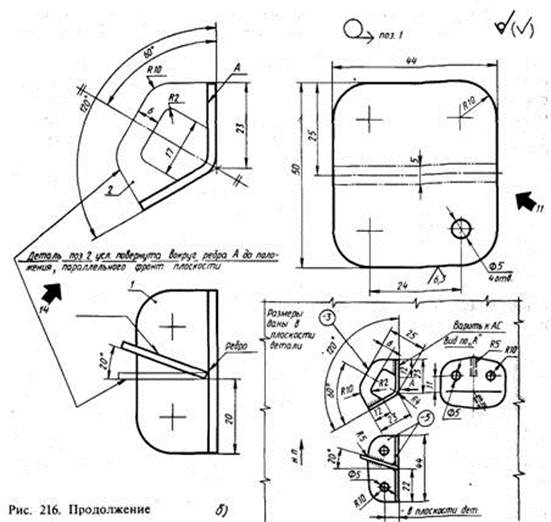
Рассмотренный чертеж значительно отличается от встречающихся ранее оформлением. На нем дана развертка с размерами для уточнения формы элемента детали—поз. 1, полностью отображены форма и размеры всех деталей. По такому чертежу на производстве делают шаблоны для изготовления самих деталей. На сложную листовую деталь должен быть составлен отдельный чертеж.В Советском Союзе разработаны и внедрены новые методы сварки, например, диффузионная, открывающая широкие возможности для автоматизации процессов, сварки деталей из разнородных материалов, упрочнения силовых конструкций, и ряд других (термитная, лазерная, взрывом, трением, плазменная, электронно-лучевая, индукционная, газопрессовая, холодная, ультразвуковая, электрошлаковая, сварка по флюсу, под флюсом и др.).На рис. 216 представлены оптимальные чертежи сварных сборочных единиц, как примеры для чтения (зазор, связанный с поворотом поз. 2 —в пределах норм, установленных стандартом на сварку).