ТЕМА: Приемы точения древесины на станках
ДЗ: материал прочитать, термины и понятия выписать.
Для токарных работ может быть использована древесина любой породы, но необходимо учитывать свойства каждой породы и назначение изделия. Хорошо обрабатывается на станке древесина березы, клена, ореха, груши, бука, граба, липы; хуже — сосны, ели, дуба, ясеня. Древесина березы идет на декоративные изделия, посуду, игрушки. Особенно красивы изделия из карельской березы. Из липы можно сделать посуду различной формы, сувениры (матрешки и др.), игрушки. Из вяза вытачивают детали для мебели, винты, гайки, рукоятки для инструмента. Из древесины груши, ореха можно изготовлять декоративные изделия — шкатулки, фурнитуру, сувениры. Так же хорошо обрабатываются эбонит, фибра, каучук.
Для обработки древесины подготавливают заготовки без сучков, трещин, гнилей, червоточины, наклона волокон, хорошо высушенные. Заготовку в виде брусков квадратного сечения готовят так. На торцах проводят шилом (карандашом) две диагонали и находят центр ее вращения. На пересечении диагоналей торцов заготовки делают углубления на 3—4 мм, для центрального зуба трезубца и центра задней бабки, кроме этого, целесообразно для трезубца делать пропил глубиной 2—3 мм. Затем вдоль ребер рубанком строгают бруски так, чтобы придать им форму восьмигранника или близкую.к цилиндру. Ребра заготовки можно обтесывать топором.
При обработке в чашечных и кулачковых патронам для закрепления в заготовках по длине оставляют припуск не менее 50мм, при обработке в центрах — не менее 20мм, по толщине (диаметру) припуск 2—3мм.
На токарных станках, как правило, изготавливают изделия и делают выточки круглого сечения в виде валика, оси, цилиндра, конуса, шара и других поверхностей, которые в сочетании дают различный профиль детали.
|
|
Прием точения цилиндра на токарном станке СТД-120
Для этой цели обрабатываемую деталь зажимают в центрах (бабках) станка либо крепят в патроне или на планшайбе, после чего ей придают вращательное движение, во время которого режущий инструмент обрабатывает ее поверхности. Резцу придается движение вдоль или поперек обрабатываемой детали в зависимости от ее формы.
Для овладения навыками токарного дела необходимо выполнить ряд упражнений по приемам работы.
Точение включает в себя следующие приемы работы: выбор и подготовку заготовки, установку заготовки в центрах или патроне, установку подручника с держателем в необходимом положении, первичное (черновое) обтачивание, разметочное протачивание, вторичное (чистовое) обтачивание, разметку, точение профиля, подрезание и закругление торцов, зачистку и шлифование, отделку, отрезание изделия от припуска, украшение изделий выжиганием, разрисовка резьбой, а затем окончательную отделку.
Точение цилиндра
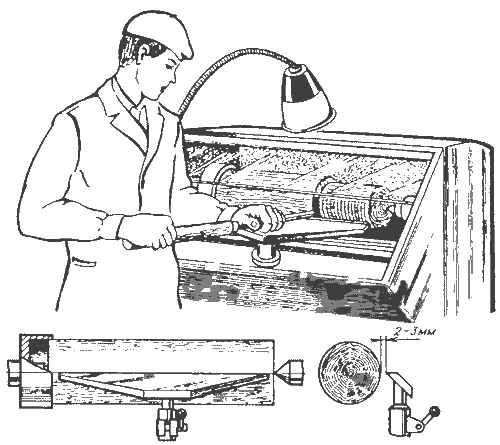
Заготовку крепят трезубцем и задним центром. Для этого молотком устанавливают один торец на трезубец, а к другому торцу подводят центр и закрепляют заднюю бабку гайкой. Затем, вращая маховичокпинали, зажимают заготовку центром и стопорят его рукояткой.
