Введение
Одной из самых крупнейших отраслей легкой промышленности, является швейная промышленность. К ее главным задачам относится удовлетворение потребностей клиентов, которые одеты в одежду высокого качества с весьма разнообразным ассортиментом. Повышенная эффективность производства решает эту проблему, также происходит ускорение научно-технического прогресса и увеличивается рост производительности труда. Данная отрасль легкой промышленности производит одежду и швейные изделия бытового назначения из тканей.
Мною была пройдена производственная практика. Практику проходила на швейном предприятии г.Кузнецка.
Основной целью моей производственной практики было, основываясь на полученных теоретических знаниях приобрести и усвоить практические навыки организации производства и технологического процесса изготовления изделий легкой промышленности.
Задачами моей производственной практики являлось:
- изучение и анализ деятельности предприятия, его структуры;
- детальное изучение технологического процесса, ведения документации, получение практических навыков по всему циклу технологии работы на предприятии;
- приобретение опыта адаптации в производственном коллективе, практической реализации профессиональной подготовки.
Создание современной одежды - это сложный и многоэтапный процесс, в котором заняты специалисты самых разных профессий. Качество одежды зависит от тщательности выполнения всех этапов швейного производства.
Предприятие вмещает в себя:
Экспериментальный цех
Подготовительный цех
Раскройный цех
Складское помещение
Экспериментальный цех
Экспериментальный цех является самостоятельным структурным подразделением фабрики и непосредственно подчиняется главному инженеру.
В функции экспериментального цеха входят: моделирование и конструирование одежды, совершенствование существующих конструкций изделия;
1. разработка технической и технологической документации, подготовка рабочих лекал;
2. нормирование расходов тканей, ниток, фурнитуры и других материалов; изыскание способов экономии ткани;
3. изыскание новых и совершенствование старых методов технологической обработки;
4. внедрение передовых методов труда;
5. изучение вопросов качества продукции, причин возникновения и методов устранения брака в производстве.
Осуществляется подготовка новых моделей к запуску в массовое производство.
Перед запуском новой модели в массовое производство по графику, утвержденному главным инженером, запускается опытная партия, в процессе прохождения которой в пошивочных цехах уточняется конструкция и технологическая обработка новой модели.
К запуску новой модели в массовое производство экспериментальный цех должен подготовить: утвержденный образец модели; всю техническую документацию на данную модель; основные лекала для подготовительного и закройного цехов. А также все вспомогательные лекала для пошивочного цеха; нормы расходов тканей верха, подкладки, прикладов и фурнитуры.

Технологическая подготовка производства
Технологическая подготовка производства состоит в нормировании материалов, разработке технологии изготовления изделий, технологических схем, инструкционных карт, карт инженерного обеспечения и других видов технической документации, регламентирующей процесс изготовления модели. Для небольших по величине заказов инструкционные карты и карты инженерного обеспечения не разрабатываются.
Технологическую подготовку производства проводят технологи экспериментального цеха, инженеры технического, производственного и других отделов, технологи швейных цехов.
Нормирование расхода материалов является одной из наиболее трудоемких работ экспериментального цеха. От ее правильного проведения во многом зависит экономное расходование материалов.
При разработке норм расхода материалов используются следующие методы: статистический на основе данных о расходе материалов на аналогичные изделия и модели за прошедший период; экспериментальный на основе выполнения экспериментальных раскладок лекал; расчетный на основе данных о расходе материалов по экспериментальным раскладкам и последующих расчетов.
При нормировании расхода материалов в качестве исходных данных используются: шкала размеров и ростов на данную модель; комплекты лекал; техническое описание на модель внешний вид модели, особенности раскроя и пошива, спецификация лекал и деталей изделия; конфекционные карты, включающие артикулы и виды материалов, используемые при изготовлении модели; данные о расходе материалов за прошедший период по аналогичным моделям; данные о частоте встречающихся ширин материалов по используемым артикулам; объем выпуска изделий данной модели в целом и по каждому виду поверхности материала в отдельности (гладкому, ворсовому, в клетку и т. д.); нормативы отходов по длине настила.
На экспериментальном цехе так же создаются лекалы.
Изготовление лекал-эталонов.
В соответствии с заказами торгующих организаций новые модели изготавливаются на несколько размеров и ростов. В связи с этим лекала-оригиналы, разработанные на базовый размер и рост, градируют на все необходимые размеры и роста, получая лекала-эталоны для основных деталей. Эту работу выполняет инженер-конструктор группы конструирования экспериментального цеха. Градация лекал выполняется различными способами, отдельно для каждой полнотной группы размеров. Инженеры конструкторы группы конструирования экспериментального цеха по лекалам-эталонам основных деталей разрабатывают эталоны производных и вспомогательных лекал. Затем лекала-эталоны передаются в лекальную группу для их тиражирования.

