Разработка маршрутной технологии
Изготовления детали
Курсовой проект
Зав. Кафедрой
Потехин Б.А.
Преподаватель
Потехин Б.А.
Студент
Флягин А.Е.
Екатеринбург 2006г.
| ФАМИЛИЯ | ПОДПИСЬ | ЧИСЛО | МАРШРУТНАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА (УЧЕБНАЯ) | ||||||||||||||
| РАЗРАБОТАЛ | Флягин А.Е. | ||||||||||||||||
| ПРОВЕРИЛ | Потехин Б.А. | ||||||||||||||||
| НАЗВАНИЕ ДЕТАЛИ, КОЛИЧЕСТВО, ШТ | СТАЛЬ | ГОСТ | HRС, HB | |||||||||||||
| Гайка,25 шт | 40ХН | 4543-71 | 260 НВ | ||||||||||||||
| ОБОРУДОВАНИЕ, ИНСТРУМЕНТ, ПРИСПОСОБЛЕНИЕ | РАЗМЕР ЗАГОТОВКИ | ||||||||||||||||
| Ø 30,2 х625 | |||||||||||||||||
| КИМ | 0,4 | ||||||||||||||||
| РЕЖИМЫРЕЗАНИЯ | ТРУДОЁМКОСТЬ | ||||||||||||||||
| № | ОПЕРАЦИИ, ПЕРЕХОДЫ | V/n | S | t | i | То | Тв | Тдоп | Тшт | ||||||||
| 05 1 пер. | ТОКАРНАЯ. Отрезать заготовку в размер 25мм в партии 25 шт. | Станок 1К62, трёх кулачковый патрон, резец отрезной с пластиной из твёрдого сплава Т15К6. | |||||||||||||||
| 47/500 | 0,25 | 3 | 1 | 0,15 | 0,23 | 0,038 | 0,418 | ||||||||||
| 2 пер. | Торцевать заготовку (пов.1), в партии 25 шт. Второй установ. | Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6. | |||||||||||||||
| 47/500 | 0,25 | 1 | 1 | 0,15 | 0,23 | 0,038 | 0,418 | ||||||||||
| 3 пер. | Торцевать заготовку (пов.2), в партии 25 шт. Второй установ. | Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6. | |||||||||||||||
| 47/500 | 0,25 | 1 | 1 | 0,15 | 0,23 | 0,038 | 0,418 | ||||||||||
| 10 1 пер. | ТОКАРНАЯ. Точить (пов.3) до d=28мм, в партии 25 шт. | Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6. | |||||||||||||||
| 44/500 | 0,5 | 2 | 1 | 0,044 | 0,066 | 0,011 | 0,121 | ||||||||||
| 15 1 пер. | СВЕРЛИЛЬНАЯ. Сверлить отверстие (пов.4) d=14мм на длину всей заготовки, в партии 25 шт. | Станок 2Р125, сверло d=14мм, поворотный стол, тисы. | |||||||||||||||
| 12/272 | 0,62 | 1 | 1 | 0,148 | 0,222 | 0,037 | 0,407 | ||||||||||
| 20 1 пер. | ТОКАРНАЯ. Точить (пов.5) до d=19мм, в партии 25 шт. | Станок 1К62, трёх кулачковый патрон, резец фасонный с пластиной из твёрдого сплава Т15К6. | |||||||||||||||
| 30/500 | 0,35 | 3 | 1 | 0,028 | 0,042 | 0,007 | 0,077 | ||||||||||
| 25 1 пер. | СВЕРЛИЛЬНАЯ. Развернуть отверстие (пов.6) d=16мм, в партии 25 шт. | Станок 2Р125, развёртка d=14мм, поворотный стол, тисы. | |||||||||||||||
| 14/272 | 0,62 | 1 | 1 | 0,083 | 0,125 | 0,02 | 0,228 | ||||||||||
| 30 1 пер. | ТЕРМИЧЕСКАЯ.
Нагреть от 820  С, 30 мин в масле,
в партии 25шт С, 30 мин в масле,
в партии 25шт
| Нагревательная печь Н – 30. | |||||||||||||||||||||||||||||||||||
| 1,2 | 1,8 | 0,3 | 3,3 | ||||||||||||||||||||||||||||||||||
| 2 пер. | Закалить, в партии 25 шт. | Ванна для закаливания. | |||||||||||||||||||||||||||||||||||
| 0,0064 | 0,0096 | 0,0016 | 0,0176 | ||||||||||||||||||||||||||||||||||
| 3 пер. | Отпустить при 580 С,2часа,
в партии 25 шт.