Подручник подводят с минимальным зазором параллельно обрабатываемой заготовке, крепят его на линии центров (или на 1—2мм выше) и устанавливают как можно ближе к заготовке (примерно на 2—3 мм между наиболее выступающей частью болванки и подручника). Не включая станок, поворачивают вручную заготовку и смотрят, чтобы она не задевала о подручник.
|
|
Проверив крепление заготовки, подручника, задней бабки и ее пиноли, приступают к обработке. Черновое точение выполняют рейером (стамеской) шириной 20— 25 мм с полукруглым лезвием. Ручку стамески берут правой рукой, а левой плотно прижимают резец к поверхности подручника. Первую стружку толщиной 1 — 2мм снимают средней частью режущей кромки резца, а последующие — попеременно правой и левой стороной лезвия, постепенно передвигая стамеску по всей длине заготовки и подручника. Стружку снимают до заданных размеров или пока резец не пройдет по всей окружности обтачиваемого предмета. В тех случаях, когда длина изделия превышает длину кромки подручника, его передвигают под необточенную часть и продолжают работу.
Как только припуск по диаметру заготовки составит 2—3 мм, переходят к обточке косяком (майзель). Майзель держат так же, как и рейер, но более наклонно, так, чтобы направление лезвия составляло угол 45—50° с направлением цилиндрической поверхности заготовки. Тупой угол косяка обращен в сторону движения стамески, а острый поднят вверх. Срезать стружку следует не всей длиной режущей кромки, а ее серединной' и нижней частью. При вторичной обточке длинных деталей так же, как и при первичной, следует делать проточки для ориентации. Держать косяк нужно твердо, он не должен скользить по обтачиваемой поверхности и отталкиваться от подручника. Проверяют диаметр заготовки штангенциркулем в нескольких точках по длине.
|
|
Прямолинейность поверхности заготовки проверяют линейкой. Если при обточке заготовки происходит задирание волокон древесины, необходимо изменить направление движения стамески или угол резания. Надо помнить, что срезание толстой стружки и работа тупой стамеской могут привести к задиранию волокон и вырыву кусков древесины.
После того как изделие получило нужную форму, необходимо подрезать его торцы. При подрезке стамеску устанавливают на подручнике на ребро острым углом вниз.
При подрезании острым углом стамески делают глубокий надрез перпендикулярно к оси заготовки. Затем стамеску вынимают и со стороны обрезаемого конца делают наклонный надрез в сторону первоначального, надреза, не допуская срезания режущей кромки в торец изделия. Подрезанная древесина отделяется, образуя паз (углубление). Эту операцию повторяют несколько раз, пока не останется стержень минимального диаметра (10—12мм), достаточный для удержания изделия в центрах станка. Перед снятием изделия со станка торец подчищают, снимая тонкую стружку перпендикулярно оси вращения без наклонных надрезов.
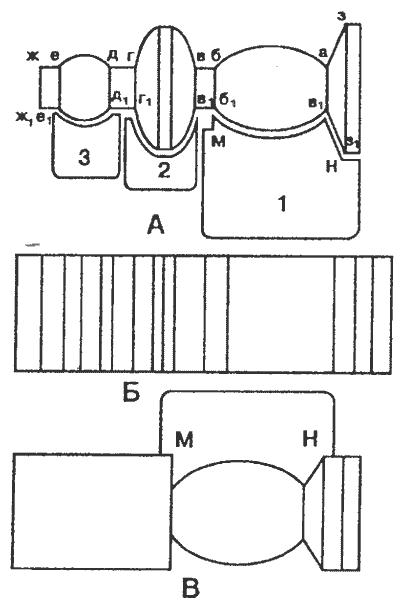
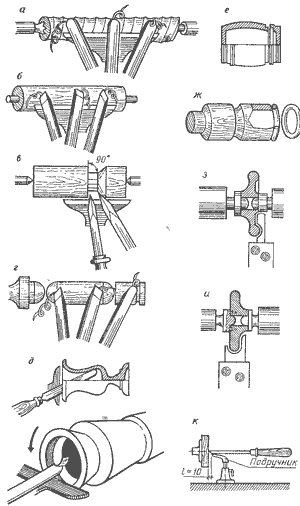 Виды токарных работ: а — черновое обтачивание, б— чистовое обтачивание, в— подрезание торцов, г — закругление торцов, д — вытачивание внутренних полостей, е — вытачивание составных изделий, ж — вытачивание колец, з, и — вытачивание деталей фасонными резцами, к — лобовое точение на планшайбе
Виды токарных работ: а — черновое обтачивание, б— чистовое обтачивание, в— подрезание торцов, г — закругление торцов, д — вытачивание внутренних полостей, е — вытачивание составных изделий, ж — вытачивание колец, з, и — вытачивание деталей фасонными резцами, к — лобовое точение на планшайбе
В зависимости от назначения изделия торцовка может быть прямой, выпуклой или вогнутой. При выпуклой торцовке сначала делают черновое закругление конца заготовки полукруглой стамеской. Для чистовой обработки пользуются плоской стамеской, срезая древесину серединой режущей кромки или тупым углом. При закруглении стамеску надо держать крепко в руках, опираясь наподручник и не допуская ее колебания во избежание получения борозд и выбоин.