Швейный цех
В швейном цехе в соответствии с документацией детали кроя подаются на рабочие места. Рабочие места оснащены необходимым оборудованием. За каждым рабочим закреплено своё рабочее место.
Швейные цеха оснащены машинами, стачивающими и специального назначения, прессами, комплектами полуавтоматического оборудования с программным управлением.
Основные задачи швейного цеха:
1. увеличение объёма производства швейных изделий;
2. повышение качества;
3. проектирование технологических процессов;
4. разнообразие ассортимента швейных изделий и материалов;
5. разнообразие методов обработки изготавливаемой одежды.
Подготовительный цехподготавливает ткани к раскрою. Функции цеха подготовки: прием поступающей ткани на предприятие, промер и проверка дефектов материалов, которые поступили, разбраковывание «подсортировка» материалов, хранение подготовленных к раскрою материалов, расчет кусков материалов для запуска модели, подготовка раскладки лекал на полотне или бумаге. Промер и проверка дефектов тканей ведется на специальных станках. Данные фиксируются в сводную карту. Проверяется фактическая и ярлычная длина куска, ширина промеряется и фиксируется через каждые три метра, это необходимо для расчета раскладки лекал. Каждый рулон ткани сопровождается паспортом куска. Все дефекты имеют свой цифровой код «шифр». Оператор работающий за промерочным станком, кодирует этот шифр и определяет какого типа дефект присутствующий на ткани. Клеевые материалы, длинноворсовый мех, флизелин, ватин не проверяется на станках. Кроме станка на предприятиях используются специальные трехметровые столы, за которые работают два оператора. Процесс выявления дефектов называется разбраковыванием. Потом рулон ткани рассчитывают, сколько изделий выйдет из данного рулона с учетом всех выявленных дефектов. Раскладку лекал на фабриках автоматизируют с применением компьютерных программ. На графопостроителе выводят раскладку в натуральную величину на бумаге.


Раскройный цех.
Это цех, где проводится настилание ткани, полученной из цеха подготовки и разрезание настила на детали запускаемой модели.
Функции раскройного цеха:
настилание материала,
раскрой настила,
проверка качества кроя, нумерация деталей кроя,
комплектование деталей кроя и отправление в швейный цех.
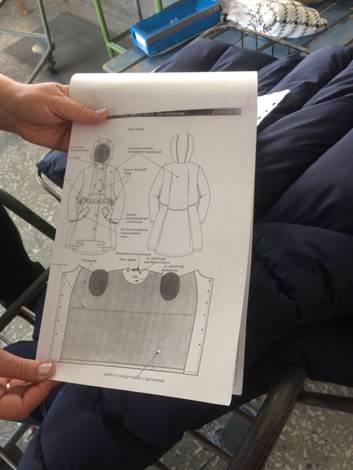
Также в цехе может находиться участок дублирования деталей кроя. Настилание - настилание полотен материала по длине раскладки, который настилается с учетом необходимого количества единиц изделия. Раскройный цех имеет как автоматизированные, так и ножи для ручного раскроя. Ножи ручного раскроя подразделяются на стационарные и передвижные. В настоящее время на фабриках раскрой автоматизирован и компьютеризирован. Ножи для ручного использования применяют на малых предприятиях и при раскрое тканей с рисунком или при малых партиях запуска одежды. Дублирование делают на прессах прерывного и беспрерывного действия, на которых работают операторы, которые дублируют детали кроя после нумерации. На предприятии часто поступаю заказы на пошив детской одежды.в период прохождения практики фабрика отшивала заказы на детские мужские куртки для поставки в город Москва.4


Главный технолог предприятия распределяла работу между швеями,учитывая их скорость работы и профессиональные навыки, а так же разрабатывала техническую документацию,в которой подробно были указаны все детали изделия.

Таким образом, одна швея могла выполнять несколько операций сразу или одну и ту же для разного комплекта изделий.
Заключение
За период практики прошло ознакомление с должностными инструкциями основных работников предприятия; организацией контроля качества. При прохождении практики была изучена и проанализирована структура предприятия, используемое оборудование, За период практики удалось побывать в различных цехах и выполнять в них различные работы, что способствовало развитию практических навыков.
При прохождении технологической практики закрепились теоретические знания по профессиональным дисциплинам, и получила практические навыки по разработке и изготовлению изделий.