| Нагревательная печь Н – 30. | |||||||||||||||||||||||||||||||||||
| 4,8 | 7,2 | 1,2 | 13,2 | ||||||||||||||||||||||||||||||||||
| 35 1 пер. | ТОКАРНАЯ. Точить (пов.3) до d=26мм на длину 9 мм, в партии 25 шт. | Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6. | |||||||||||||||||||||||||||||||||||
| 25/315 | 0,5 | 1 | 1 | 0,08 | 0,12 | 0,02 | 0,22 | ||||||||||||||||||||||||||||||
| 2 пер. | Точить (пов.5) до d=21мм на длину 4 мм, в партии 25 шт. | Станок 1К62, трёх кулачковый патрон, резец фасонный с пластиной из твёрдого сплава Т15К6. | |||||||||||||||||||||||||||||||||||
| 21/315 | 0,5 | 1 | 1 | 0,025 | 0,038 | 0,006 | 0,069 | ||||||||||||||||||||||||||||||
| 3 пер. | Нарезание резьбы М20*1,5 на длину 12мм, в партии 25шт. | Станок 1К62, трёх кулачковый патрон, метчик. | |||||||||||||||||||||||||||||||||||
| 20/315 | 0,5 | 1 | 1 | 0,102 | 0,153 | 0,026 | 0,281 | ||||||||||||||||||||||||||||||
| 4 пер. | Снятие фаски (пов.8) на глубину 2мм30*, в партии 25 шт. | Станок 1К62, трёх кулачковый патрон, резец фасонный с пластиной из твёрдого сплава Т15К6. | |||||||||||||||||||||||||||||||||||
| 40/315 | 0,5 | 2 | 1 | 0,013 | 0,02 | 0,003 | 0,036 | ||||||||||||||||||||||||||||||
| 5 пер. | Снятие фаски (пов.7) на глубину 2мм30*, в партии 25 шт. | Станок 1К62, трёх кулачковый патрон, резец фасонный с пластиной из твёрдого сплава Т15К6. | |||||||||||||||||||||||||||||||||||
| 40/315 | 0,5 | 2 | 1 | 0,013 | 0,02 | 0,003 | 0,036 | ||||||||||||||||||||||||||||||
| 6 пер. | Снятие фаски (пов.9) на глубину 1,5мм45*, в партии 25 шт. | Станок 1К62, трёх кулачковый патрон, резец фасонный с пластиной из твёрдого сплава Т15К6. | |||||||||||||||||||||||||||||||||||
| 40/315 | 0,5 | 1,5 | 1 | 0,01 | 0,015 | 0,003 | 0,028 | ||||||||||||||||||||||||||||||
| 40 1 пер. | СВЕРЛИЛЬНАЯ. Развернуть отверстие (пов.4) d=15мм, в партии 25 шт. | Станок 2Р125, развёртка d=15мм, поворотный стол, тисы. | |||||||||||||||||||||||||||||||||||
| 13/272 | 0,62 | 0,5 | 1 | 0,066 | 0,099 | 0,07 | 0,182 | ||||||||||||||||||||||||||||||
| 45 1 пер. | ТОКАРНАЯ. Торцевать (пов.1) до, в партии 25 шт. | Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6. | |||||||||||||||||||||||||||||||||||
| 26/315 | 0,5 | 1 | 1 | 0,08 | 0,12 | 0,02 | 0,22 | ||||||||||||||||||||||||||||||
| 2 пер. | Торцевать (пов.2) до, в партии 25 шт. | Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6. | |||||||||||||||||||||||||||||||||||
| 30/315 | 0,5 | 1 | 1 | 0,1 | 0,15 | 0,025 | 0,275 | ||||||||||||||||||||||||||||||
| Тшт=20 мин | |||||||||||||||||||||||||||||||||||||
1 ВЫБОР ЗАГОТОВКИ
Для изготовления 25 штук гаек выбираем заготовку сечением в виде шестигранника диметр описанной окружности которого d = 30,2 длиной 625 мм из стали 40XН ГОСТ 4543-71. Требуемая длина заготовки рассчитана с учетом ширины отрезного резца и необходимости торцевания заготовки.
2. ОБОСНОВАНИЕ МАРШРУТА ИЗГОТОВЛЕНИЯ ДЕТАЛИ
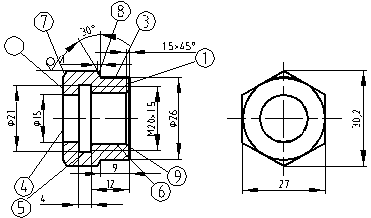
Вводим нумерацию обрабатываемых поверхностей заготовки матрицы.
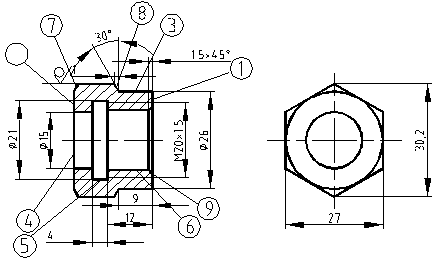
Рис. 1. Условное обозначение поверхностей заготовки.
Операции проводимые на станке 1К62 (токарный) и на станке 2Р125 (сверлильный).