Приемы точения конуса. Подготовив конусообразную болванку с необходимым припуском, намечают размеры конуса — диаметр основания, диаметр среза вершины и укрепляют на станке. Болванку на станке устанавливают таким образом, чтобы вершина (меньший торец конуса) была обращена к передней бабке. Это создает удобство для работы правой рукой, кроме того, точение будет происходить вдоль волокон, а на против.
Подручник устанавливают несколько наклонно, параллельно плоскости конуса и опускают по мере приближения стамески к вершине конуса. Сначала поверхность обрабатывают полукруглой стамеской, затем косяком (майзелем).
Прямолинейное нарезание. Прямолинейные нарезки для быстроты и точности изготавливают по шаблонам, но применение их не освобождает от употребления измерительных инструментов и разметки. Шаблоны изготовляют из твердого картона, фанеры, но лучшие из цинка. При разметке на боковой поверхности цилиндра карандашом или стамеской наносят первую риску аа1 по окружности, образующей крайний торец; затем через расстояние аб наносят вторую риску или первый внутренний торец бб1 на расстоянии аб риски аа1 проводят третью риску вв1 а на расстоянии ад — риску дд1 и так далее, пока не будет размечена вся длина цилиндра согласно рисунку. Для разметки большого количества деталей используют разметочные рейки. Для точения берут узкий майзель и выполняют проточку бб1 и вв1. Сначала делают треугольные вырезы к и л, излишек между ними снимают неширокой стамеской, в образовавшуюся выемку вставляют шаблон и проверяют грани проточки и размеры.
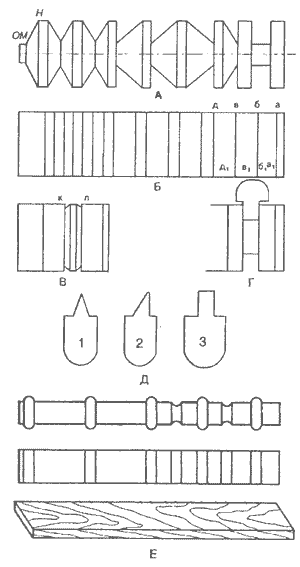 Прямолинейное нарезание: А — нарезание; Б — разметка заготовки; В— вырезание канавок к, л; Г— вставка шаблона в выемку; Д — шаблоны 1, 2, 3; Е— разметочная рейка
Прямолинейное нарезание: А — нарезание; Б — разметка заготовки; В— вырезание канавок к, л; Г— вставка шаблона в выемку; Д — шаблоны 1, 2, 3; Е— разметочная рейка
Вторую проточку (выемку) выбирают сначала в виде небольшого треугольника и растачивают ее, постепенно углубляясь к оси цилиндра. Во время проточки выемки постоянно проверяют шаблоном. Как только шаблон войдет полностью под ребро и стороны выемки не будут иметь просвета, проточку можно считать законченной. Все остальные выемки точат так же, как и вторую проточку, проверяя их шаблонами. Чтобы получить последнюю выемку ОМН, необходимо выточить цилиндрик ОМ, а затем осторожно скосить грань. После проточки всех выемок торцуют стороны цилиндра.
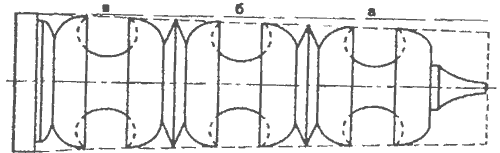
Точение криволинейного профиля. Размечают цилиндр и изготовляют шаблон. Точение начинают с цилиндрических форм аа1б16; вв1г1г; дд1е1е. Протачивание выполняют с небольшим припуском для окончательной обработки, после чего приступают к вытачиванию криволинейных форм жаж1а1, збб1з1 и т.д. Вогнутые поверхности удобнее точить рейером, углубляя постепенно бока выемки и проверяя правильность шаблоном.
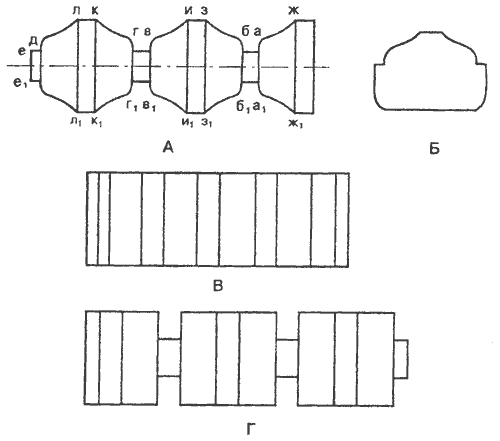
Точение криволинейных и шарообразных форм. Из болванки вытачивают цилиндр необходимых размеров и размечают поверхность изделия, как показано на рисунке. Затем вырезают шаблоны и начинают протачивание фигур заа1з1.
Точат полукруглой или плоской стамеской, проверяя работу шаблоном 1, а также кронциркулем или штангенциркулем. После чистового обтачивания шаблон должен точно примыкать к вытачиваемому профилю, плотно прилегать ребрами МН к обтачиваемой поверхности. Далее точат цилиндрические части бвв1б1; гдд1г1; ежж1е1, оставляя припуск древесины для чистовой обработки. Оставшуюся криволинейную и шаровую поверхность вытачивают, контролируя шаблонами 2 и 3. Чистовую обточку поверхности проводят майзелем.
Криволинейный профиль А — профиль изделия, Б— шаблон. В, Г— разметка цилиндра
Стружку начинают снимать с той части детали, которая имеет наибольший радиус кривизны. Перемещая майзель от высоких точек закругления к низким, следует плавно, без рывков поднимать рукоятку инструмента вверх. Обтачиваемую криволинейную и шаровую поверхность нужно как можно чаще контролировать шаблоном и штангенциркулем до полного совпадения с фигурой шаблона. После этого изделие можно торцевать.
Точение криволинейных и шарообразных форм: А — протачивание фигур (1,2, 3— шаблоны), зaa131, 6вв161, гдд1г1, ежж1е1 — обтачиваемые поверхности, Б— разметка изделия. В— положение шаблона при проточке изделия (МН — ребра шаблона)
Точение сложного профиля конусообразного изделия. При выполнении этого вида работы предварительно вытачивают усеченный конус согласно требуемым по чертежу размерам, делают разметку профиля изделия, а затем приступают к точению. Для того чтобы при вытачивании не могли выкрошиться острые края выточек, точение следует начать с нарезки выемок а, б, в. Для большей точности выполнения профиля пользуются крючками. Подбирая нужный размер крючка, проточку ведут с высоких точек закругления, проверяя выемку штангенциркулем и другими инструментами. Внешние поверхности изделия обтачивают майзелем. После точения профиля изделие торцуют.
Вытачивание внутренних стенок (полостей)
Токарные изделия, имеющие внутренние пустоты, выполняют лобовым точением, как правило, из заготовок цилиндрической формы, укрепленных в патроне на передней бабке. Сначала вытачивают внутреннюю, а затем внешнюю часть. Выточку и расточку отверстий и полых форм выполняют крючками, имеющими размеры и форму в зависимости от профиля изделия. При вытачивании внутренних полостей в крупных деталях диаметром 100 мм и более заготовки следует устанавливать на шпиндель станка в кулачковом патроне. При выполнении внутренних выточек в изделиях диаметром до 100 мм заготовки можно устанавливать в чашечном патроне. Заготовка прочно удерживается в том случае, если ее конец будет вставлен в гнездо патрона на глубину не менее 1/5 длины изделия и плотно прилегать к его внутренним стенкам. Конец заготовки, вставляемый в патрон, желательно приточить в центрах по размеру патрона. Забивают заготовку в снятый со шпинделя патрон. Закрепив заготовку, ее вместе с патроном навинчивают на шпиндель передней бабки станка и приступают к обточке.
Сначала проводят наружную обточку, придавая заготовке грубый контур изделия. Торец заготовки подрезают плоской стамеской, затем подводят к нему подручник и устанавливают поперек направляющих станины на расстоянии 2—3 мм от поверхности торца.
Перед началом внутренней выточки в заготовке желательно просверлить отверстие на 10—15 мм меньше глубины выточки. Отверстия можно просверлить сверлом, установленным в коловорот, при диаметре сверления до 10—12 мм, или сверлом, установленным в пиноли задней бабки, для отверстий диаметром выше 12мм. Приступая к внутренней выточке, укладывают полукруглую стамеску наподручник и начинают расточку просверленного отверстия.
Сложный профиль конусообразного изделия: а, б, в— выемки
Растачивать внутреннюю поверхность следует постепенно, периодически вынимая стамеску из гнезда для охлаждения ее и вывода стружки. По мере углубления гнезда его надо расширять боковой стороной режущей кромки стамески, укладывая ее на поверхность подручника под углом к оси вращения.
Режущая кромка стамески в глубине выточки должна прилегать к стороне, обращенной к токарю. Правая рука, удерживающая ручку стамески, при этом вытянута вперед, за ось вращения шпинделя, а левая плотно прижимает стамеску к подручнику. Таким образом, прижимая режущую кромку стамески к внутренней стенке гнезда, проводят выточку из глубины к наружному краю.
Внутренние поверхности сложной формы обрабатывают специальными инструментами — крючками, форма режущих кромок которых соответствует профилю расточки. При изготовлении особо сложных профилей пользуются набором крючков, последовательно вытачивая детали профиля. После того как внутренняя выточка выполнена, приступают к наружной обточке и отрезают изделие.
Пример точения внутренних поверхностей. Чтобы изготовить стакан для карандашей, необходимо подобрать заготовку из древесины твердой породы размером 75x75x150мм. На выточенном изделии можно сделать рисунок с помощью выжигания, обжигания, роспись красками или просто покрыть масляным лаком. Последовательность выполнения работы.
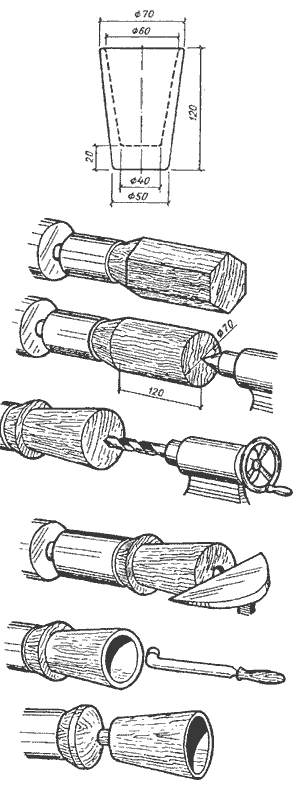 Точение стакана для карандашей
Точение стакана для карандашей
1. Придать одному концу заготовки топором форму конуса. Закрепить ее в патроне и навернуть на шпиндель станка.
2. Прижать заготовку центром задней бабки и провести черновое точение рейером до размеров наибольшего диаметра изделия. Разметить длину конуса и обработать его.
3. Вынуть изпиноли задней бабки центр, установить на него сверло диаметром 10 мм и отметить на нем глубину сверления. Просверлить в заготовке отверстие необходимой глубины, расширить его, увеличив диаметр сверла до 16мм.
4. Установить подручник перпендикулярно линии центров.
5. Расточить внутреннюю поверхность изделия специальным резцом-крючком; он должен двигаться в направлении от центра к краю обрабатываемой детали. Точность расточки проверяется контрольным шаблоном.
6. Подрезать майзелем основание стакана. Зачистить изделие шлифовальной шкуркой и покрыть его поверхность с помощью кисти лаком.
Точение на планшайбе
Этот вид лобового точения применяют при изготовлении изделий большого диаметра (тарелок, чашек, подносов).
Чашки, тарелки изготавливают, как правило, из одного куска древесины мягких лиственных пород — осины, липы или ольхи. Для этого выбранную доску строгают на станке, размечают рейсмусом и разрезают на квадраты, углы которых срезают, придавая заготовкам форму, близкую к окружности. Диаметр заготовки должен превышать диаметр изготовляемой чашки или тарелки на 15—20мм. Крепят заготовку шурупами на планшайбе так, чтобы при обработке лицевой поверхности исключить задевание режущего инструмента за шурупы.
Вначале обтачивают заготовку по периметру при подручнике, размещенном параллельно направляющим. Затем, переставив подручник параллельно плоскости планшайбы и в направлении от центра к краю, вытачивают внутреннюю поверхность изделия.
После отделки отвертывают шурупы и снимают изделие с планшайбы. Можно изготовлять тарелки из комбинированной древесины.